Изобретение относится к трубопрокатному производству, к прошивке заготовок на неподвижной оправке в стане косой прокатки.
Цель изобретения - снижение колебаний стержня и, следовательно, разностенности гильз.
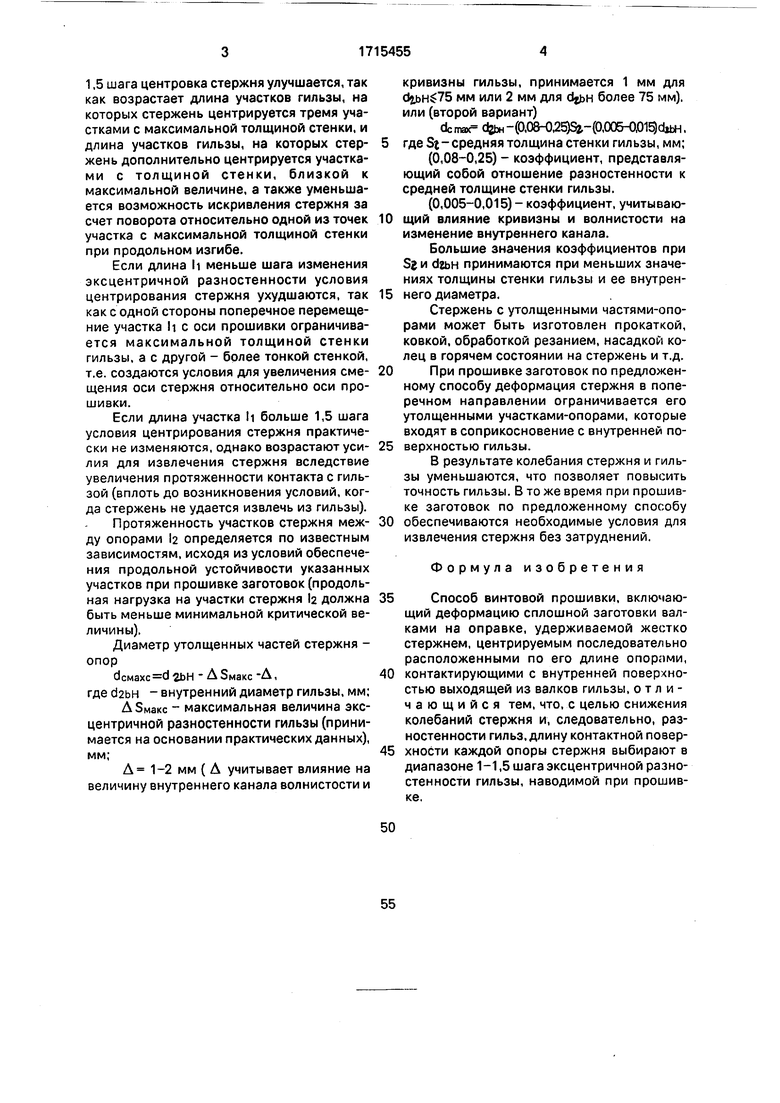
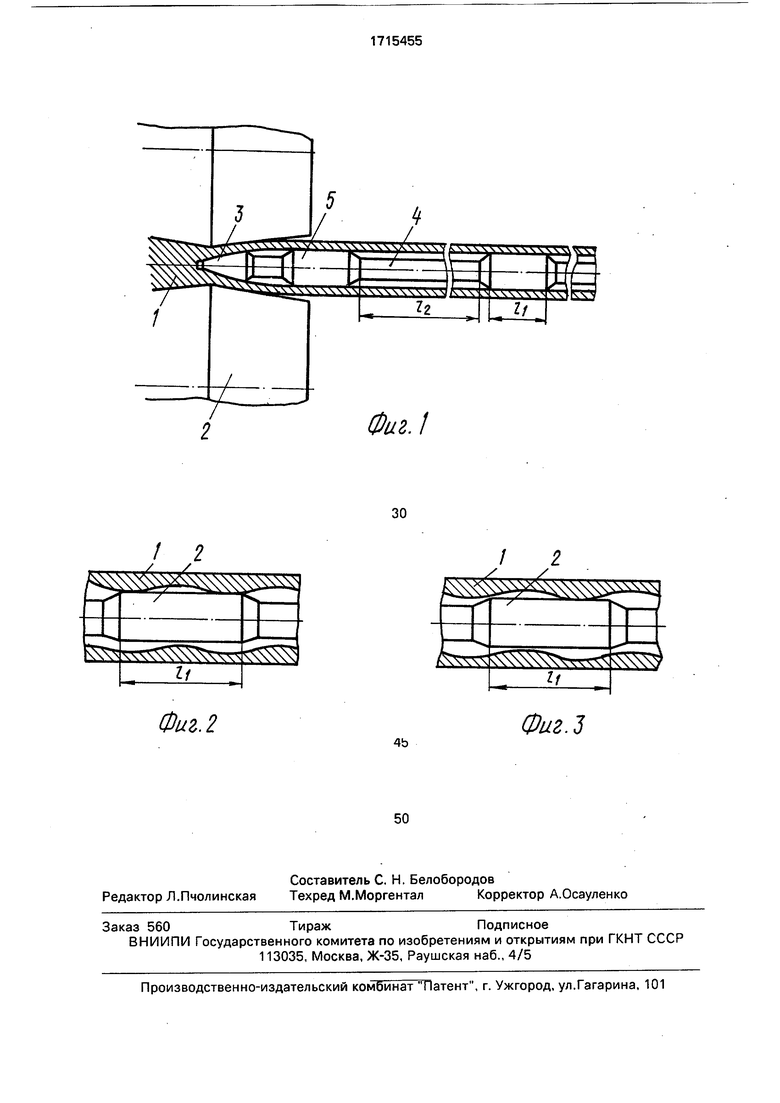
На фиг. 1 приведена схема предложенного способа винтовой прошивки; на фиг. 2 и 3 - показана гильза с эксцентричной раз- ностенностью и расположенная в ней утолщенная (опорная) часть стержня.
Заготовку 1 задают в валки 2 и прошивают на оправке 3, удерживаемой стержнем 4, имеющим утолщенные участки-опоры 5, расположенные по его длине и центрирующие стержень относительно внутренней поверхности гильзы. Длина контактной поверхности опор определяется с учетом изменения эксцентричной разностенности гильзы по длине, наводимой в очаге деформации.
Протяженность И опор 2 (фиг. 2) принимается в пределах 1-1,5 шага изменения эксцентричной разностенности гильзы. В этом случае при любом положении опоры па длине гильзы обеспечивается наименьшее отклонение оси стержня от оси прошивки за счет центрирования этого участка стержня участками гильзы с максимальной толщиной стенки с двух противоположных сторон. При длине участка 11, равной одному шагу изменения эксцентричной разностенности, в любой момент прошивки гильзы этот участок, находясь внутри гильзы -центрируется не менее чем двумя участками гильзы с максимальной толщиной, стенки двух противоположных сторон. В момент, когда концы участка I, располагаются против двух участков с максимальной толщиной стенки с од- ной стороны гильзы, уч,асток h центрируется тремя участками гильзы с малой толщиной стенки (двумя - с одной стороны гильзы и одним - с противоположной стороны). С увеличением длины участка И до
сл
С
сл сл сл
1,5 шага центровка стержня улучшается, так как возрастает длина участков гильзы, на которых стержень центрируется тремя участками с максимальной толщиной стенки, и длина участков гильзы, на которых стержень дополнительно центрируется участками с толщиной стенки, близкой к максимальной величине, а также уменьшается возможность искривления стержня за счет поворота относительно одной из точек участка с максимальной толщиной стенки при продольном изгибе.
Если длина h меньше шага изменения эксцентричной разностенности условия центрирования стержня ухудшаются, так как с одной стороны поперечное перемещение участка li с оси прошивки ограничивается максимальной толщиной стенки гильзы, а с другой - более тонкой стенкой, т.е. создаются условия для увеличения смещения оси стержня относительно оси прошивки.
Если длина участка И больше 1,5 шага условия центрирования стержня практически не изменяются, однако возрастают усилия для извлечения стержня вследствие увеличения протяженности контакта с гильзой (вплоть до возникновения условий, когда стержень не удается извлечь из гильзы).
Протяженность участков стержня между опорами 2 определяется по известным зависимостям, исходя из условий обеспечения продольной устойчивости указанных участков при прошивке заготовок (продольная нагрузка на участки стержня г должна быть меньше минимальной критической величины).
Диаметр утолщенных частей стержня - опор
dcMaxc d2bH - ДЗмакс -А,
где dabH - внутренний диаметр гильзы, мм;
АЗмакс - максимальная величина эксцентричной разностенности гильзы (принимается на основании практических данных), мм;
А 1-2 мм ( А учитывает влияние на величину внутреннего канала волнистости и
кривизны гильзы, принимается 1 мм для мм или 2 мм для djbH более 75 мм), или (второй вариант)
dc mar djbH -(0,08-025)Si-(0,005-0,015)dibH.
где S{-средняя толщина стенки гильзы, мм; (0,08-0,25) - коэффициент, представляющий собой отношение разностенности к средней толщине стенки гильзы.
(0,005-0,015) - коэффициент, учитывающий влияние кривизны и волнистости на изменение внутреннего канала.
Большие значения коэффициентов при Si и dZbH принимаются при меньших значениях толщины стенки гильзы и ее внутреннего диаметра.
Стержень с утолщенными частями-опорами может быть изготовлен прокаткой, ковкой, обработкой резанием, насадкой колец в горячем состоянии на стержень и т.д.
При прошивке заготовок по предложенному способу деформация стержня в поперечном направлении ограничивается его утолщенными участками-опорами, которые входят в соприкосновение с внутренней поверхностью гильзы.
В результате колебания стержня и гильзы уменьшаются, что позволяет повысить точность гильзы. В то же время при прошивке заготовок по предложенному способу
обеспечиваются необходимые условия для извлечения стержня без затруднений.
Формула изобретения
Способ винтовой прошивки, включающий деформацию сплошной заготовки валками на оправке, удерживаемой жестко стержнем, центрируемым последовательно расположенными по его длине опорами,
контактирующими с внутренней поверхностью выходящей из валков гильзы, отличающийся тем, что, с целью снижения колебаний стержня и, следовательно, разностенности гильз, длину контактной поверхности каждой опоры стержня выбирают в диапазоне 1-1,5 шага эксцентричной разностенности гильзы, наводимой при прошивке.
Фиг. I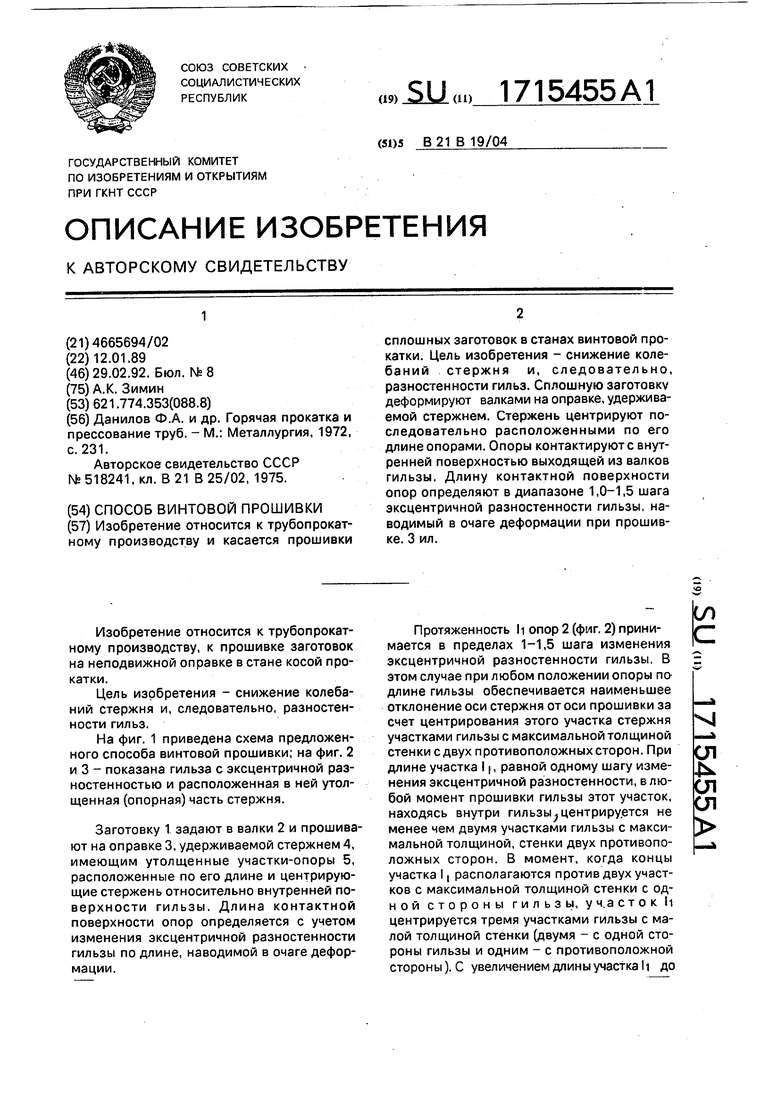
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки оправки в стане | 1987 |
|
SU1521513A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ СТЕРЖНЯ С ОПРАВКОЙ НА ТРУБОПРОКАТНОМ СТАНЕ | 2014 |
|
RU2559073C1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Устройство для установки оправки трубопрокатного стана | 1980 |
|
SU884752A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Удерживатель оправки трубопрокатного стана | 1990 |
|
SU1712015A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ НА АГРЕГАТЕ СО СТАНАМИ ВИНТОВОЙ ПРОШИВКИ И НЕПРЕРЫВНЫМ СТАНОМ ПРОДОЛЬНОЙ ПРОКАТКИ | 2010 |
|
RU2441722C1 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
Изобретение относится к трубопрокатному производству и касается прошивки сплошных заготовок в станах винтовой прокатки. Цель изобретения - снижение колебаний стержня и, следовательно, разностейности гильз. Сплошную заготовку деформируют валками на оправке, удерживаемой стержнем. Стержень центрируют последовательно расположенными по его длине опорами. Опоры контактируют с внутренней поверхностью выходящей из валков гильзы. Длину контактной поверхности опор определяют в диапазоне 1,0-1,5 шага эксцентричной разностенности гильзы, наводимый в очаге деформации при прошивке. 3 ил.
Фиг. 2
4Ь
Фиг.З
| Данилов Ф.А | |||
| и др | |||
| Горячая прокатка и прессование труб | |||
| - М.: Металлургия, 1972, с | |||
| Машина для удаления камней из почвы | 1922 |
|
SU231A1 |
| Устройство для установки оправки трубопрокатного стана | 1975 |
|
SU518241A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
