Изобретение относится к области литейного производства, а именно к способам получения стержней.
Наиболее близким по технической сущности к предлагаемому изобретению является изготовления «тонких )5-8 мм протяженных стержней по горячей оснастке с вентиляционными каналами, включающий нагрев стержневого ящика,, установку моделей вieнтиляциoнныx каналов, задувку смеси и удаление моделей на стадии сушки Стержней;
Недостатком известного способа является растрескивание стержня в тонких сечениях на стадии сушки за счет разницы коэффициентов температурного линейного расширения модели и огнеупорной основы, что приводит к дополнительным операциям отделки поверхности стержней.
Целью изобретения является устранение брака отливок по газовым дефектам при использовании сложных протяженных стержней.,
Согласно способу изготовления стержней по горячей оснастке, включающему нагрев стержневого ящика, установку моделей вентиляционных каналов, задувку смеси и отверждение ее, извлечение стержня, удаление моделей вентиляционных каналов производит до Извлечения стержня путем протяжки Их со скоростью 1-20 мм/с при температуре, равной 0,75-0,85 температуры полного отверждения стержневой смеси.
При вып-олнении способа в качестве стержневых смесей используют мелкозернистый дистенсиллиманит, плакированный термореактивным связующим СФП 011 Л, и смесь на основе кварцевого песка и связующего КФ 17.
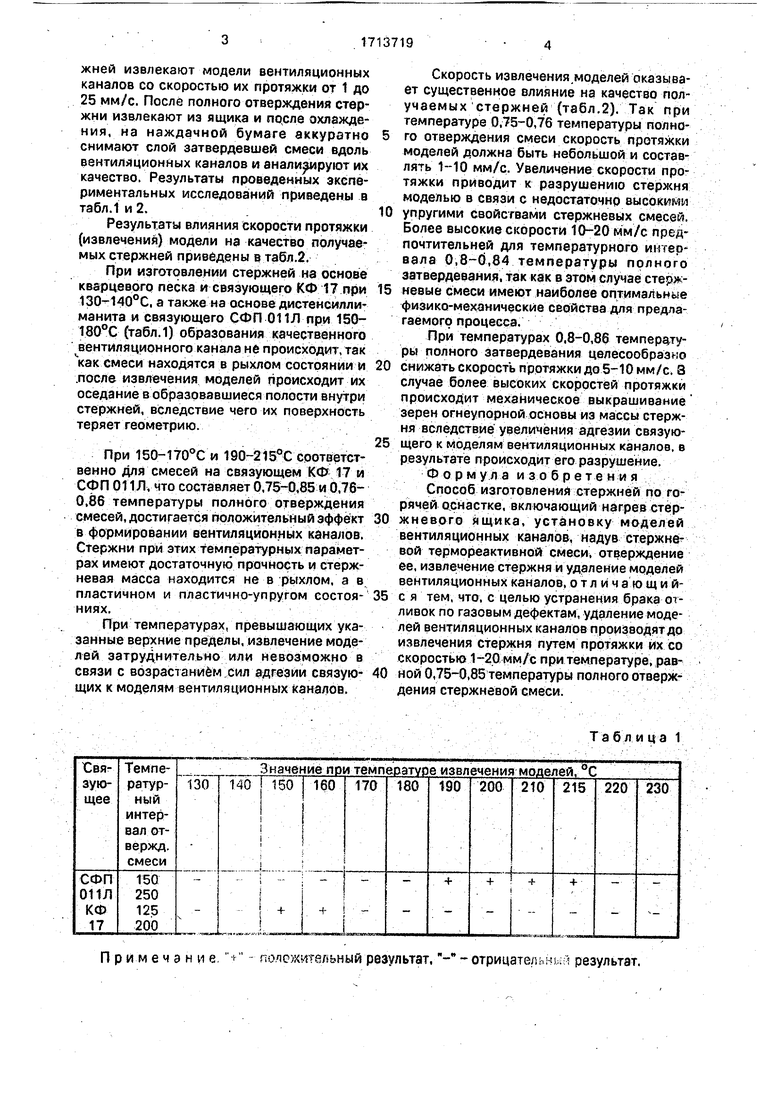
Модели вентиляционных каналов устанавливают в нагретые стержневые ящики и з:адувают их стержневыми смесями. Температуру смеси в стержневых ящиках контролируют с помощью термопары и регистрирующего прибора. При достижении смесью заданной температуры из стержней извлекают модели вентиляционных каналов со скоростью их протяжки от 1 до 25 мм/с. После полного отверждения стержни извлекают из ящика и по,сле охлаждения, на наждачной бумаге аккуратно снимают слой затвердевшей смеси вдоль вентиляционных каналов и анали руют их качество. Результаты проведенных экспериментальных исследований приведены в табл.1 и 2. Результаты влияния Скорости протяжки (извлечения) модели Н9 качество получаемых стержней приведены в табл.2. При изготовлении стержней на основе кварцевого песка и связующего КФ 17 при 130--140°С. а также на основе дистенсиллиманита и связующего СФП 011Л при 150180°С (табл.1) образования качественного вентиляционного канала не происходит, так VaK смеси находятся в рыхлом состоянии и .после извлечения моделей происходит их оседание в образовавшиеся полости внутри стержней, вследствие чего их поверхность теряет геометрию. При 150-170°С и 190-:215°С соответственно для смесей на связующем КФ 17 и СФП 011 Л, что составляет 0,75-0,85 и 0,76 0,86 температуры полного отверждения смесей, достигается г рложительный эффект в фррмировзнии вентиляционных каналов. Стержни при этих температурных параметрах имеют достаточную прочность и стержневая масса находится не в рыхлом, а в пластичном и пластично-упругом состояниях. При температурах, превышающих указанные пределы, извлечение моделей затруднительно или невозможно в связи с возражением сил адгезии связующих к моделям вентиляционных каналов.
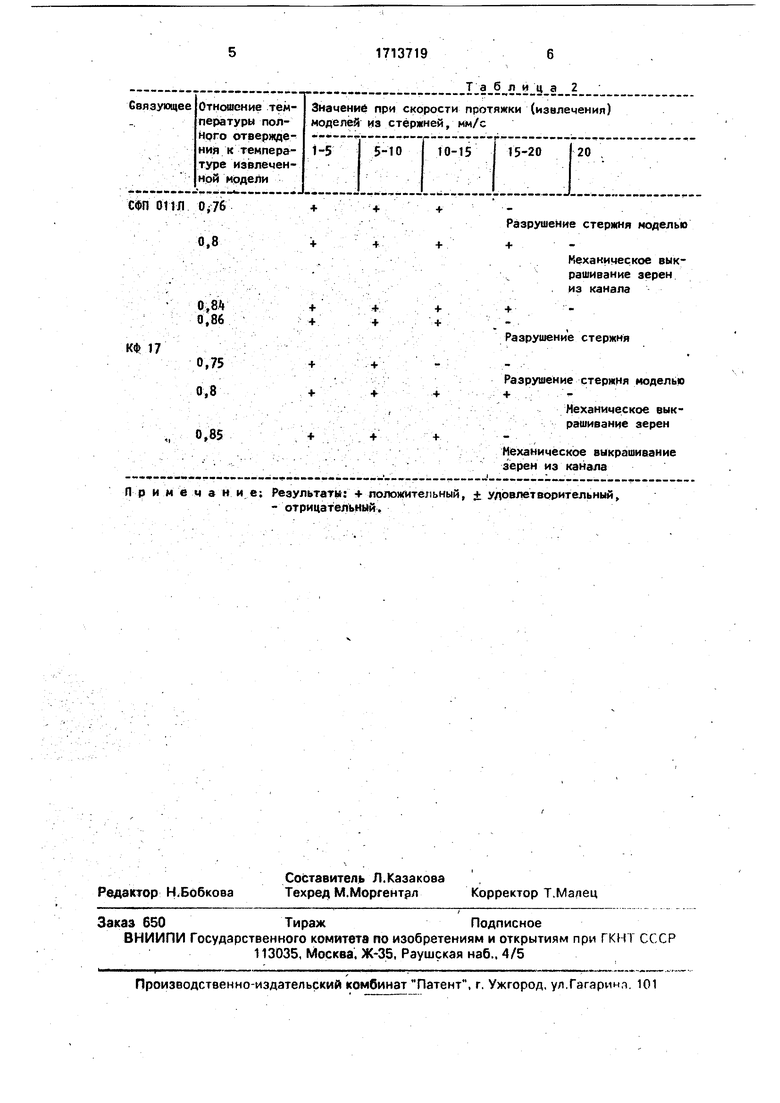
Та бли ца 1 Скорость извлечения моделей оказывает существенное влияние на качество получаемых стержней {табл.2). Так при температура 0,75-0,76 температуры полного отверждения смеси скорость протяжки моделей должна быть небольшой и составлять 1-10 мм/с. Увеличение скорости протяжки приводит к разрушению стержня моделью в связи с недостаточно высокими упругими свойствами стержневых смесей. Более высокие скорости мм/с предпочтительней для температурного интер вала 0,8-6,84 температуры полного затвердевания, так как в этом случае стержневые смеси имеют наиболее оптимальные физико-механические свойства для предлагаемого процесса. При температурах 0,8-0,86 темпер туры полного затвердевания целесообразно снижать скорость протяжки до 5-10 мм/с. 3 случае более высоких скоростей протяжки происходит механическое выкрашивание зерен огнеупорной основы из массы стержня вследствие увеличения адгезии связующего к моделям вентиляционных каналов, в результате происходит его разрушение. Формула изобретения Способ изготовления стержней по горячей оснастке, включающий нагрев стёржневрго ящика, установку моделей вентиляционных каналов, надув стержневой термореактивной смеси, отверждение ее, извлечение стержня и удаление моделей вентиляционных каналов, о т л и ч а ю щ и йс я тем, что, с целью устранения брака отливок по газовым дефектам, удаление моделей вентиляционных каналов производят до извлечения стержня путем протяжки их со скоростью 1-20 мм/с при темлературе, равной 0,75-0,85 температуры полного отверждения стержневой смеси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стержней по горячей оснастке | 1987 |
|
SU1502160A1 |
| Способ изготовления стержней из термореактивных смесей | 1976 |
|
SU764837A1 |
| Состав для изготовления газопроницаемой модельно-стержневой оснастки | 1982 |
|
SU1036433A1 |
| Стержневой ящик | 1974 |
|
SU529886A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАРБАМИДОФУРАНОВОГО СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ПО НАГРЕВАЕМОЙ ОСНАСТКЕ | 1993 |
|
RU2048951C1 |
| Стержневой ящик | 1982 |
|
SU1050807A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 2019 |
|
RU2707250C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| Смесь для изготовления литейных форм и стержней в нагреваемой оснастке | 1987 |
|
SU1405939A1 |
| Способ изготовления литейных форм | 1986 |
|
SU1359054A1 |
Примечание, положительный результат,- - отрицательны; результат.
СФП OilЛ 0,8 Л р и м е м 3 н и е; Результаты: положительный, - отрицательный.
Разрушение стержня моделью
+ Кеханицеское выкрашивание зерен , из канала + уловлетворительный,
