(З) ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ТРУБ | 1973 |
|
SU407719A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для обработки труб | 1980 |
|
SU884888A1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Установка для термообработки изделий | 1989 |
|
SU1694661A1 |
| Поточная линия изготовления узлов трубопроводов | 1982 |
|
SU1057248A1 |
| Устройство для поперечной передачи труб | 1980 |
|
SU871862A1 |
| Устройство для обработки труб | 1981 |
|
SU1011342A1 |

1
Изобретение относится к машиностроению и может быть использовано при обработке резанием цилиндрических заготовок, в частности при обработке .высокопрочных труб на поточных линиях.
Известна поточная линия для обработки труб, содержащая трубообрабатывающие станки с самоцентрирующими зажимами, расположенными в шахматном порядке по обе стороны линии, устройство для поперечной подачи труб и рольганги для продольной подачи труб tn.
Существенным недостатком такой линии является низкая точность обработки труб по длине, так как перед поступлением на первую рабочую позицию труба после ориентации в осевом направлении переносится через две промежуточные позиции без закрепления (происходит тройная передача) а при переходе на вторую рабочую позицию
также происходит передача после второй ориентации.
Трубы ориентируют относительно жестких упоров передними (по ходу) кромками, в результате чего на окончательный длинновой размер влияет величина отклонения длины исходной заготовки, что еще.более снижает точность обработки труб по длине.
Цель изобретения - повышение точности обработки труб по длине.
Указанная цель достигается тем, что линия снабжена установленными против каждого станка с возможностью перемещения к самоцентрирующим зажимам станков толкателями с фрикционными муфтами, упорами под толкатели, прижимными роликами и привЬдными роликами с фрикционными муфтами сблокированными с самоцентрирующимися зажимами станков, причем толкатели и приводные ролики кинематически связаны с их приводами через упомянутые фрикционные муфты, соответственно предназначенные для срабатывания при взаимодействии толкателей с упорами и при поджатии перемещаемой приводными роликами обрабатываемой трубы к толкателям.. Кроме того, линия снабжена платфор мой, на которой установлены упоры, толкатели прижимные.и приводные ролики, расположенной на винтовых домкратах, причем корпуса, прижимных роликов
и упоры под толкатели установлены на платформе с возможностью их установочного, перемещения. .
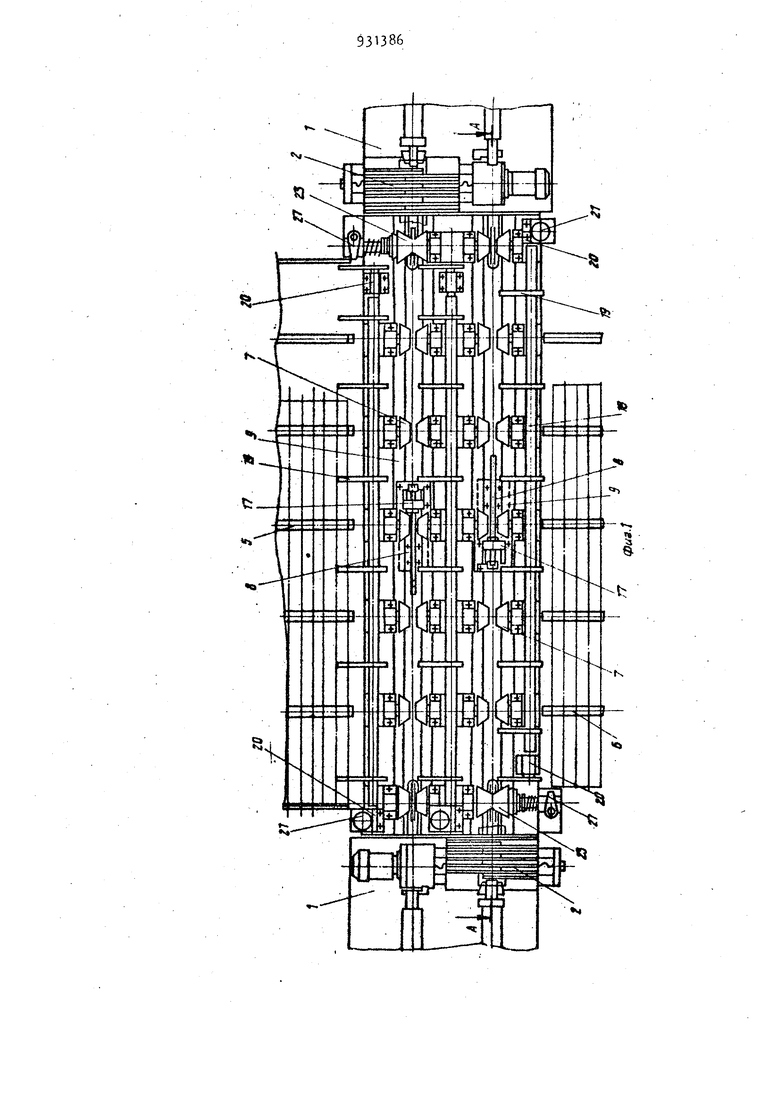
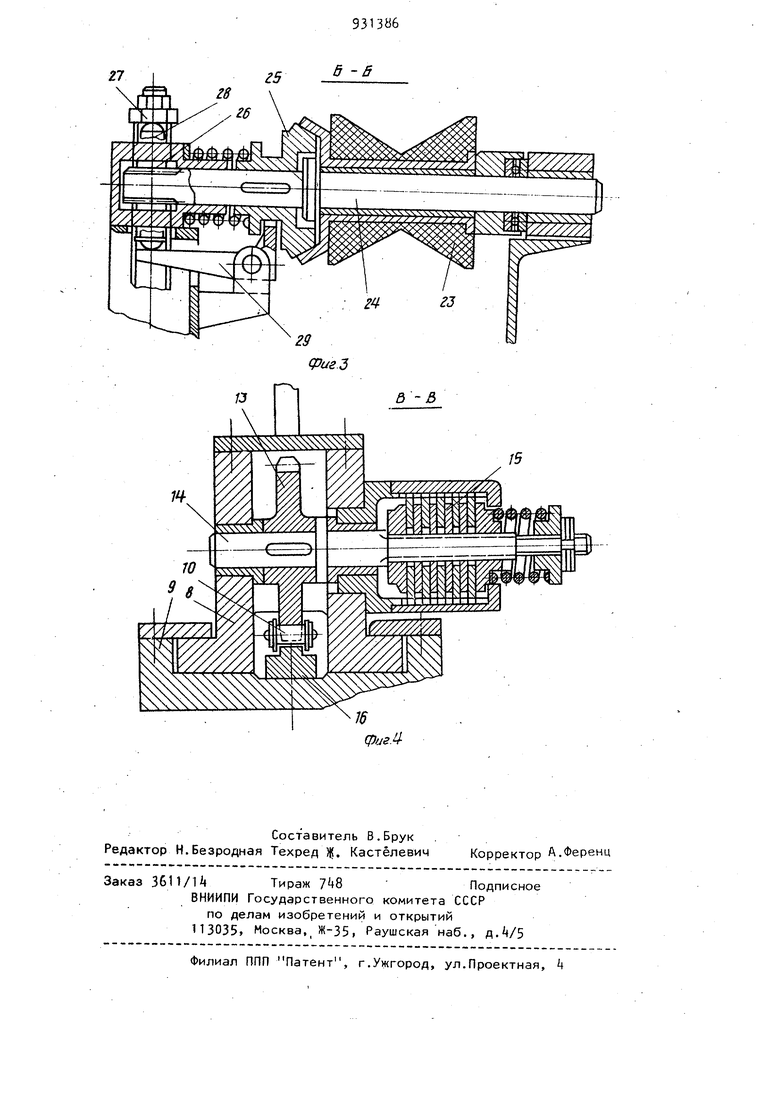
На фиг.1 показана поточная линия для обработки труб, общий вид; на фиг,2 - разрез А-А на фиг.1; на фиг.3 разрез Б-Б на фиг.2; на фиг. - раз jpe3 В-В на фиг.2.
Поточная линия содержит агрегатные станки 1 с самоцентрирующимися зажимными устройствами.2. Станки 1 установлены по обе стороны линии. На винтовых домкратах 3 установлена платформа Л, имеющая возможность перемещения В вертикальной плоскости. Загрузочное устройство линии имеет магазин-накопитель 5. На выходе линии установлено приемное устройство 6. Платформа 4 является центральной частью линии и включает устройство осевой подачи труб, которое состоит из сдвоенных рольгангов с коническими роликами 7 двух толкателей 8, перемещаемых навстречу друг другу (каждый в своих напра вляющих 9) Перемещение толкателей осуществля ется посредством цепных передач 10 о общего привода, включающего электродвигатель 11 и раздаточную коробку 12 Приводные цепи связаны с толкателями посредством звездочек 13, установлен ных на валах Т с многодисковыми фри ционами 15-. Верхние (рабочие) ветви цепных передач перемещаются по направляющим 16. Для настройки толкателей 8 на необходимый размер обработки труб по длине служат упоры 17, - которые перемещают и закрепляют на направляющих 9 при переналадке. Для передачи труб с одной позиции на дру гую в поперечном направлении служат валы-перегружатели 18, на которых . установлены рычаги 19- Перегрузка труб производится за счет поворота валов на 90 в подшипниковых опорах 20. Поворот осуществляется под действием гидроцилиндров 21 посредством реечных передач.Механизмы позиционир вания (они же производят выталкивание
фрикционы выжаты и ролики свободно могут поворачиваться на осях. Ролики прижимные 22 смонтированы в корпусах 30, которые перемещаются в вертикальных направляющих под действием передач винт-гайка 31 принастройке на определенный диаметр труб. Прижим роликов сэсуществляется за счет регулируемых пружин 32.
Поточная линия работает следующим образом.
Из накопителя 5 загрузочного устройства труба захватывается рычагами ,19 первого перегружателя 18 и после труб из зажимных устройств после обработки) включают ролики прижимные 22 и приводные 23. Ролики приводные свободно установлены на валах 2k и сцепляются с ними посредством конических фрикционов 25. Валы приводятся во вращение посредством реечных передач 26 от гидроцилиндров. В нижнем положении штоков под действием упоров 27, толкателей 28 и рычагов 29 поворота вала перекатывается под собственным весом на первый ручей рольганга. При включении привода первый толкатель 8 перемещает трубу и зажимное устройство первого станка, второй толкатель движется вхолостую до упора. Фрикционы 25 приводных роликов 23 выключены, и труба свободно проходит в раскрытое зажимное устройство. Достигнув жестких упоров 17, толкатели останавливаются, а привод продолжает работать, создавая натяже-. ние на рабочих ветвях приводных цепей, при этом фрикционы 15 пробуксовывают. После остановки толкателя труба на некоторую величину отрывается от него в результате перебега по инерции. После ввода трубы в зажимное устройство начинают перемещаться штоки ци- линдров механизмов позиционирования, фрикционные муфты 25 включаются и труба зажатая между приводным и прижимным роликами возвращается назад до упора в толкатель и занимает строго определенное положение по отноше- , нию к станку, при .этом фрикционная муфта 15 пробуксовывает. После достижения штоков цилиндров крайних положений происходит зажим трубы, включается станок и начинается обработка трубы. Одновременно происходит реверсирование штоков тидроцилиндров и привода толкателей возврат их в исходное положение. После окончания обработки, зажимные устройства раскрываются и происходит выталкивание трубы под действием вращения ролика 23. Затем труба вторым перегружателем 18 переносится на второй ручей рольганга, а первый перегружатель подает из накопителя очередную трубу. Цикл повторяется, при этом первая труба подается ко второму станку и происходит обработка ее другого конца. По окончании цикла обработки труба передается в приемное устройство 6 третьим перегружателем.. Далее циклы повторяются. Преимуществом предлагаемой линии по сравнению с известной является высокая точность обработки труб по длине. Это достигается за счет того, что осевое ориентирование труб производится по Задним (по ходу) кромкам, и зажим труб перед обработкой производится сразу же после позиционирования без дополнительных перемещений. Преимуществом предлагаемой линии является также простая и быстрая ее переналадка на обработку других длин и диаметров, для чего необходимо изменить уровень платформы при помощи винтовых домкратов, изменить высоту подъема прижимных роликов и переместить по направляющим упоры. Формула изобретения . 1. Поточная линия для обработки труб содержащая трубообрабатывающие станки с самоцентрирующими зажимами, расположенными в шахматном порядке 9 66 по обе стороны линии, устройство для поперечной подачи труб и рольганги для продольной подачи труб, отличающаяся тем, .что, с целью повышения точности обработки труб по . длине, она снабжена установленными против каждого станка с возможностью перемещения к самоцентрирующим зажимам станков толкателями с фрикционными муфтами, упорами под толкатели, прижимными роликами и приводными роликами с фрикционными муфтами, сблокированными с самоцентрирующими зажимами станков, причем толкатели и приводные ролики кинематически связаны с их приводами через упомянутые фрикционные муфты, соответственно предназначенные для срабатывания при взаимодействии толкателей с и при поджатии перемещаемой приводными роликами обрабатываемой трубы к толкателям. 2. Линия по П.1, о т л и ч а ю щ а я с я тем, что, с целью обеспечения возможности переналадки линии на обработку труб различных по диаметру и длине, она снабжена платформой, на которой установлены упоры, толкатели, прижимные и приводные ролики, расположенной на винтовых домкратах, причем корпуса прижимных роликов и упоры под толкатели установлены на платформе с возможностью их установочного перемещения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 07719, кл. В 23 Q 39/00, 1972.
м
б 13
п
5 &
15 S
