1
Изобретение относится к литейному производству, конкретно к стержневым ящикам для изготовления стержней из термореактивных смесей.
Известен стержневой ящик, заполняемый пескодувным способом, содержащий корпус, установленный на основании с вентиляционными каналами и выполненный из наружного и внутреннего слоев, и опустошитель 1..
; Особенностью известных констр тсций является то, что оформляющий конфигурацию и размеры стержня элемент стержневого ящика изготавливают из деформированЩз1Х или литых металлических заготовок, при этом на оформляющую поверхность, контактирующую со стержнем, наносят тонкий слой вещества, снижающего или устраняющего адгезийкую связь стержня с оснасткой.
В качестве такого вещества в промышленности широко применяют С1штетический
I термостойкий каучук в виде 3-4%-ного раствора в уайт-спирите, который наносят на
оформляющую поверхность стержневого ящика при помощи пульверизатора. Однако в процессе заполнения стержневого ящика смесью
и при извлечении сформировавшегося стержня из оснастки происходит постепенное снятие пленки синтетического термостойкого каучука. По этой причине срок службы стержневого ящика, выражающийся числом съемов стержней при однократном нанесении покрытия на оформляющую поверхность стержневого ящика, составляет примерно от 5 до 15, при этом момент нанесения повторного покрытия, определить весьма затруднительно. Восстановление антиадгезийного покрытия обычно производится вручную, требует остановки процесса производства, что снижает производительность труда и эффективность использования оборудования.
Целью изобретения является увеличение срока службы стержневого ящика.
Это достигается тем, что в предлагаемом устройстве внутренний слой выполнен из пористого материала, пропитанного противоадгезийным веществом.
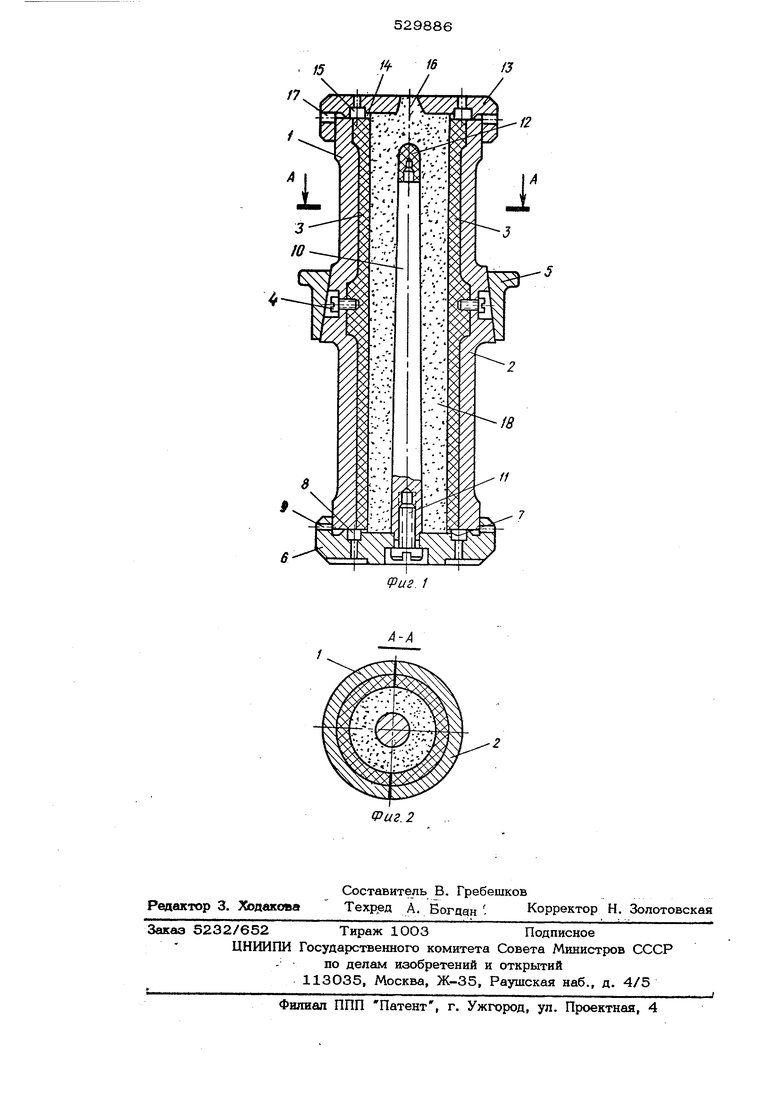
На фиг. 1 изображен предлагаемый стержневой ящик в сборе, после заполнения стержневой смесью в разрезе; на фиг. 2 - сечение по А-А на фиг. 1.
Стержневой ящик для изготовления литейных стержней иа термореактивных смесей включает в себя корпус, выпопиешшй из двух половин 1 и 2 и внутреннего 3 слоя, скрепленных винтами 4, при этом внутрен- ц НИИ слой вьшолнен из пористого металлического материала, пропнтаваого веществом, уменьшающим адгезийную связь стержня с оснасткой.
В качестве пористого металлического ма ш териала может быть исиользаван металлокерамический сплав, а в качестве пропит вающего вещества - жидкий 3 5О%-ный раствор термостойкого синтетического каучука в yaffir-, спирите.18
Для надежного скрепления 1к ловин стержневого ящика служит обжим юе коническое кольцо 5. В ниишей части сте|р1жкевой яшйк имеет основание 6 с вентияжшсшными icaiiaлами 7, коллектором 8 и отве|эстйями 8 дня ЭД облегчения разборки стержневого ящика. CteEyeтошитель Ю, оформляющий сюяость стерлшя, установлен на основании в йри шмощи вията 11. Опустошитель Ю в верхней части снабжен, наконечником 12 из пористого ма-24 териала, пропитанного веществом, уменьшающим адгезию и воспринймаювц м поток смеси при заполнении стержневого ящика.
Сверху на стержневом ящике установлена крышка 13 с вентиляционными каналами 14,39 коллектором 15 и центральным задувным соплом 16. Кроме того, крьшоса 13 имеет отверстия 17 для облегче Ешя разборки ящика.
Предлагаемое устройство работает следующим образом.
После апоянения полости нагретого стержневого ящика термореактивнрй, смесью через задувное сопло JL3-H отверждения стержня 18 крьщ1ку,.13 снимают, используя отверстия 17 Затем снимают основание 6 вместе с опустощителем Ю и обжимное коническое кольцо 5Г После разборки корпуса стержневого я1Ш{ка стержень 18 извлекаете. ,
Сборка стержневого ящика производите, а обратном порядке и ящик готов для повторного цикла операций изготовления стержней.
Формула изобретении
Стержневой ящик для изготовления литейных стержней на термореактивных смесей, вК| кочаюший корпус, уст новленный на основвтщ с вентиляционными каналами и выпол ненныд из наружного и внутреннего слоев, и опустошитель, отличающийся тем, что, с целью увеличения срока службы стержневого ящика, внутренний слой выполнен из пористого материала, пропитанного противоадгезийным веществом. Источники информации, принятые во внимание при экспертизе:
1. Чернов Ю. И. и Киаилов А. И. Справочник по литейной оснастке. Машгиз.1961, с. 339.
/f 16
12
1риг. 1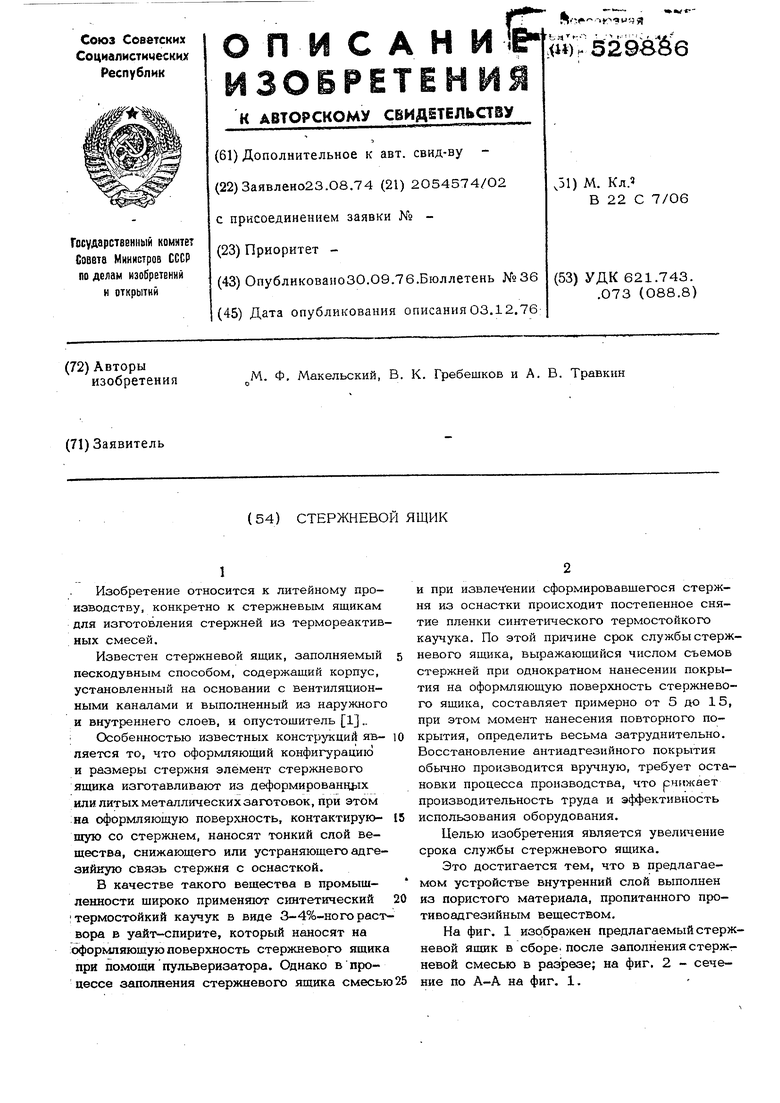
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержневой ящик | 1974 |
|
SU473559A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Способ изготовления разовых стержней для литья под давлением | 1983 |
|
SU1220840A1 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Стержневой ящик | 1982 |
|
SU1050807A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Способ изготовления стержней по горячей оснастке | 1990 |
|
SU1713719A1 |
| Стержневой ящик | 1979 |
|
SU831345A1 |
| Установка для изготовления литейных стержней | 1975 |
|
SU561607A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ И ФОРМ В НАГРЕВАЕМОЙ ОСНАСТКЕ | 1991 |
|
RU2024345C1 |