Изобретение относится к области диагностики технологического оборудования и может быть использовано при управлений процессом размол-рассев для контроля состояния рассевных агрегатов, используемых для классификации измельченной прокаленной углеграфитовой шихты после дробления или среднего помола в электродном производстве.
В электродном производстве прокален- ная углеграфитовая шихта после размольных агрегатов (дробилок, мельниц) подается элеваторами на рассевное оборудование (сита, грохоты). После рассева каждая из
отсеянных узких сортовых фракций угле- графитового материала по соответствующему технологическому трубопроводу под действием силы собственного веса движется в соответствующий сортовой бункер.
Основным технологическим требованием к процессам размола-рассева является стабильность гранулометрического состава сортовых фракций. В настоящее время на отечественных электродных заводах для контроля гранулометрического состава сортовых фракций на технологической линии размола-рассева применяются датчики ДТЛ-2, ДТЛ-5, которые обеспечивают несл
ь.
ы с
прерывный автоматический контроль среднего размера частиц контролируемого материала с требуемой точность. Информация, полученная при помощи этих датчиков, используется для управления процессами мелкого и среднего дробления и среднего помола углеграфитовой шихты.
Так для автоматического управления средним помолом углеграфитовой шихты с целью стабилизации сортовых фракций среднего помола используется система САРГ-2, получающая информацию о среднем размере частиц узких (на выходе грохота) фракций от датчиков ДТЛ-2. При достижении выходным сигналом датчика заданных граничных значений система вырабатывает соответствующее управляющее воздействие, которое уменьшает или увеличивает производительность питателя на входе размольного агрегата, в зависимости от которой изменяется средний размер частиц материала на выходе размольного агрегата, асоответственно, и на выходе грохота.
Однако в процессе работы сита грохотов постепенно забиваются, в результате чего средний размер частиц контролируемой фракции углеграфитового материала постепенно уменьшается и в конце концов по этой -причине (а не из-за изменения физических свойств или размеров материала на входе размольного агрегата) выходной сигнал датчика может достичь граничного значения . Система в этом случае вырабатывает управляющее воздействие, направленное на увеличение производительности питателя на входе размольного агрегата, но вызванное этим увеличение загрузки размольного агрегата не будет способствовать увеличению среднего размера «ястиц материала на выходе рассевного оборудования, так как уменьшение среднего размера частиц материала произошло не по причине изменения физических свойств или размеров материала на входе размольного агрегата, на которое можно повлиять увеличением или уменьшением количества материала в размольном агрегате, а по причине забивки отверстий сит грохота.
Так как средний размер частиц материала контролируемой фракции на выходе грохота в результате выполнения системой управляющего воздействия не увеличивается, система опять вырабатывает управляющее воздействие, направленное на увеличение производительности питателя на входе размольного агрегата и т.д., что в конце концов приведет к аварийному состоянию - перегрузке размольного агрегата.
Так как рассевное оборудование очень распространено в производстве (металлур
гическая, угольная, горнодобывающая и другие отрасли), то из вышеизложенного ясно, что диагностика состояния рассевных агрегатов - актуальная проблема.
Кроме того, задачу автоматизации контроля состояния рассевных агрегатов делают очень важной и ответственной значительное влияние этих агрегатов на производительность производства и тяжелые условия труда для обслуживающего персонала (шум, запыленность, вибрация). Известен способ непрерывного автоматического контроля грохота, по которому непрерывно измеряют степень сжатия
пружины каждого из двух последовательно соединенных грохотов, измеренные величины вычитают одну из другой и по знаку получившейся разности судят о состоянии сит верхнего грохота, Технологическая реализация этого способа имеет сложную структуру, и его применение не всегда является рациональным, особенно при внедрении небольших локальных систем. Кроме того, данный способ применим только лишь для
контроля состояния сит грохота, работающего последовательно с другим грохотом, а именно, того грохота, с которого материал поступает на последующий грохот (верхнего
грохота).
Известен также способ непрерывного автоматического контроля грохота, по которому непрерывно контролируют плотность магнитного потока, являющуюся косвенной
характеристикой степени загрузки грохотов. Для контроля прорыва или.залипания сит одного (верхнего) грохота контролируют состояние загрузки двух последовательно соединенных грохотов/так как диагностика
возможна только по анализу состояний (комбинации состояний недогруза и перегруза) двух грохотов. Если же процесс рассева реализуется с использованием одного грохота, то согласно описанию известного
технического решения по изменению контролируемого параметра (плотности магнитного потока) определяют только состояние перегруза или недогруза грохота. В результате на табло диспетчера поступает сигнал
перегруз грохота (и зажигается сигнальная лампочка). Однако данное состояние сит (перегруз, например) возможно как из- за изменения грансостава в сторону увеличения среднего размера частиц, так и из-за
забивки сит. Причиной может быть и случайное увеличение расхода материала, подаваемого на грохот. Т.е. такой контроль является неоднозначным и требует дополнительных действий оператора для выявления истиной причины. Кроме этого, на точность контроля отрицательно влияет и
тот факт, что контролируют косвенный параметр - загрузку грохота в состав которой входят и массы подвижных частей грохотов (рамы, сита, виброрычаги ...).
Цель изобретения - повышение точности контроля.
Поставленная цель достигается тем, что непрерывно измеряют средний размер частиц материала на выходе рассевного агрегата (контролируемый параметр) и сравнивают его с граничным значением (заданный параметр). Определяют абсолютное значение производной измеренной величи ны, усредняют его за интервал времени, равный времени переходного процесса технологической линии размол-рассев, задают величину производной размера частиц, сравнивают усредненное значение с заданным значением производной, и если измеренная величина среднего размера частиц материала достигла заданного граничного значения, а усредненная величина абсолютного значения производной не превышает заданного значения производной размера частиц, определяют факт залипания сит.
Предлагаемый способ отличается от прототипа наличием операций измерения среднего размера частиц на выходе рассевного агрегата, определения производной и сравнения измеренной величины и ее производной с заданными значениями.
Диагностирование состояния оборудования по состоянию отдельных параметров технологического процесса в общем известно. Однако, при диагностировании состояния рассевного агрегата использование такого параметра, как средний размер частиц на его выходе, неизвестно.
Измерение среднего размера частиц после рассевного агрегата, определение его производной и дальнейшие логические операции в совокупности позволяют различать причины снижения среднего размера частиц на выходе и тем самым диагностировать состояние рассевного агрегата. Медленное монотонное изменение уменьшения величины среднего размера частиц на выходе рассевного агрегата, характеризуемое заданной производной, свидетельствует о залипании сит. Во всех других случаях изменение вызвано возмущениями в технологической линии или системой автоматического управления процессом размол-рассев.
Контроль среднего размера частиц материала, прошедшего через сито, позволяет без дополнительных измерений осуществлять оценку состояния рассевного агрегата независимо от степени его загрузки и изменения свойств обрабатываемого материала, что обеспечивает однозначность оценки состояния сит, а значит, повышает точность. Кроме этого, повышение точности обеспечивается и при наличии в технологическом оборудовании двух последовательных гро5 хотов, так как способ позволяет диагностировать состояние сит обоих грохотов, а не только верхнего.
Таким образом, способ включает следующие операции. Экспериментальным пу0 тем определяют время переходного процесса Тп для технологической линии размол-рассев и скорость залипания сит Vt конкретного рассевного оборудования определенным видом (сортом) материала.
5В процессе работы технологической линии размол-рассев непрерывно измеряют средний размер частиц DCp материала на выходе рассевного оборудования и сравнивают его с заданным граничным значением
(3 Drp. В качестве заданного граничного значения при диагностировании состояния сит принимают нижнее граничное значение контролируемого диаметра (среднего размера частиц), установленное при
5 трехпозиционном управлении процессом размол-рассев..
Непрерывно определяют абсолютное значение производной измеренной величи.« ны -г-, усредняют ее за время, равное
времени переходного процесса Тп технологической линии размол-рассев, и сравнивают с заданным значением производной, равным скорости залипания сит Vt.
5 Залипание сит диагностируют при вы- . полнении двух условий:
Измеренное значение среднего размера частиц равно (меньше) граничному значению DCp Drp.
0 Усредненное значение производной среднего размера частиц не превышает заданного значения Vt.
При этом сигналом к началу распознавания (диагностирования) состояния служит
5 уменьшение среднего размера частиц до заданного граничного значения.
Предлагаемый способ испытывался на опытной линии Челябинского электродного завода, где в качестве размольного агрегата
0 служила молотковая дробилка, а в качестве рассевного оборудования применялся виброгрохот. Операциям размола-рассева подвергался .нефтяной кокс. Непрерывно измерялся средний размер частиц материа5 л а на выходе виброгрохота фракции с размерами частиц от 0,5 до 1,25 мм. Время переходного процесса данной технологической линии Тпер 10 мин. Скорость залипания сит виброгрохота нефтяным коксом фракции (-0,5 +1,25) мм равна 0,125 мм/ч.
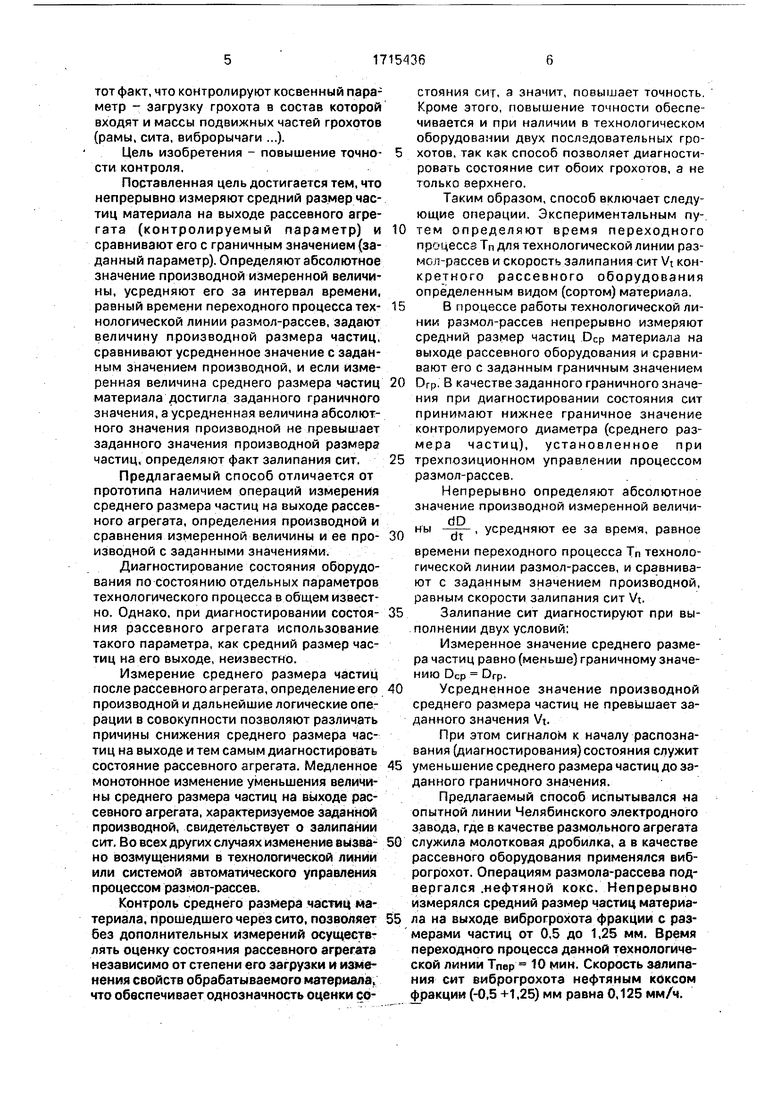
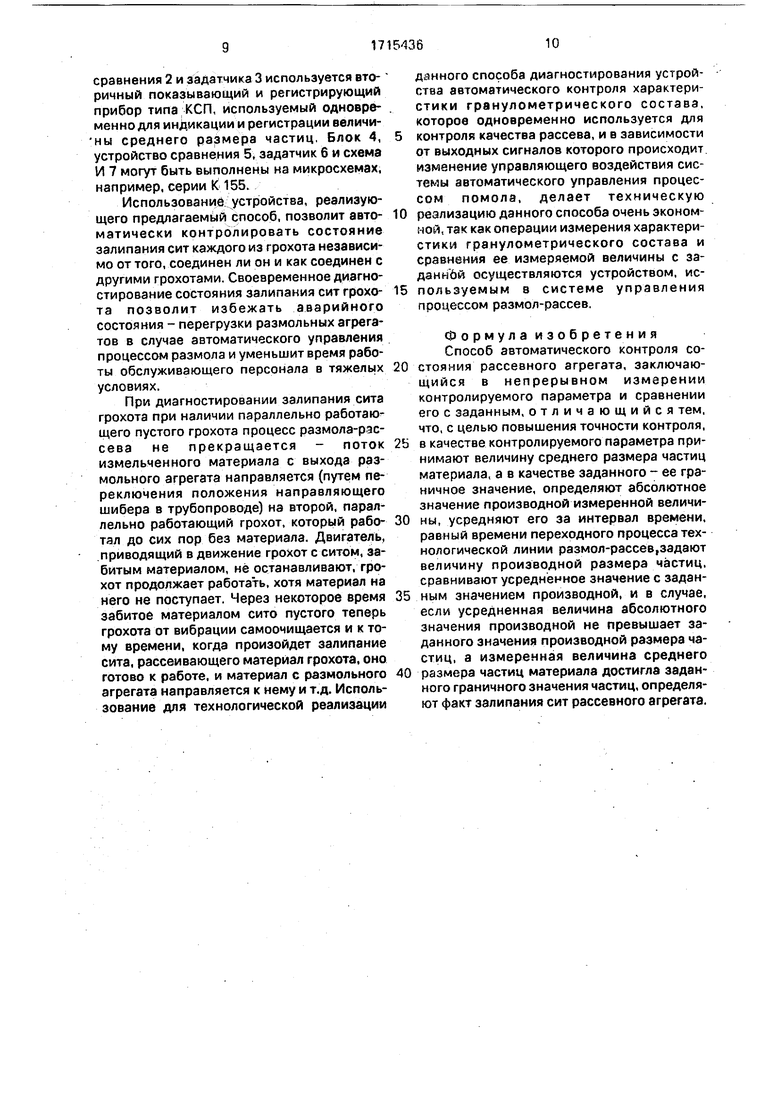
На фиг. 1 представлен график изменения величины среднего размера контролируемой фракции (от -0,5 до +1,25) мм нефтяного кокса во времени. Средний размер контролируемой фракции измерялся ус- тановленным на выходе грохота устройством ДТЛ-5 и регистрировался прибором КСП-4.
В точке А (фиг, 1) контролируемая величина среднего размера частиц достигла вер- хнего заданного граничного значения, в результате было изменено управляющее воздействие-уменьшилась производительность питателя на входе размольного агрегата, и контролируемая величина среднего размера стала уменьшаться.
В точке В (фиг. 1) контролируемая величина среднего размера частиц достигла нижнего заданного граничного значения, усредненная абсолютная величина произ- водной за интервал времени, равный времени переходного процесса перед достижением нижнего граничного значения, ( ft) больше скорости залипания данного сита контролируемым материалом ( а), т.е. изменение (уменьшение) контролируемой величины среднего размера частиц вызвано изменением характеристик материала или производительности на входе размольного агрегата. В этом случае при достижении контролируемой величиной среднего размера частиц, нижнего граничного значения было выработано управляющее воздействие, направленное на увеличение среднего размера частиц.
В точке С (фиг. 1) контролируемая величина среднего размера частиц также достигла нижнего заданного граничного значения, но поскольку усредненная абсолютная величина производной среднего размера час- тиц за время, равное времени переходного процесса перед достижением граничного значения, ( у ) не превышает скорости залипания сита контролируемым материалом ( а ), то значит изменение кснтрсли- руемой величины среднего размера частиц было вызвано залипанием ячеек сит. В момент достижения контролируемой величиной среднего размера частиц нижнего граничного значения ячейки сита залипли до такой степени, что уже не пропускают частицы в заданном интервале размеров, т.е. сито стало неработоспособно, и поэтому, хотя контролируемая величина среднего размера частиц достигла одного (нижнего) из граничных значений, управляющее воздействие (изменение производительности питателя на входе размольного агрегата) вырабатывать не следует, так как это приведет к аварийному состоянию размольного агрегата (перегрузке), а необходимо материал после размольного агрегата подавать на исправное сито.
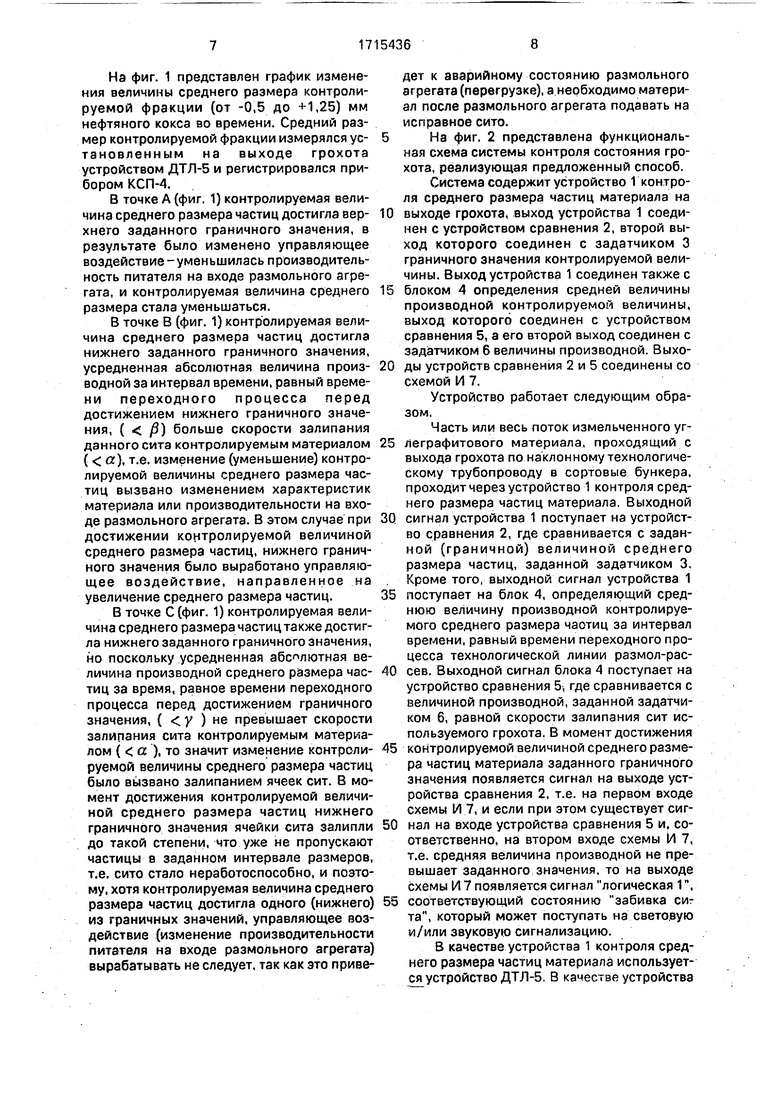
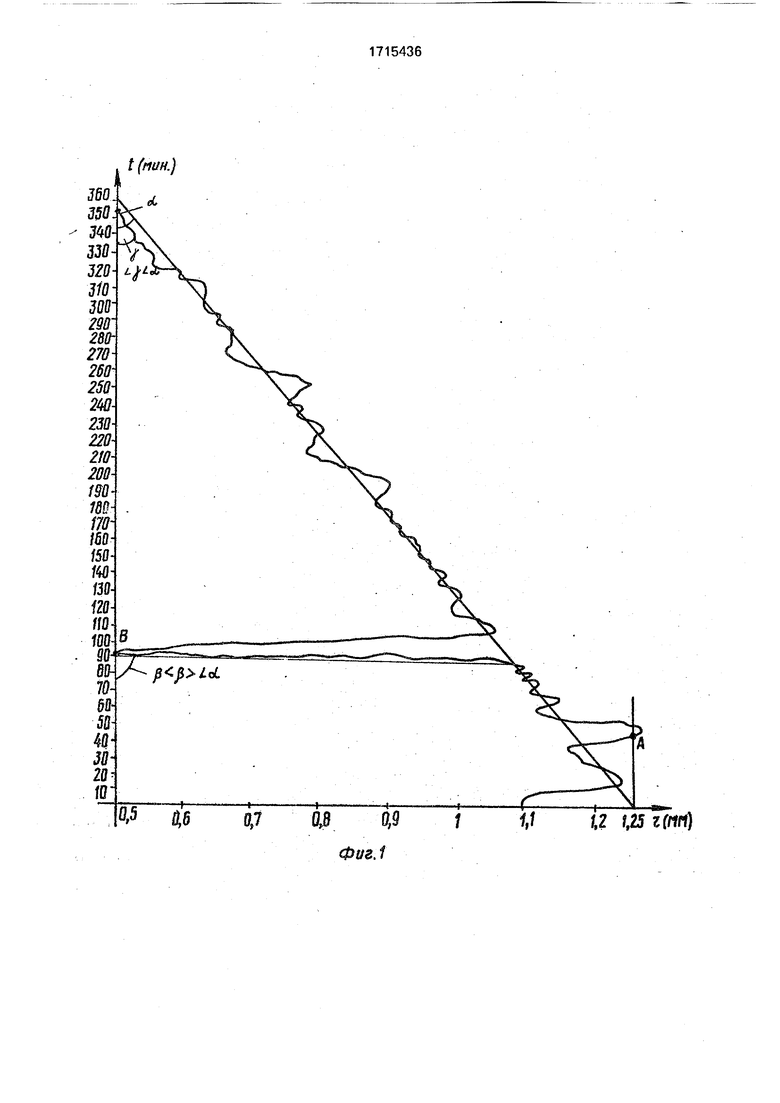
На фиг. 2 представлена функциональная схема системы контроля состояния грохота, реализующая предложенный способ.
Система содержит устройство 1 контроля среднего размера частиц материала на выходе грохота, выход устройства 1 соединен с устройством сравнения 2, второй выход которого соединен с задатчиком 3 граничного значения контролируемой величины. Выход устройства 1 соединен также с блоком 4 определения средней величины производной контролируемой величины, выход которого соединен с устройством сравнения 5, а его второй выход соединен с задатчиком 6 величины производной. Выходы устройств сравнения 2 и 5 соединены со схемой И 7.
Устройство работает следующим образом.
Часть или весь поток измельченного уг- леграфитового материала, проходящий с выхода грохота по наклонному технологическому трубопроводу в сортовые бункера, проходит через устройство 1 контроля среднего размера частиц материала. Выходной сигнал устройства 1 поступает на устройство сравнения 2, где сравнивается с заданной (граничной) величиной среднего размера частиц, заданной задатчиком 3, Кроме того, выходной сигнал устройства 1 поступает на блок 4, определяющий среднюю величину производной контролируемого среднего размера частиц за интервал времени, равный времени переходного процесса технологической линии размол-рассев. Выходной сигнал блока А поступает на устройство сравнения 5, где сравнивается с величиной производной, заданной задатчиком 6, равной скорости залипания сит используемого грохота. В момент достижения контролируемой величиной среднего размера частиц материала заданного граничного значения появляется сигнал на выходе устройства сравнения 2, т.е. на первом входе схемы И 7, и если при этом существует сигнал на входе устройства сравнения 5 и, соответственно, на втором входе схемы И 7, т.е. средняя величина производной не превышает заданного значения, то на выходе схемы И 7 появляется сигнал логическая 1. соответствующий состоянию забивка си та, который может поступать на световую и/или звуковую сигнализацию.
В качестве устройства 1 контроля среднего размера частиц материала используется устройство ДТЛ-5. В качестве устройства
сравнения 2 и задатчика 3 используется вто- ричный показывающий и регистрирующий прибор типа КСП, используемый одновременно для индикации и регистрации величи- ны среднего размера частиц, Блок 4, устройство сравнения 5, задатчик 6 и схема И 7 могут быть выполнены на микросхемах, например, серии К 155.
Использование:устройства, реализующего предлагаемый способ, позволит авто- матически контролировать состояние залипания сит каждого из грохота независимо от того, соединен ли он и как соединен с другими грохотами. Своевременное диагностирование состояния залипания сит грохо- та позволит избежать аварийного состояния - перегрузки размольных агрегатов в случае автоматического управления процессом размола и уменьшит время работы обслуживающего персонала в тяжелых условиях.
При диагностировании залипания сита грохота при наличии параллельно работающего пустого грохота процесс размола-рассева не прекращается - поток измельченного материала с выхода размольного агрегата направляется (путем переключения положения направляющего шибера в трубопроводе) на второй, параллельно работающий грохот, который рабо- тал до сих пор без материала. Двигатель, .приводящий в движение грохот с ситом, забитым материалом, не останавливают, грохот продолжает работать, хотя материал на него не поступает. Через некоторое время забитое материалом сито пустого теперь грохота от вибрации самоочищается и к тому времени, когда произойдет залипание сита, рассеивающего материал грохота, оно готово к работе, и материал с размольного агрегата направляется к нему и т.д. Использование для технологической реализации
данного способа диагностирования устройства автоматического контроля характеристики гранулометрического состава, которое одновременно используется для контроля качества рассева, и в зависимости от выходных сигналов которого происходит изменение управляющего воздействия системы автоматического управления процессом помола, делает техническую реализацию данного способа очень экономной, так как операции измерения характеристики гранулометрического состава и сравнения ее измеряемой величины с за- данн бй осуществляются устройством, используемым в системе управления процессом размол-рассев.
Формула изобретения Способ автоматического контроля состояния рассевного агрегата, заключающийся в непрерывном измерении контролируемого параметра и сравнении его с заданным, отличающийся тем, что, с целью повышения точности контроля, в качестве контролируемого параметра принимают величину среднего размера частиц материала, а в качестве заданного - ее граничное значение, определяют абсолютное значение производной измеренной величины, усредняют его за интервал времени, равный времени переходного процесса технологической линии размол-рассев,задают величину производной размера частиц, сравнивают усредненное значение с заданным значением производной, и в случае, если усредненная величина абсолютного значения производной не превышает заданного значения производной размера частиц, а измеренная величина среднего размера частиц материала достигла заданного граничного значения частиц, определяют факт залипания сит рассевного агрегата.
t (HUH.}
06
V
1,2 f,25zf/trt)
| название | год | авторы | номер документа |
|---|---|---|---|
| ПШЕНИЧНАЯ ХЛЕБОПЕКАРНАЯ МУКА "ВЕРХНЕВОЛЖСКАЯ" | 2002 |
|
RU2233703C1 |
| Способ получения продуктов помола зерновых культур и мукомольная мельница | 1989 |
|
SU1837968A3 |
| Способ определения эффективности грохочения | 1978 |
|
SU876204A1 |
| УСТРОЙСТВО ДЛЯ ВЫРАБОТКИ СОРТОВОЙ МУКИ ИЗ ЗЕРНОВЫХ КУЛЬТУР | 1998 |
|
RU2156166C2 |
| Способ производства крахмального сырья для получения крахмала из зерновых культур и установка для его осуществления | 1989 |
|
SU1837795A3 |
| СПОСОБ ПРОИЗВОДСТВА МУКИ ИЗ ПШЕНИЦЫ | 1998 |
|
RU2134161C1 |
| Способ получения порошкового активного угля | 2022 |
|
RU2786071C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВОГО АКТИВИРОВАННОГО УГЛЯ | 2019 |
|
RU2722542C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГРАНУЛИРОВАНИЯ ВОДОРАСТВОРИМЫХ ТВЕРДЫХ ВЕЩЕСТВ | 2021 |
|
RU2768176C2 |
| СПОСОБ ОТДЕЛЕНИЯ ЗАРОДЫШЕЙ ОТ ЗЕРЕН КУКУРУЗЫ С ЦЕЛЬЮ УМЕНЬШЕНИЯ ЖИРНОСТИ И КИСЛОТНОСТИ КУКУРУЗНОЙ МУКИ | 1927 |
|
SU8954A1 |
Изобретение относится к диагностике технологического оборудования и м.б. использовано при управлении процессом размол-рассев для контроля состояния рассевных агрегатов. Цель - повышение точности контроля. Способ заключается в непрерывном измерении контролируемого параметра и сравнении его с заданным. В качестве контролируемого параметра принимают величину среднего размера частиц материала, а в качестве заданного - ее граничное значение. Определяют абсолютное значение производной измеренной величины и усредняют его за интервал времени равный времени переходного процесса технологической линии размол-рассев. Задают величину производной размера частиц и сравнивают усредненное значение с заданным значением производной. В случае, если усредненная величина абсолютного значения производной не превышает заданного значения производной размера частиц, а измеренная величина среднего размера частиц материала достигла заданного граничного значения частиц определяют факт залипания сит рассевного агрегата. 2 ил. со С
Фиг. 1
Ma сЗетоВую wit/ft/) эбукобую сигномза- ъ цию,,зо5и5ко сит.
Фиг2
| Устройство автоматического контроля режимов работы грохота | 1976 |
|
SU753487A1 |
| В 0 7 В 1 /00, 1976. | |||
