Y// //Y/77//////.
$ $$$$$$ - Щ
U и
%/
/77//////.
U и
(риг.{
ел ю
|сд
(. (U)
Изобре :тение относится к обработке металлов давлением, а именно к трубопрокатному производству.
Целью изобретения является сниже ние разностенности гильз путем повышения устойчивости справочного стержня ,
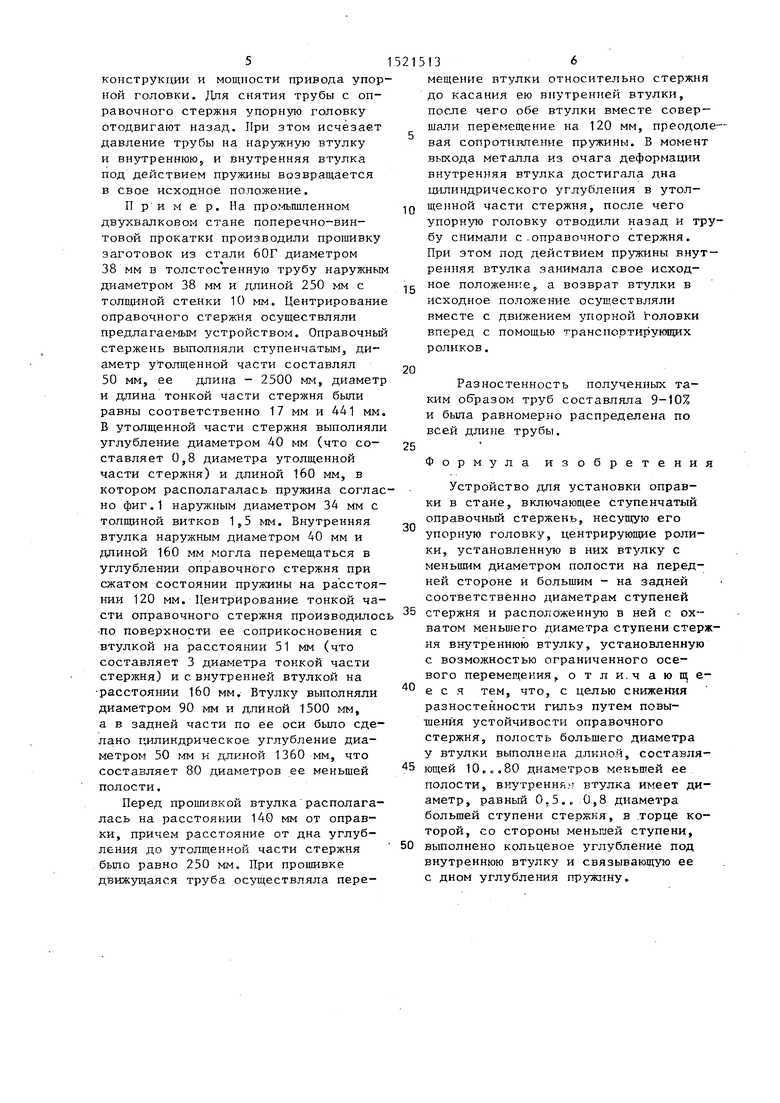
На фиг,1 изображено устройство в исходном положении; на фиг.2 - то же во время прокатки; на фиг.З - то же, 3 момент окончания прокатки.
Устройство включает в себя опра- вочньш стержень 1, выполненный ступенчатым с утолщенной частью и тон- кой частью и оправкой на конце,втулку 2, внутреннюю втулку 3, соединенную с утолщенной частью стержня посредством пружины 4, упорную головку 5, центрируюпсие ролики 6 и транспортирующие ролики 7.
Работа устройства осуществляется следующим образом.
Перед прошивкой заготовки (фиг,1) оправку располагают между валками прошивного стана,и втулку 2 транспортирующими роликами 7 выдвигают в переднее положение таким образом, чтобы она располагалась как можно ближе к олравке. Внутренняя втулка 3 своей задней частью располагается в углублении утолщенной части стержня ,1 и . удерживается в таком положении пружиной 4, которая находится в ненагруженном состоянии,Центрирование тонкой части стержня происходит при этом по поверхности соприкосновения его с втулкой 2 и внутренней втулкой 3, Втулка фиксируется центрирующими роликами 6, внутренняя втулка - углублением утолщенной части стержня.
При прошивке заготовки выходящая из очага деформации труба встречается с передним торцом втулки 2 и под действием тянущих сил от валков начинает перемещать втулку относительно оправочного стержня 1 и центри- руюпц-fx роликов 6„
Перемещаясь, втулка достигает внутренней втулки и начинает передв гать ее по оправочному стержню, преодолевая сопротивление пружины. Для того чтобы процесс прошивки протекал устойчиво, упругая сила сопротивления пр;кины движению внутрен- ней втулки не должна быть больше усилия, воспринимаемого втулкой от движущейся заготовки, В момент выхода
20
с
ю
25
55
jO
35
40
45
50
трубы из очага деформации внутренняя i втулка достигает поверхности дна углубления в утолщенной части стержня (фиг.З), Отсутствие зазора между внутренней втулкой и .дном углубления но окончании процесса прошивки обеспечивает наибольшую устойчивость стержня в данной конструкции. Для снятия трубы с оправочного стержня упорную головку 3 отодвигают назад.
Экспериментальные исследования . показали, что при длине углубления втулки, меньшем 10 диаметров мень-. шей ее полости, после нескольких про-- шивок вследствие малой площади верхности соприкосновения втулки с утолщенной частью стержня наблюдается снижение жесткости конструкции и ловьш ение разностенности труб до 15.,.17%,
Вместе с тем не рекомендуется применять втулки с длиной углубления более 80 диаметров меньшей ее полости, поскольку при прошивке коротких заготовок такая длинная втулка вследствие большой массивности и значительных сил трения о поверхность стержня может нарушить силовые условия захвата заготовки.
Таким образом, экспериментальными исследованиями установлено,что длина цилиндрического углубления в задней части втулки должна быть равна 10.,,80 диаметрам меньшей ее полости, что обеспечивает разностен- ность прошитых труб не более 10%,
Исследования, проведенные на про- мьшшенном оборудовании, показали целесообразность использования внутренней втулки диаметром, равным О,5,,,О,8 диаметра большей ступени стержня. При большем диаметре втулки наблюдалось повышение разностенности труб до 13.,,14% вследствие уменьшения жесткости стенок цилиндрического углубления в утолщенной части стержня. Применение внутренней втулки диаметром менее 0,5 диаметра большей ступени стержня обусловливало повышение разностенно- сти труб до 14... 15% ввиду того, что втулка такого малого диаметра не может с достаточной жесткостью центрировать стержень, а повьипение диаметра втулки за счет соответствующего увеличения диаметра утолщенной части стержня нецелесообразно в связи с резким увеличением веса
5
конструкции и мощности привода упорной головки. Лия снятия трубы с оп- равочного стержня упорную головку отодвигают назад. При этом исчезает давление трубы на наружную втулку и внутреннюю, и внутренняя втулка под действием пружины возвращается в свое исходное положение.
Пример. На про -лгашенном двухвалковом стане поперечно-винтовой прокатки производили прошивку заготовок из стали 60Г диаметром 38 мм в толстос теннуго трубу нарулшы диаметром 38 мм и длиной 250 мм с толщиной стенки 10 мм. Центрировани оправочного стержня осуществляли предлагае -1ым устройством. Справочны стержень выполняли ступенчатым, диаметр утолщенной части составлял 50 мм, ее длина - 2500 мм, диамет и длина тонкой части стержня бьши равны соответственно 17 мм и 441 мм В утолщенной части стержня выполнял углубление диаметром 40 мм (что со- ставляет 0,8 диаметра утолщенной части стержня) и длиной 160 мм, в котором располагалась пружина соглано фиг.1 наружным диаметром 34 мм с толщиной витков 1,5 мм. Внутренняя втулка наружным диаметром 40 мм и длиной 160 мм могла перемещаться в углублении оправочного стержня при сжатом состоянии пружины на расстоянии 120 мм. Центрирование тонкой части оправочного стержня производило по поверхности ее соприкосновения с втулкой на расстоянии 51 мм (что составляет 3 диаметра тонкой части стержня) и с внутренней втулкой на расстоянии 160 мм. Втулку выполняли диаметром 90 мм и длиной 1500 мм, а в задней части по ее оси бьшо сделано цилиндрическое углубление диаметром 50 мм и длиной 1360 мм, что составляет 80 диаметров ее меньщей полости.
Перед прошивкой втулка располагалась на расстоянии 149 мм от оправки, причем расстояние от дна углубления до утолщенной части стержня бьшо равно 250 мм„ При прошивке движутцаяся труба осуществляла пере
-JQjg 25 „
35
40
50
5136
мещение втулки относительно стержня до касания ею внутренней втулки, после чего обе втулки вместе совер- щали перемещение на 120 мм, преодолевая сопротивление пружины. В момент выхода металла из очага деформации внутренняя втулка достигала дна цилиндрического углубления в утолщенной части стержня, после чего упорную головку отводили назад и трубу снимали с .оправочного стержня. При этом под действием пружины внутренняя втулка занимала свое исходное положение, а возврат втулки в исходное положение осуществляли вместе с движением угЕорной головки вперед с помощью транспортирунлцих роликов.
Разностенность полученных таким об разом труб состаапяла 9-10% и была равномерно распределена по всей длине трубы.
Формула изобретения
Устройство для установки оправки в стане, включающее ступенчатый оправочньй стержень, несущую его упорную головку, центрирующие ролики, установленную в них втулку с меньшим диаметром полости на передней стороне и больщим - на задней соответственно диаметрам ступеней стержня и расположенную в ней с охватом меньшего диаметра ступени стержня внутреннюю втулку, установленную с возможностью ограниченного осевого перемещения, отли.чаю1це- е с я тем, что, с целью снижется разностенности гильз путем повы- тиенйя устойчивости оправочного стержня, полость больщего диаметра у втулки выполнена длиной, составляющей 10,„о80 диаметров меньшей ее полости, внутренняя втулка имеет диаметр, равный О.5.. 0,8 диаметра большей ступени стержня, в .торце которой, со стороны меньшей ступени, выполнено кольцевое углубление под внутреннюю втулку и связывающую ее с дном углубления пружину.
срие.г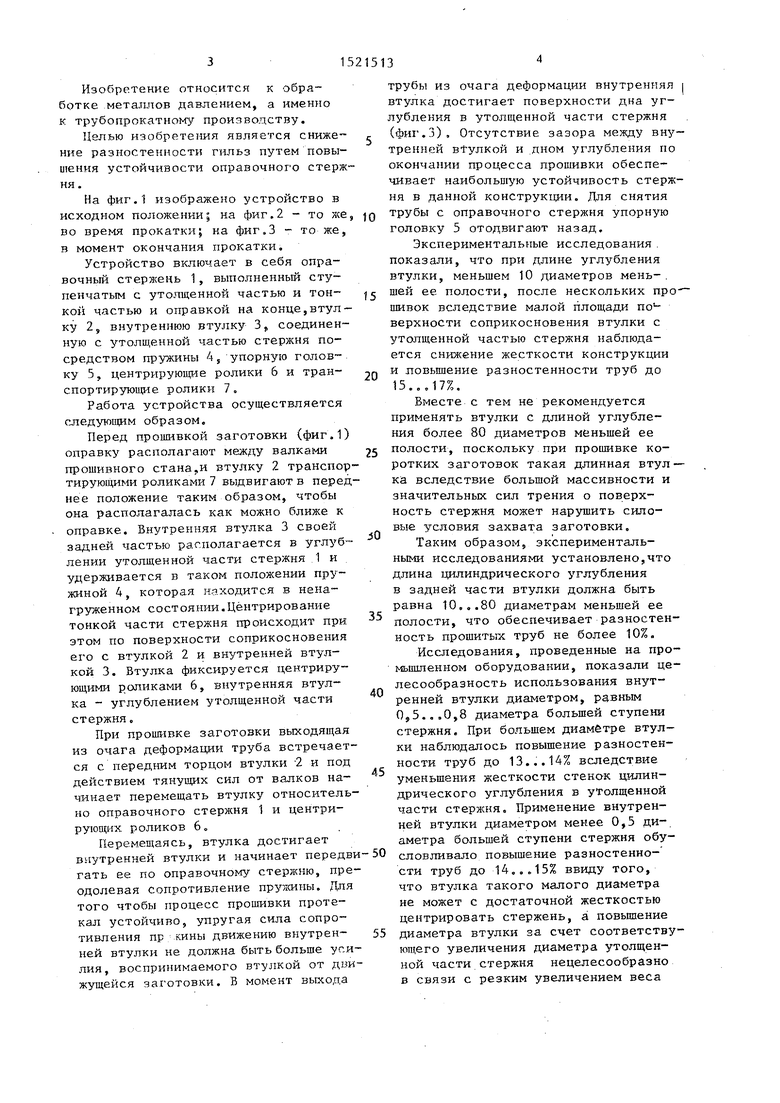
| название | год | авторы | номер документа |
|---|---|---|---|
| Удерживатель оправки трубопрокатного стана | 1990 |
|
SU1712015A1 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
| Устройство для установки оправки в стане | 1977 |
|
SU662172A1 |
| Центрирующее устройство трубопрокатного стана | 1983 |
|
SU1090468A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| Устройство для установки оправки трубопрокатного стана | 1980 |
|
SU884752A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ СТЕРЖНЯ И ЗАМЕНЫ ОПРАВКИ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2266169C1 |
| Технологический инструмент стана винтовой прокатки | 1988 |
|
SU1666237A1 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
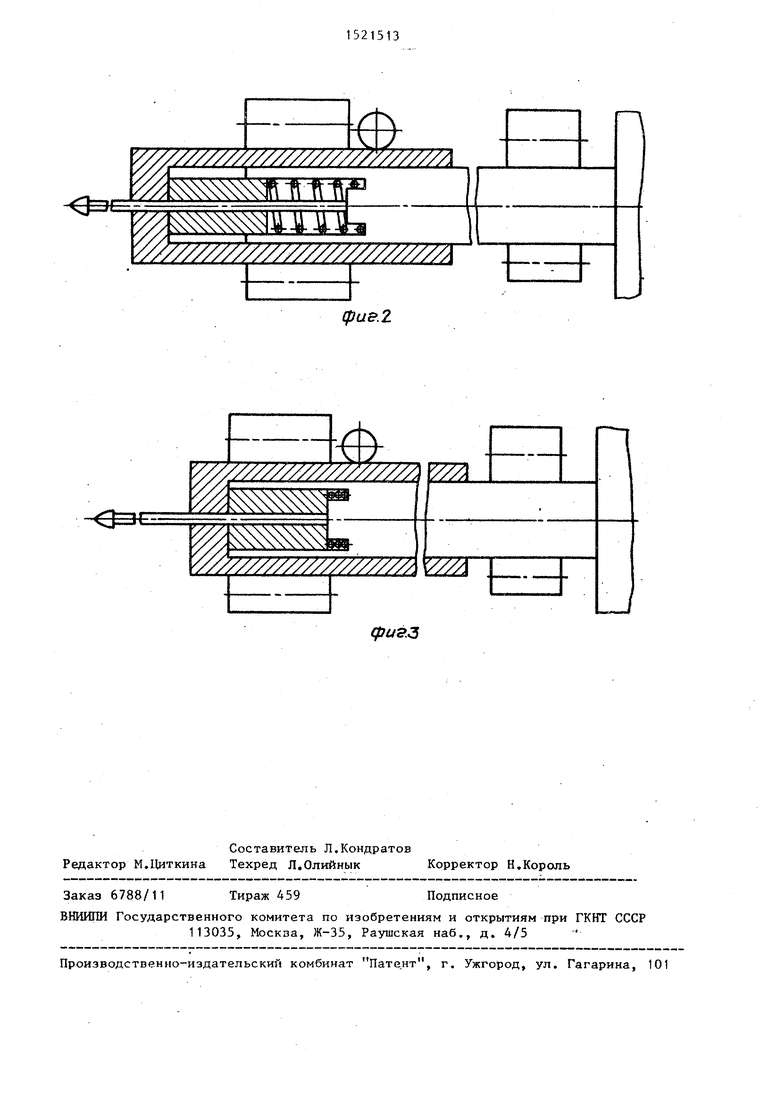
Изобретение относится к обработке металлов давлением, а именно к трубопрокатному производству. Цель изобретения - снижение разностенности гильз путем повышения устойчивости оправочного стержня. Устройство для установки оправки в стане содержит ступенчатый оправочный стержень 1, установленную на нем втулку 2. Полость большего диаметра втулки выполнена длиной 10...80 диаметров меньшей ее полости. Внутри втулки установлена внутренняя втулка 3, наружный диаметр которой равен 0,5...0,8 диаметра большей ступени стержня. Внутренняя втулка входит в кольцевое углубление в большей ступени стержня и соединена со стержнем пружиной 4. 3 ил.
Составитель Л.Кондратов Редактор М.Циткина Техред Л.Олийнык Корректор Н,Король
Заказ 6788/11
Тираж 459
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб,, д. 4/5
фиэ.З
Подписное
| Устройство для установки стержня с оправкой на трубопрокатном стане | 1974 |
|
SU464347A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для установки оправки в стане | 1977 |
|
SU662172A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
