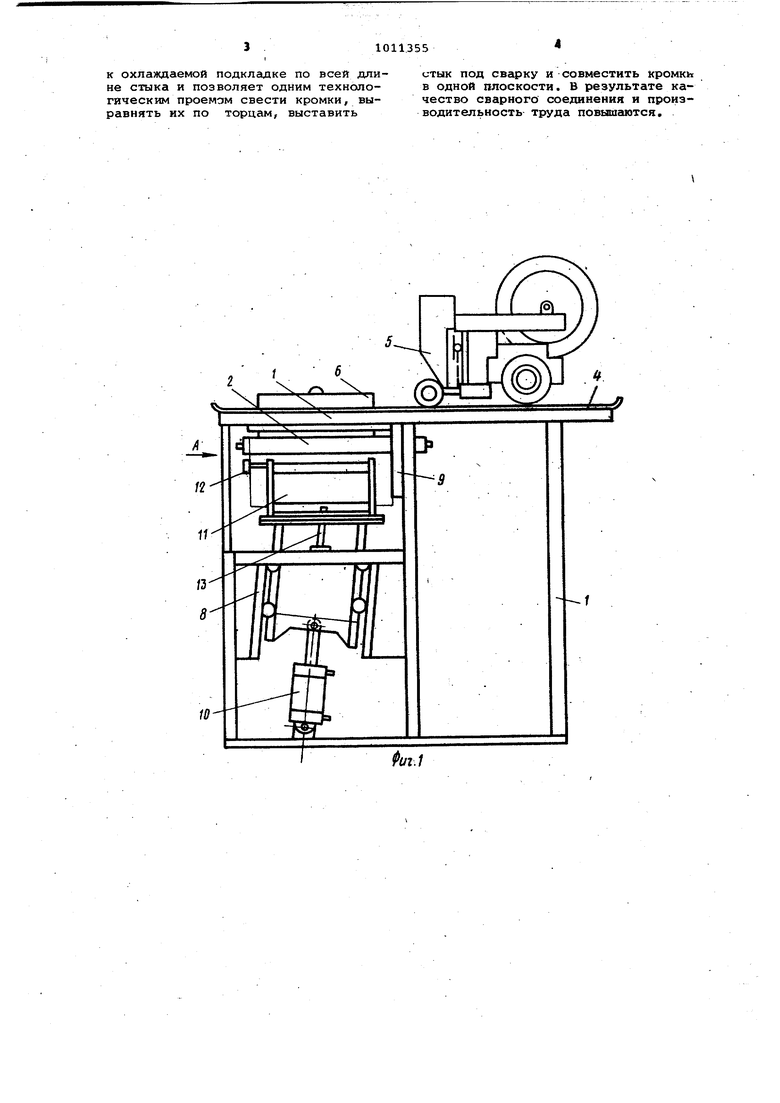
САЭ сл О1 Изобретение относится к сварке, в частности к устройствам для сборки и сварки тонкостенных обечаек, при меняемых в химическом машиностроении Известна установка для сборки и сварки продольных швов тонкостенных обечаек, содержащая закрепленную на основании прижимную балку с откидным клиновым фиксатором для кромок обечайки, установленную с возможностью перемещения вдоль балки сварочную голов ку, два торцовых упора, охлаждаемую подкладку и ложемент, установ, ленный с возможностью перемещения в плоскости, перпендикулярной поверхности балки С ЗОднако в этой установке обечайка и подкладка перемещаются относитель но прижимной балки, что вызывает плотное прилегание обечайки лишь в зоне действия прижимной балки и отвод кромок обечайки от подкладки в зоне сварки, что сниждет качество сварного соединения. Кроме того, данная установка сложна и малопроизводительна, так как для подъема обечайки и для выравнивания торцов обечайки используются индивидуальные последователь но действующие приводы. Цель изобретения - повышение качества сварного соединения и произв дительности путем обеспечения плотного прилегания кромок обечайки к подкладке в зоне сварки при одновре менном выравнивании ее торцев. Поставленная цель достигается те что в установке для сборки и сварки продольных швов тонкостенных обечае содержащий закрепленную на основани прижимную балку с откидным клиновым фиксатором для кромок обечайки,уста новленную с возможностью перемещени вдоль балки сварочную головку, два торцовых упора, охлаждаемую подклад ку и ложемент, установленный с -возможностью перемещения в плоскости, перпендикулярной прижимной поверхности балки, охлаждаемая подкладка закреплена на основании, один из то цовых упоров выполнен в виде упорной плиты, установленной на основан перпендикулярно оси подкладки, а вт рой торцовый упор закреплен на ложементе, при этом ложемент установлен с возможностью перемещения под углом к поверхности упорной плиты с вершиной, расположенной со стороны размещения прижимной балки, выполне полукольцевым снабжен регулируемыми упорами для ограничения его перемещения. На фиг. 1 изображена установка, общий вид; на фиг. 2 - вид А на фиг.1; на фиг. 3, 4 и 5 - схема работы устанорки. Установка для сборки и сварки продольного стыка тонкостенной обечайки содержит основание 1, консольно закрепленную на нем охлаждаемую подкладку 2 для формирования обратной стороны шва, закрепленную на основании пр.ижимную балку 3,выполненную в виде ребер, установленную с возможностью перемещения по направляющим и балки 3 сварочную головку 4, смонтированный на балке откидной клчновой фиксатор 6 для кромок 7. На основании смонтированы направляющие 8, установленные в плоскости, перпендикулярной плоскости прижимной поверхности балки под углом к поверхности торцового упора 9, выполненного в виде упорной плиты, установленной на основании перпендикулярно оси подкладки 2. Вершина угла наклона направляющих 8 к поверхности торцового упора 9 расположена со стороны размещения прижимной балки 3. В направляющих 8 установлен с возможностью перемещения приводом (силовым цилиндром) 10 ложемент 11 выполненный полукольцевым. На ложементе 11 смонтирован второй торцовой упор 12 и регулируемые упоры 13 для ограничения перемещения ложемента. Установка работает следующим образом. Свальцованную заготовку обечайки 7 помещают в ложемент 11 таким образом, чтобы фиксатор б находился между продольными кромками заготовки; При этом охлаждаемая прокладка 2 расположена внутри обечайки 4. УпоРами 12 зацепляют обечайку за торец. Воздействием силового цилиндра 10 ложемент перемещается по наклонным направляющим и упирается в регулируемый упор 13 (фиг. 3). При этом заготовка 7 прижимается торцом к упору 9 и выравниваются кромки по торцам. Продольные кромки наружной поверхностью прижимаются к балке 3, а торцовой поверхностью-к фиксатору б (фиг. 4). Затем при дальнейшем перемещении ложемента Торцы кромок скользят по клинрвой поверхности фиксатора б навстречу друг другу и, прижимаясь внутренней поверхностью к подкладке 2, совмещаются в одной плоскости (фиг. 5). Убирают фиксатор б и сваривают на подкладке сварочной головкой 5 совмещенные .и выставленные кромки. . После сварки ложемент 11 опускают, а обечайка 7 зависает на консоли охлаждаемой прокладки 2. Преимущества этой установки перед прототипом в том, что она обеспечивает прилегание свариваеьшх ь-ромок
К охлаждаемой подкладке по всей длине стыка и позволяет одним технологическим проемам свести кромки, выравнять их по торцам, выставить
стык под сварку и совместить кромкь в одной плоскости. В результате качество сварного соединения и производительность труда повышаются.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Установка для сборки и сваркипРОдОльНыХ шВОВ ОбЕчАЕК | 1978 |
|
SU799934A1 |
| Механизм прижима | 1988 |
|
SU1532262A1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| Стенд для сборки продольного стыка обечаек | 1979 |
|
SU772776A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |


УСТАНОВКА ДЛЯ СБОРКИ И СВАРКЙ ПРОДОЛЬНЫХ ШВОВ ТОНКОСТЕННЫХ ОБЕЧАЕК, содержащая закрепленйую на основании прижимную байку с откидным клиновым фиксатором для кромок обечайки, установленную с возможностью перемещения вдоль балки сварочную головк, два торцовых упора, охлаждаемую подкладку и ложемент, установленный с возможностью перемещения 3 плоскости, перпендикулярной прижимной поверхности балки, от ли чающаяся тем, что, с целью повышения качестве сварного соединения и производительности путем обеспечения плотного прилегания кромок обечайки к подкладке в зоне сварки при одновременном выравнивании ее торцов, охлаждаемая подкаадка закреплена .на основании, один из торцовых упоров выполнен в виде упорной плиты, установленной на основании перпендикулярно оси подкладки, а второй торцовый упор закреплен на ложементе, при этом ложемент установ.лен с возможностью перемещений под углом к поверхности упорной плиты с вершиной, расположенной со сто(Л роны размещения прижимной балки, выполнен полукольцевым .и снабжен регулируемыми упорами для ограничения его перемещения.
1 6
X X
J,
4
J
12
РД1
11/3- 5
i i ,1 i
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
