Изобретение относится к строительству.
Целью .изобретения является обеспечение возможности изготовления ограждающих изделий с внутренним изолирующим слоем.
Способ осуществляют следующим образом. Из полуформ с предварительно размещенными в них арматурными каркасами собирают форму с закреплением вдоль продольных фланцев полуформ разделительных диафрагм, предназначенных для; одновременного изготовления двух выпуклых ограждающих элементов. . Форму устанавливают на центрифугу, включают привод. На первом этапе центрифугу вращают со скоростью распределения и подают бетонную смесь несущего слоя элемента, затем скорость повышают до скорости центрифугирования и уплотняют бетон несущего слоя.
На втором этапе снижают скорость формы до скорости распределения, распределяют легкобетонную смесь, а затем увеличивают скорость формы до скорости уплотнения V (1,2 -1.4) /с и уплотняют изоляционный слой.
Примеры осуществления способа изготовления выпуклых ограждающих элементов - сводчатых элементов для строительства каналов тепловых сетей диаметром 0,5 и 1,0 м с изоляционным слоем из бетона со вспененным полистирольным заполнителем (средний радиус изоляционного слоя п 0,2 м и га 0,45 м, толщина d 0,06 м).
П р и м е р 1. Из полуформ с размещенными в них. арматурными каркасами элементов каналов теплотрасс сбалчивают форму, закрепляя при этом вдоль продольных фланцев полуформ разделительные перегородки, и устанавливают форму на
СП
о
00
1
Дентрифугу.
На первом этапе включают приводной механизм центрифуги и, установив скорость распределения бетонной смеси несущего слоя элементов равной 6,3 м/с (240 об/мин), подают бетонную смесь несущего слоя и распределяют ее по форме в течение 2-3 мин. После этого скорость формы увеличивают до скорости центрифугирований 24 м/с (900 об/мин) и уплотняют бетон несущего слоя элемента в течение 9-10 мин.
На втором этапе снижают скорость вращения формы до скорости распределения легкобетонной смеси 1,2 м/с (56 об/мин), подают и распределяют в течение 1-2 мин легкобетонную смесь изоляционного слоя элемента, приготовленную в смесителе при- нудительного действия при следующем расходе компонентов на 1 м смзси: Портландцемент марки 400, кг200
Вспененные гранулы по- ,.
листмролэ ПСЕ-С ( 20 кг/м3) 1 м3 Латекс, кг8
Вода, л110
3-лтем увеличивают скорость вращения формы до скорости уплотнения легкобетонной смоси. равно У 1 о Vg7r 1,2 v 0,2 -1,68 м/с (.80 об/мин) и уплотняют бетон изоляционного слоя в течение 2-3 мин.
После этого центрифугу останавливают, форму с изделиями снимают и помещают в пропарочную камеру, где осуществляют. тепловлажностную обработку по следующему режиму:
подъем температуры до 85°С 2 ч выдержка при 85°Сб ч
снижение температуры до 40°С 2 ч После завершения тепловлахоюстной обработки форму распалубливают и изделия извлекают,
П р и м е р .2, В полуформу размещают арматурные каркасы, собирают форму, устанавливают на центрифугу, производят укладку и уплотнение бетонной смеси несущего слоя и укладку легкобетонной смеси изоляционного слоя так же, как в примере 1,
Затем увеличивают.скорость вращения формы до скорости уплотнения легкобетрн- ной смеси V - 1,4 ,4 v 9,8 0,2 1,96 м/с (93 об/мин) и уплотняют бетон изоляционного слоя в течение 2-3 мин, после чего центрифугу останавливают, форму с изделиями снимают и подвергают тепловлажност- ной обработке так же, как м в примере 1.
Пример 3. В полуформы размещают арматурные каркасы, собирают форму, устанавливают на центрифугу, производят укладку и уплотнение бетонной смеси
несущего слоя и укладку легкобетонной смеси изоляционного слоя по примеру 1.
Затем увеличивают скорость вращения формы до скоростм тлотнения легкобетон- ной смеси V 1,2 Vg/r 1,2 Vg,8 0,45 2.52
м/с (54 об/мин) и уплотняют бетон изоляционного слоя в течение 2-3 мин, после чего центрифугу останавливают, форму с изделиями снимают и подвергают те пловлажност- ной обработке по примеру 1.
П р и м е р 4. В полуформы размещают арматурные каркасы, собирают форму, устанавливают на центрифугу, производят укладку и уплотнение бетонной смеси несущего слоя и укладку легкобетонной смесм изоляционного слоя также по примеру 1.
Затем увеличивают скорость вращения
формы до скорости птлотнения легкобетонной смеси V 1,4 Vg/T 1,4 ,8 0,45 2,94
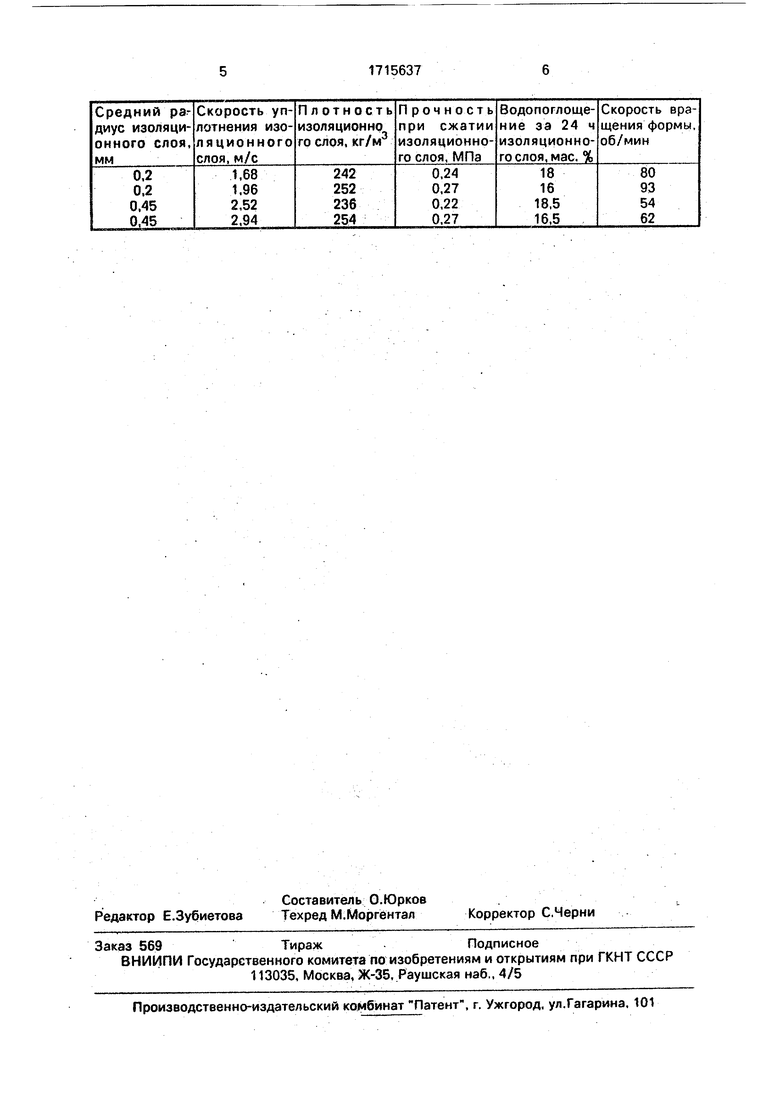
м/с(62 об/мин) и уплотняют бетон изоляционного слоя в течение 2-3 мин, после чего центрифугу останавливают, форму с изделиями снимают и подвергают тепловлажност- ной обработке так же, как в примере 1. В таблице приведены характеристики
материала полученного теплоизоляционного слоя выпуклого ограждающего элемента для канала теплотрассы,
Формула изобретения
Способ изготовления центрифугированных криволинейных изделий, включающий установку на центрифугу предварительно собранной формы, формование изделий из строительных смесей и теплоВую обработку с последующей распалубкой, отличающийся тем, что, с целью обеспечения возможности изготовления ограждающих изделий с внутренним изолирующим слоем, при сборке формы между
полуформами размещают разделительные диафрагмы, вначале осуществляют формование наружного несущего слоя, а затем - внутреннего слоя из легкобетонной смеси при скорости вращения формы, определяемой по формуле
V- (1,2-1,4) 1/с, где g - 9,8 м/с2 ускорение свободного паде
ния;
г- средний радиус внутреннего слоя, м.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ГУСТОАРМИРОВАННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1972 |
|
SU329021A1 |
| Способ изготовления наружных стеновых панелей | 1988 |
|
SU1634542A1 |
| СПОСОБ УСТРОЙСТВА ТРЕХСЛОЙНОЙ ОГРАЖДАЮЩЕЙ КЕРАМЗИТОБЕТОННОЙ ПАНЕЛИ | 2002 |
|
RU2215649C1 |
| КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКОЛОГИЧЕСКИ ЧИСТЫЙ ПОЛИСТИРОЛБЕТОН, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ И СПОСОБ ВОЗВЕДЕНИЯ ИЗ НИХ ТЕПЛОЭФФЕКТИВНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ ПО СИСТЕМЕ "ЮНИКОН" | 2002 |
|
RU2230717C1 |
| Способ изготовления облегченных панелей | 1986 |
|
SU1472280A1 |
| УСТРОЙСТВО ДЛЯ ОГНЕЗАЩИТНОЙ ЗАДЕЛКИ ВЫТЯЖНЫХ КАНАЛОВ В КОНСТРУКЦИЯХ ЗДАНИЯ | 1999 |
|
RU2194130C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Способ изготовления вентиляционных блоков | 2016 |
|
RU2653170C1 |
| Способ изготовления трубчатых изделий из бетонных смесей | 1979 |
|
SU872274A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1985 |
|
SU1346435A1 |
Изобретение относится к производству изделий сборного бетона и железобетона и позволяет, обеспечить возможность изготовления ограждающих изделий с внутренним изолирующим слоем. Это достигается тем, что в способе изготовления центрифугированных криволинейных изделий при сборке формы между полуформами размещают разделительные диафрагмы. Вначале осуществляют формование наружного несущего слоя, а затем - внутреннего слоя из легкого бетона при скорости вращения формы, определяемой по формуле V (1,2 - 1,4) vg/r 1/с, где g - 9,8 м/с ускорение свободного падения; г - средний радиус внутреннего слоя, м. 1 табл. .
| Способ изготовления трубчатых изделий | 1985 |
|
SU1310221A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
