Изобретение относится к станкостроению, а более конкретно к способам центрирования деталей в устройствах для поддержки длинномерных деталей при обработке на станках,
Цель изобретения - повышение точности центрирования путем исключения вли$гния допуска на диаметр детали.
На фиг.1 показана конструкция люнета, в котором реализован предложенный способ; на фиг.2 - схема расположения элементов люнета, иллюстрирующая условие самоцентрирования.
Люнет содержит корпус 1, подвижный элемент 2с установленными на нем двумя роликами 3, образующими роликовую призму. С подвижным элементом 2 кинетически связан посредством равноплечего рычага 4 другой подвижный элемент 5, на котором установлен третий ролик 6. Исполнительные размеры устройства могут бить любыми, но непременным условием для самоцентрирования должно быть равенство диаметров всех трех роликов, равенство расстояний от траекторий центров роЛ:Иков до оси центров станка (размер А) и передаточное число кинематической связи (в данном случае - рычага 4). равное единице.
Обрабатываемую деталь 7 помещают между роликами, затем, поворачивая рычаг 4 по часовой ст:релке и перемещая в своих направляющих подвижные элементы 2 и 5, производят цензурирование детали. Необходимое усилще удержания детали обеспечивается постоянным приложением крутящего момента Мкр (например, посредством пружины). При этом обеспечена точность центрирования без дополнительной поднастройки положения роликов для детали любого диаметра (в пределах диапазона, определяемого конструктивными размерами устройства).
На схеме (.2i) приведено доказательство обеспечения самоцентрирования в предложенном способе. Ролики одинакового диаметра, т.е. biKi 02К2 рз1Сз. Роликовая призма объединяет два ролика с центрами Oi и 02 и возможность перемещения в направлении ММ (или NN). Третий ролик с центром Оз имеет возможность перемещения в направлении FP. Траектории движения центров всех роликов равноудалены от оси вращения (на схеме от центра О), т.е. .
Если в начальный момент (допустим, при отладке люнета) все ролики касаются какой-либо окружности с центром в точке О, то
OKl OK2 OK3 Rl3aroT
Допустим, необходимо центрировать заготовку другого размера с радиусом Ягзагот. При этом, призма с двумя роликами переместится вдоль направления ММ (или NN) до тех пор. Пока ее ролики не Коснутешповерхности заготовки (в точках Ki и Кг), при этом:
Kl0 K20-R23aroTy
Величины перемещения центров роликов в направлении движения призмы будут одинаковыми: OiOi. 0205;.
По формуле изобретения подвижные элементы (роликовая призма и подвижный элемент, несущий третий ролик) кинематически связаны между собой так, что их поступательные перемещения одинаковы, т.е. OiOi« 0202 ОзОз.
Рассматривая треугольники OMOi, ON02 и ОРОз и принимая во внимание, что все ролики имеют одинаковый диаметр, легко сделать вывод, что OKi ОК2 ОКз Я2загот, т.е. условия центрирования заготовки выполняются для любого диаметра заготовки, следовательно имеется самоцентрирующая схема люнета.
Формула изобретения
Способ центрирования деталей в люнете станка, при котором деталь устанавливают центрируемой поверхностью на два ролика и подводят к ней третий, о т л и ч а ющ и и с я тем, что, с целью повышения точности центрирования путем исключения влияния допуска на диаметр детали, осуществляют перемещение двух упомянутых роликов синхронно с третьим из условия обеспечения перемещения их центров по траекториям, равноотстоящим от оси центров станка.
м
Фиг,1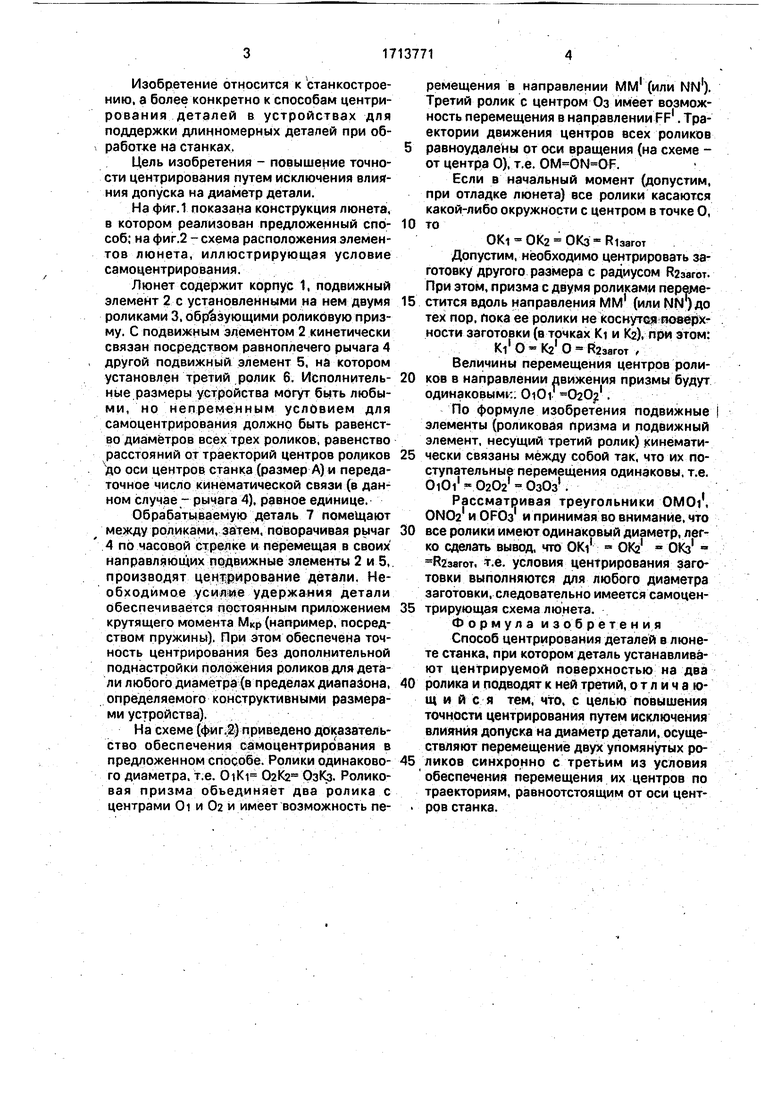
| название | год | авторы | номер документа |
|---|---|---|---|
| Люнет | 1984 |
|
SU1219310A1 |
| Способ обтачивания наружной поверхности прецизионной длинномерной трубы | 2019 |
|
RU2722940C1 |
| ЛЮНЕТ | 2004 |
|
RU2259269C1 |
| Способ обработки длинномерных деталей со ступенчатым осевым отверстием | 1990 |
|
SU1750848A1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛЮНЕТ | 2004 |
|
RU2268816C2 |
| Гидролюнет | 1986 |
|
SU1337228A1 |
| Отрезной станок для обработки вращающегося изделия | 1989 |
|
SU1763109A1 |
| Люнет для металлорежущих станков | 1978 |
|
SU733958A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |
| ЛЮНЕТ | 2000 |
|
RU2179916C2 |
Изобретение относится к станкостроению, а более конкретно к способам центри- рования деталей в устройствах для поддержки длинномерных деталей при обработке на станках. Целью изобретения является повышение точности центрирования путем исключения влияния допуска на диаметр деталей. Способ предусматривает установку деталей на роликовую призму, составленную из двух роликов 3, закрепленных на подвижном элементе 2, и прижатие детали роликом 6, установленным на другом подвижном элементе 5, причем подвижный элемент 5 перемещают под углом к направлению перемещения элемента 2. Условием caмoцeнтpиpoвaнияv независимого от допуска на диаметр детали, является.равенство диаметров роликов 3 и 6, синхронное перемещение элементов 2 и 5, а также перемещение центров роликов по траекториям, равноотстоящим на величину А от оси центров станка. 2 ил.^я** '•1^ •ЁN4СА) V4 4J
| Радченко В.М | |||
| и др | |||
| Станочные приспособления в машиностроении, - М-С.: Маш- гиз | |||
| Приспособление для автоматического перевода трамвайных стрелок | 1924 |
|
SU952A1 |
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
