Изобретение относится к технике сращивания концов рулонных термопластичных материалов, в частности к оборудованию для изготовления красящей ленты на синтетической основе для печатающих машин, использующих замкнутые в кольцо ленты.
Известен способ соединения встык концов ленточного материала, заключающийся в закреплении концов ленты на вакуумном столике, обрезке их ножом и склейке концов ленты липкой лентой.
Устройство для осуществления этого способа содержи: смонтированные в корпусе зажим для временной остановки конца ленты размотанного рулона и цепной транспортер для подачи конца ленты нового рулона, а также два вакуумных столика для фиксации концов ленты размотанного и нового рулонов.
Недостатком известных способа и устройства является невозможность их использования для сращивания концов красящей ленты из термопластичного материала для пишущих машин по причине низкой надежности закрепления концов липкой лентой. :
Наиболее близким к предполагаемому изобретению является способ соединения концов термопластической ленты, заключающийся в закреплении внахлест двух концов ленты при помощи зажимов, обрезании концов, удалении обрезков ленты и сваривании ленты поперек ее оси тремя швами. Устройство для соединения концов термопластичной ленты содержит стол с пазом, зажимы концов свариваемых лент, нож, строенный термонагревательный злемент и полосу соединяющего материала из фольги, причем каждый термоэлемент выполнен в виде подпружиненной проволоки и снабжен роликом, установленным с возможностью перемещения и взаимодействия с проволокой, а нож снабжен прижимным роликом.
Однако эти способ и устройство не пригодны для соединения концов красящей ленты из термопластичного материала для пишущих мащин из-за тройного поперечного шва, искажающего отпечатываемые симхволы (цифры, буквы, знаки препинания); Кроме того, процесс соединения достаточно сложен из-за громоздкой конструкции устройства и множества технологических операций.
Целью изобретения является упрощение процесса соединения концов красящей ленты пишущих машин с повышением ее качества и ресурса при эксплуатации, а также повышения удобства пользования.
В известном способе соединения концов термопластичной ленты, основанном на закреплении внахлест двух концов ленты при помощи зажимов, обрезании концов, удалении обрезков ленты и сваривании лент, после закрепления концов ленты сваривают их по линии, расположенной под углом 30-60° к оси ленть, при помощи последовательно включенных двух термоэлементов, размещенных по разные стороны закрепленных лент, после чего обрезают излишки ленты и удаляют обрезки, при этом один термоэлемент совмещают с другим термоэлементом на время сварки, выбираемое в диапазоне 1,0-5.0 мин. после чего
первый термоэлемент удаляют от второго на расстояние, достаточное для свободного закрепления концов ленты в зоне сйарки. Устройство для осуществления способа,
содержащее основание, на котором размещены зажимы, и термонагревательный узел, содержит электромагнитный привод, выполненный в виде катушки с отверстием, в котором размещен подпружиненный шток,
0 а термонагревательный элемент выполнен из двух последовательна включенных термоэлементов, один из которых размещен на основании, под закрепленными лентами, а другой закреплен на каретке, связанной со
5 штоком посредством узла, регулирующего зазор между термозлемеитами. ,
Угол между осью ленты и швом в пределах 30-60°, время сварки в диапазоне 1,55,0 мин при помощи последовательно
0 включенных двух термоэлементов, размещенных по разные стороны ленты и обеспечивающих свободный доступ к зоне сварки за счет изменения их взаимного расположения (расстояния), обеспечивают изготовле5 ние красящей ленты для пишущих машин с помощью предлагаемого устройства при достаточной простоте технических средств, и тем самым достижение цели изобретения. П р и м е р 1, На макете предлагаемого
0 устройства были изготовлены замкнутые в кольцо скрепленные ленты в количестве пятьсот штук. При зтом ленты сваривались под углом 30° к их оси расположенными по разным их сторонам термоэлементами с
5 временем сварки, равным 1,0 мин при температуре в зоне сварки порядка 300°С. определяемойзазороммеждутермоэлементами, равным порядка двух толщин свариваемой ленты. Эксплуатация
0 ленты в пишущих машинах персональных ЭВМ подтвердилаИХ соответствие ГОСТу по качеству печати и ресурсу качественной печати. При простоте процесса изготовления, основанном всего лишь на одном сва5 рочном шве, тогда как в прототипе их три.
Пример 2. Аналогично примеру 1 изготовлено 500.штук лент при расположении сварочного шва под углом 60° к оси ленты с временем сварки 5,0 мин, при температуре в зоне сварки порядка 200°С, определя-емойзазороммежду
термоэлементами, равным порядка трем с половиной толщинам, ленты. Использование изготовленной ленты в персональных
5 ЭВМ также подтверждает - высокое качество изготовленной при данных режимах ленты с достаточно простым техпроцессом ее изготовления, основанном на одном сварочном шве, тогда как в прототипе три таких шва.
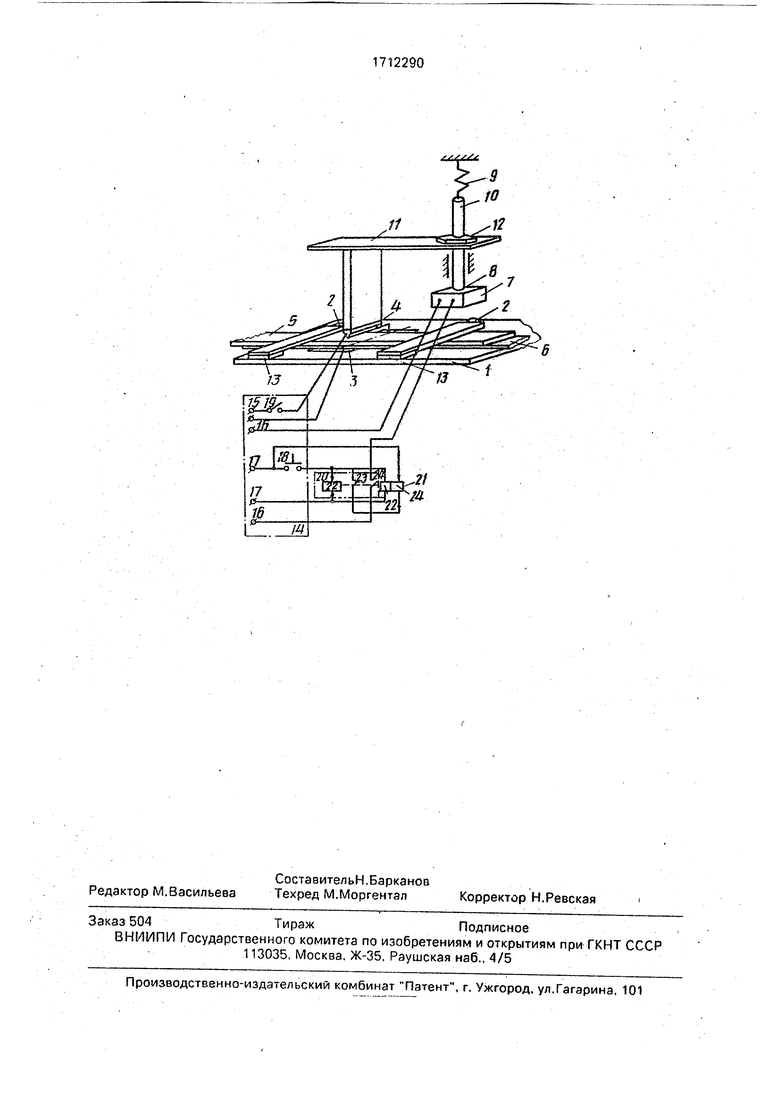
На чертеже изображено предлагаемое устройство. Устройство содержит основание 1, на котором размещены зажимы 2. термонагревательный узел, выполненный из двух последовательно включенных repмоэлементов 3, 4 один из которых (термоэлемент 3) размещен на основании 1 под закрепленными лентами 5, 6, электромагнитный привод, выполненный в виде катушки 7 с отверстием 8, в котором размещен подпружиненный сжимающейся пружиной 9 шток 10. Другой термоэлемент 4 закреплен на каретке 11, связанной со штоком 10 посредством узла 12, регулирующего зазор между и термоэлементами 3, 4. Зажимы 2 фиксируются на основании 1 с помощью магнитов 13. Управление элементами устройства осуществляется блоком 14 управления, состоящим из шин 15 питания термонагревательного узла, шин 16 питания электромагнитного привода, шин 17 питания цепей управления, включателя 18 электромагнитного привода, включателя 19 термонагревательного узла, реле 20 управления и реле 21 времени. Реле 20 представляет собой электромагнитную катушку 22 с контактами 23, 24, а реле 21 выполнено в виде катушки 22, в цепь питания которой включена времязадающая епь из нескольких конденсаторов, шунтируемых соответствующими контактами многопозиционного переключателя (для установки времени включения катушки 22 1,0-5.0 мин) и замыкающего контакта 24, соединяющего шину 17 с контактом 23 реле 20.
Устройство работает следующим образом.
Перед началом сварки лент 5, 6 они закрепляются на основании 1 посредством зажимов 2, фиксируемых магнитами 13. Посредством узла 12 подбирают оптимальный зазор между термоэлементами 3, 4 для определенного напряжения питания на шинах 16, Переключателем реле 21 задают время сварки. Включателем 19 подают питание на термоэлементы 3, 4 заданной величины, после чего кратковременным нажатием кнопки включателя 18 подают питание на катушки 22, обеспечивающие замыкание контактов 23, 24 в реле 20 и контакта 24 в реле 21. По цепи упомянутых контактов реле 20 самоблокируется на время, определяемое постоянной времени катушки 22 и конденсатора в реле 21. На это время
срабатывает катушка 7, втягивая в свое отверстие 8 шток 10. Элементы 3, 4 сближаются до выбранного узлом 12 расстояния (зазора) за счет упора штока 10 в дно катушки 7. По окончании времени, заданного реле 21, снимается питание с катушки 7 за счет размыкания цепи самоблокировки контактом 24 в реле 21, а термоэлемент 4, закрепленный на каретке11, пружиной 9 поднимается вверх, завершая сварку. Теперь необходимо включателем 19 снять питание с термоэлементов 3, 4.
Качественная сварка определенного типа лент 5, 6 достигается предварительным подбором на нескольких пробах оптималь ного зазора между термоэлементами 3, 4 времени сварки и напряжения питания.
Использование способа и устройства для его реализации позволило упростить процесс соединения концов красящей ленты для пишущих машин и технические средства за счет всего лишь одного шва сварки. Возможностью расчленения термоэлементов 3, 4 достигнуто определенное удобство пользования за смет обеспечения свободного доступа к лентам 5, б в зоне сварки. При этом обеспечена возможность качественной печати соединенной лентой за счет тонкого шва, расположенного под углом к печатающим элементам с символами.
Формула изобретения
1.Способ соединения концов термопластичной ленты,, заключающийся в закреплении внахлест двух концов ленты, обрезании концов, удалении обрезков и сваривании ленты, отличающийся тем, что, с целью повышения качества соединения, концы ленты сваривают по линии, расположенной под углом 30-60° к оси ленты, в течение
1,0-5,0 мин.
2.Устройство для соединения концов термопластичной ленты, содержащее основание, на котором размещены зажимы и сварочный узел, включающий два последовательно включенных термоэлемента, один из которых установлен неподвижно, а другой - с возможностью возвратно-поступательного перемещения от привода, о т л и ч аю щ е е с я тем, что подвижный термоэлемент снабжен кареткой, а его привод выполнен электромагнитным с подпружиненным штоком, связанным с кареткой посредством узла регулировки зазора между термоэлементами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подвязывания растений к шпалерной проволоке | 1976 |
|
SU686679A1 |
| Устройство для сварки термопластов | 1991 |
|
SU1812126A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ТЕРМОПЛАСТА БОЧОНКОВ С ШПУНТОВАННЫМИ КРЫШКАМИ, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ТЕРМОПЛАСТА ШИРОКОГОРЛЫХ БОЧОНКОВ И УСТАНОВКИ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2040401C1 |
| Устройство для соединения концов термопластичной пленки | 1985 |
|
SU1330064A1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| Устройство для формирования и защиты обратной стороны шва | 1990 |
|
SU1722761A1 |
| Устройство для сварки полимерных материалов | 1989 |
|
SU1650465A1 |
| Машина для контактной стыковой сварки оплавлением | 1983 |
|
SU1107981A1 |
| МАШИНА ДЛЯ СТЫКОВОГО СОЕДИНЕНИЯ СТАЛЬНЫХ ПОЛОС, ВЫПОЛНЕННАЯ С ВОЗМОЖНОСТЬЮ ИНДУКЦИОННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ ШВОВ СТЫКОВОГО СОЕДИНЕНИЯ | 2010 |
|
RU2554833C2 |
| Устройство для сварки термопластичных материалов с использованием накладываемой на стык ленты | 1982 |
|
SU1052400A1 |
Изобретение относится к технике сращивания концов рулонных термопластичных материалов, з частности к оборудованию для изготовления красящей ленты на синтетической основе для печатающих машин, использующих замкнутые в кольцо ленты. Цель изобретения - повышение качества соединения концов красящей ленты для пишущих машин. В способе, основанном на закр.еплении внахлест двух концов ленты при помощи зажимов 2, обрезании концов, удалении обрезков ленты и сваривания лент, их сваривают по линии, расположенной под углом 30-60 к оси ленты, при помощи последовательно включенных двух термоэлементов 3, 4, размещенных по разные стороны закрепленныхлент. После этого обрезают излишки ленты и удаляют обрезки. Один термоэлемент совмещают с другим термоэлементом на время сварки, выбираемое в диапазоне 1,0-5,0 мин, после чего первый термоэлемент удаляют от второго на расстояние, достаточное для свободного закрепления концов ленты в зоне сварки. Кроме того, для реализации способа в устройство, содержащее основание, на котором размещены зажимы 2 и сварочный узел, введен электромагнитный привод, выполненный в виде катушки 7 с отверстием 8, в котором размещен подпружиненный шток 10. Сварочный узел выполнен из двух последовательно включенных термоэлементов 3, 4,один из которых размещен ма основании 1 под закрепленными лентами, а другой - закреплен на каретке 11, связанной со штоком 10 посредством узла, регулирующего зазор между термоэлементами. Изобретение позволило упростить процесс сварки лент за счет всего лишь одного шва с обеспечением качественной печати за счет тонкости шва, расположенного под углом к оси ленты. При этом обеспечивается повышенное удобство пользования устройством за счет свободного доступа к ленте в месте сварки при разведенных друг от друга термоэлементах. 2' с.п. ф-лы, 1 ил.f л |чЛ|*~«=»iV-««„•.•,^Ю
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРИНАДЛЕЖНОСТИ СТУДЕНТА К ГРУППЕ РИСКА ЭКЗАМЕНАЦИОННОГО ДИСТРЕССА | 2011 |
|
RU2460460C1 |
| Солесос | 1922 |
|
SU29A1 |
| Автоматическое или полуавтоматическое телефонное устройство | 1925 |
|
SU1949A1 |
