сл
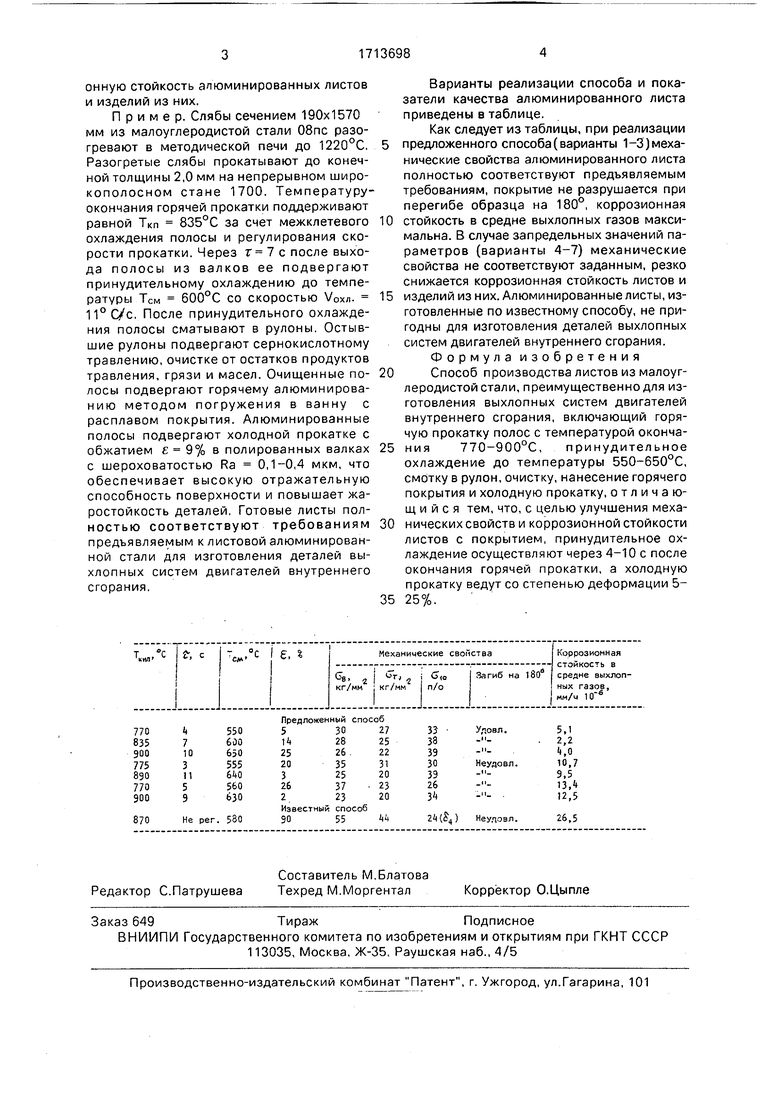
с онную стойкость апюминированных листов и изделий из них. Пример. Слябы сечением 190x1570 мм из малоуглеродистой стали 08пс разогревают в методической печи до 1220°С. Разогретые слябы прокатывают до конечной толщины 2,0 мм на непрерывном широкополосном стане 1700. Температуруокончания горячей прокатки поддерживают равной Ткп 835°С за счет межклетевого охлаждения полосы и регулирования скорости прокатки. Через г 7 с после выхода полосы из валков ее подвергают принудительному охлаждению до температуры Тем 600°С со скоростью УОХЛ. 11° С/с. После принудительного охлаждения полосы сматывают в рулоны. Остывшие рулоны подвергают сернокислотному травлению, очистке от остатков продуктов травления, грязи и масел. Очищенные полосы подвергают горячему алюминированию методом погружения в ванну с расплавом покрытия. Алюминированные полосы подвергают холодной прокатке с обжатием 9% в полированных валках с шероховатостью Ra 0,1-0,4 мкм, что обеспечивает высокую отражательную способность поверхности и повышает жаростойкость деталей. Готовые листы полностью соответствуют требованиям предъявляемым к листовой алюминированной стали для изготовления деталей выхлопных систем двигателей внутреннего сгорания. Варианты реализации способа и показатели качества алюминированного листа приведены в таблице. Как следует из таблицы, при реализации предложенного способа (варианты 1-3) механические свойства алюминированного листа полностью соответствуют предъявляемым требованиям, покрытие не разрушается при перегибе образца на 180°, коррозионная стойкость в средне выхлопных газов максимальна. В случае запредельных значений параметров (варианты 4-7) механические свойства не соответствуют заданным, резко снижается коррозионная стойкость листов и изделий из них. Алюминированные листы, изготовленные по известному способу, не пригодны для изготовления деталей выхлопных систем двигателей внутреннего сгорания. Формула изобретения Способ производства листов из малоуглеродистой стали, преимущественно для изготовления выхлопных систем двигателей внутреннего сгорания, включающий горячую прокатку полос с температурой окончания 770-900°С, принудительное охлаждение до температуры 550-650°С, смОтку в рулон, очистку, нанесение горячего покрытия и холодную прокатку, отличающийся тем, что, с целью улучшения механических свойств и коррозионной стойкости листов с покрытием, принудительное охлаждение осуществляют через 4-10 с после окончания горячей прокатки, а холодную прокатку ведут со степенью деформации 525%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сталь | 1990 |
|
SU1749308A1 |
| Сталь | 1990 |
|
SU1752823A1 |
| СПОСОБ ПРОИЗВОДСТВА БРОНЕКАБЕЛЬНОЙ ЛЕНТЫ | 2001 |
|
RU2203966C2 |
| СПОСОБ ПРОИЗВОДСТВА НАГАРТОВАННОЙ МАЛОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2483121C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ХОЛОДНОКАТАНОГО ЛИСТОВОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ТИПА 08, ЛЕГИРОВАННОЙ ФОСФОРОМ (0,04 - 0,10 МАС.%) И АЛЮМИНИЕМ (0,02 - 0,08 МАС.%) | 1992 |
|
RU2010634C1 |
| Способ производства оцинкованных стальных полос | 1986 |
|
SU1344794A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НАГАРТОВАННОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2480299C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2268097C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ СТАЛИ | 2004 |
|
RU2255988C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ МАЛОУГЛЕРОДИСТОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ | 1993 |
|
RU2040556C1 |
Изобретение относится к металлургии, конкретнее к прокатному производству, и может быть использовано при изготовлении листовой стали с алюминиевым или алюмо- цинковым покрытием. Цель изобретения - улучшение механических свойств и коррозионной стойкости листов с покрытием. Способ состоит в том, что после окончания горячей прокатки осуществляют через 4-10 с принудительное охлаждение, а холодную прокатку ведут с обжатием за проход 5- 25%. Способ упрощает технологию производства, улучшает качество.
Предложенный способ
| Беняковский М.А | |||
| и др | |||
| Производство оцинкованного листа | |||
| М.; Металлургия, 1973, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Способ производства тонкой высокопрочной стальной полосы,с покрытием из железоцинкового сплава | 1985 |
|
SU1303623A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
