Изобретение относится к области ультразвукового неразрушающего юзнтроля и может быть использовано для контроля труб.
Целью изобретения является повышение производительности контроля за счет возможности оперативной переналадки устройства для контроля труб разных диаметров.
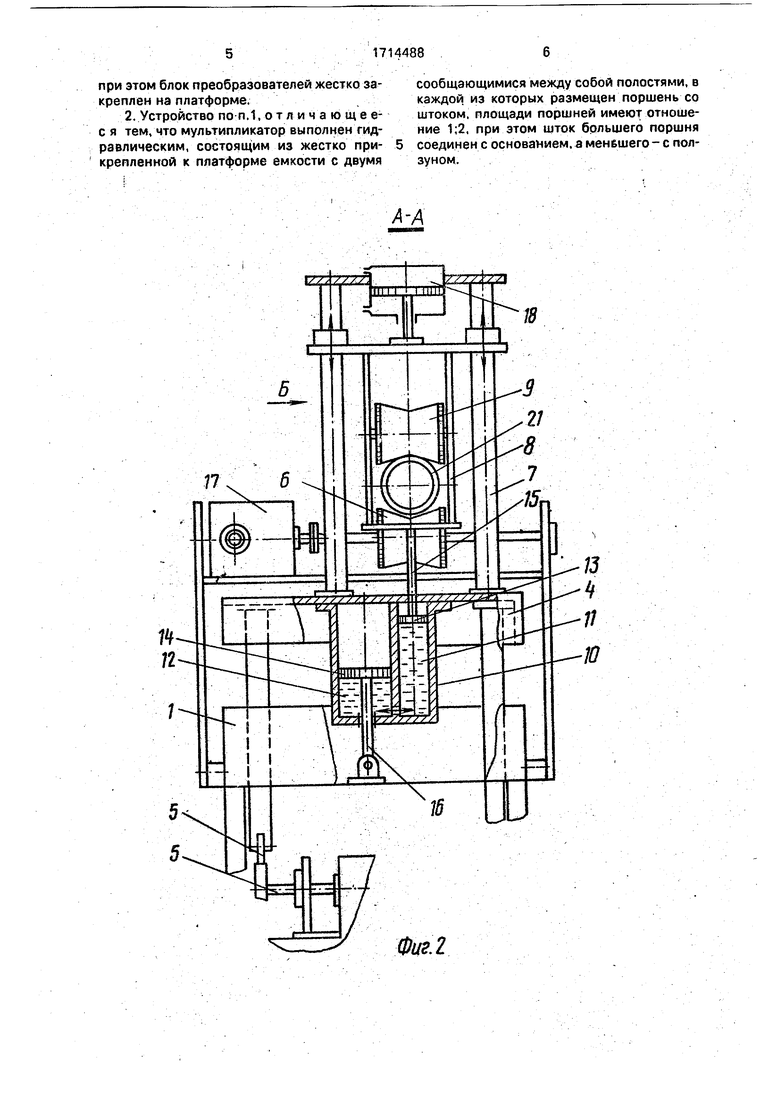
На фиг. 1 показано устройство для ультразвукового контроля труб; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2.
стройство для ультразвукового контроля труб содержит основание 1, закрепг ленный на нем блок 2 ультразвуковых преобразователей с центрирующими роликами 3, механизм перемещения контролируемых труб в процессе контроля, механизм настройки устройства на разные диаметры контролируемых труб, подъемную платформу 4, закрепленную на основании 1 с возможностью перемещения, механизм 5 подъёма платформы 4, механизм настройки выполнен в виде закрепленных на основании 1 ведущих роликов 6, жестко закрепленных на платформе 4 стоек 7, размещенных на стойках 7 ползунов 8 с прикрепленными к ним прижимными роликами 9, мультипликатора для перемещения прижимных роликов 9 oтнpcиteльнo основания 1 на двойную величину хода платформы 4, выполненного в виде жестко прикрепленной к основанию 1 емкости 10 с двумя сообщающимися между собой пояостями 11 и 12, в-каждой из которых размещено по поршню 13 и 14 со штоками 15 и 16, площади поршней 13 и 14 имеют отношение 1:2, шток 16 большего поршня 14 соединен с основанием 1, шток 15 меньшего поршня 13 соединен с ползуном 8, при этом блох 2 ультразвуковых преобразователей закреплен на подъемной платформе 4.
Кроме того, устройство для ультразвукового контроля труб содержит привод 17, воздействующий на ведущие ролики 6, пневмоусилитель 18, подающий рольганг 19 и отводящий рольганг 20.
Устройство работает следующим образом.
Контролируемая труба 21 по подающему рольгангу 19 подается на ведущие ролики 6, где происходит выравнивание ее положения между роликами 6 и прижимными роликами 9 с последующими перемещениями посредством ведущих роликов 6 и привода 17 к центрирующим роликам 3, закрепленным из блоке 2. Под воздействием пневмоусилителя 18 прижимные ролики 9 прижимают трубу 21 к ведущим роликам 6,
что гарантирует ее равномерное перемещение. Пройдя блок 2, труба 21 удаляется по отводящему рольгангу 20 для последующей сортировки в соответствии с результатами
контроля. Размещенные в блоке 2 ультразвуковые преобразователи, ведущие ролики 6 и рольганги 19 и 20 расположены таким образом, что при перемещении контролируемой трубы 21 ее ось проходит точно через
центр блока 2.
При изменении диаметра онтролируемой трубы 21, например, на больший увеличивается расстояние между центри рующими роликами 3 И изменяется положение ультразвуковых преобразователей в блоке 2.,
Чтобы положение оси трубы 21 большего диаметра сохранялось на уровне центра блока 2 и при этом не возникало перепада
по ,высоте при переходе трубы 21 с рольганга 19 на устройство, с помощью механизма. 5 поднимают платформу 4 с блоком 2 на высоту изменения радиуса трубы 21. Одновременно с платформой 4 поднимается и
емкость 10 мультипликатора. При этом большой поршень 14, связанный штоком 16 с основанием 1 .вытесняет находящуюся в полости 12 жидкость в полость 11, которая воздействует на поршень 13. площадь которого в два раза меньше площади поршня 14, что приводит к двойному перемещению штока 15 против хода поршня 14 относительно емкости 10, Таким образом, ползун 8 перемещается по стойкам 7 на двойную величину хода платформы 4, что обеспечивает постоянное центрирование оси блока 2 ультразвуковых преобразователей с осью контролируемого изделия.
Формула изобрera ния
I. Устройство для ультразвукового контроля труб, содержащее основание, закрепленный на нем блок ультразвуковых преобразователей с центрирующими роликами, механизм т еремещения контролирует мых труб в процессе контроля и механизм настройки на разное диаметры труб, о т л и чающееся тем, что, с целью повышения производительности контроля, оно снабжено подъемной платформой, закрепленной на основании с возможностью перемеще 1ля. и механизмом подъема платформы, механизм настройки выполнен в виде закрепленных на основании ведуцих роли
ков, жестко закрепленных на платформе стоек, размещенн| 1х на стойках ползунов с прикрепленными к ним прижимными роликами, и мультипликатора для перемещения прижимных роликов относительно основания на двойную величину хода платформы.
при этом блок преобразователей жестко закреплен на платформе.
2. Устройство ПО-П.1, от л и чающеес я тем, что мультипликатор выполнен гидравлическим, состоящим из жестко прикрепленной к платформе емкости с двумя
сообщающимися между собой полостями, в каждой, из которых размещен поршень со штоком, площади поршней имеют отношение 1;2, при этом шток большего поршня соединен с основанием.а меньшего- с ползуном.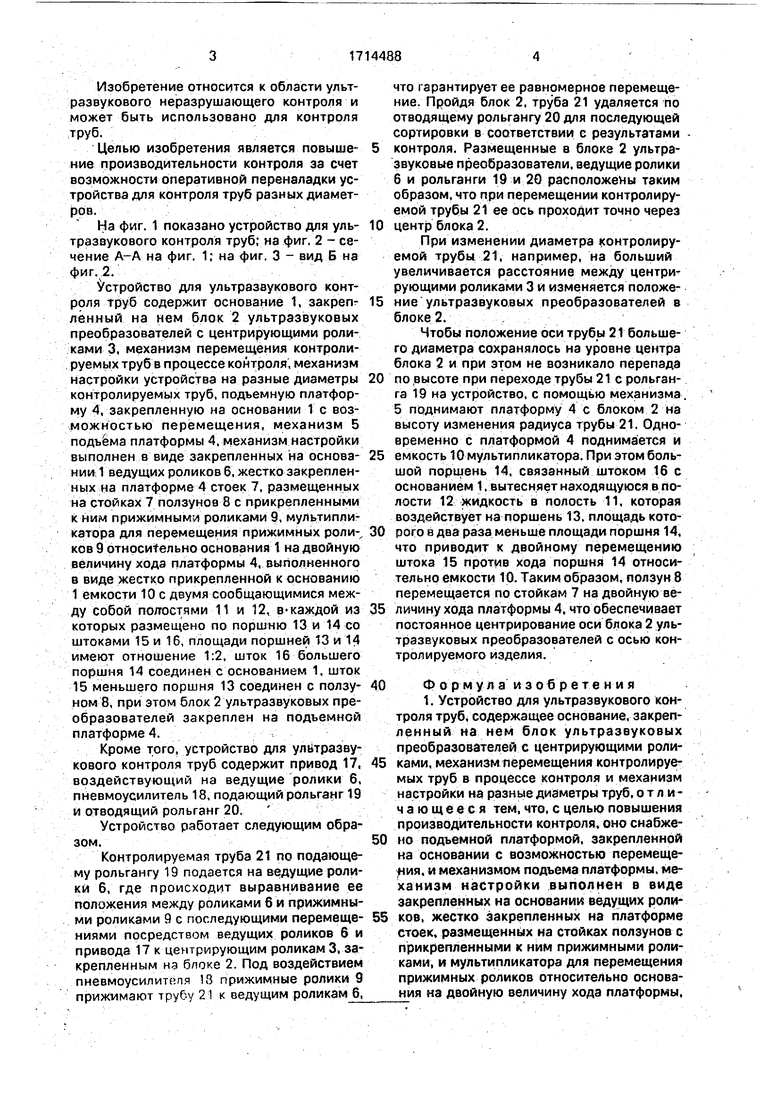
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ИЗМЕРИТЕЛЬНАЯ УЛЬТРАЗВУКОВАЯ И МЕХАНОАКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕЕ | 2007 |
|
RU2351926C2 |
| Устройство для контроля качества продольных сварных швов зубчатых колес | 2020 |
|
RU2751149C1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВОГО ПРОКАТА | 2005 |
|
RU2298180C2 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ | 1991 |
|
RU2008666C1 |
| Установка для ультразвукового контроля сварных швов изделий сложной формы | 1985 |
|
SU1272222A1 |
| Установка для ультразвуковой дефектоскопии круглого проката или труб в процессе их производства | 1990 |
|
SU1728788A1 |
| Поточная линия для обработки труб | 1980 |
|
SU931386A1 |
| Станок для зачистки торцов труб | 1988 |
|
SU1563790A1 |
Изобретение касается ультразвукового неразрушающего контроля и; может ?!ыть использ^оваио для контроля труб. (•Селыо : изобретения является повышение произвр- дительн1Ьсти контроля за счет возможности оперативной переналадки устройства дляконтроля труб разных Диаметров. При под* ходе контролируемой трубы 21 по подающим рольгангам 19 к ведущим роликам 6 и прижимным роликам 9 она раздвигает их на расстоя11ме своего наружного диаметра. Прижимные {юликй 9 при этом перемещаг кхгся одноврвмеимо с поршнями относи^ тельно вмкЬстм, жестко соединённой с Платформой 4 и перемёщам«<^ с помощью механизма подъема платформы. За счёт того, что один из пор^цнёй по площадая в два раза больше площади другого поршня, п^е- ремещенйе прй1ка«мнь>&х роликов 9 происходит на двойное расстояние хода платформы 4. Таким образом, при пёремещен»т плат- Формы 4 на величину изменения радиуса трубы 21 прижимные РО/1ИКИ 9 перемещаются на величину Изменения диаметра трубы^ чем достигается оперативность переналадки устройства. 1з.п.ф-лы, Зил.S-^:СОс21^ -1В^'5 SФи&1*<VI^^•^00>&
Buds
