Изобретение относится к промышленности строительных материалов, и может быть использовано в технологических линиях по изготовлению стеклоблоков.
Целью изобретения является повышение производительности труда за счет автоматизации процесса укладки стеклоблоков на поддон и формирование устойчивого при транспортировке пакета.
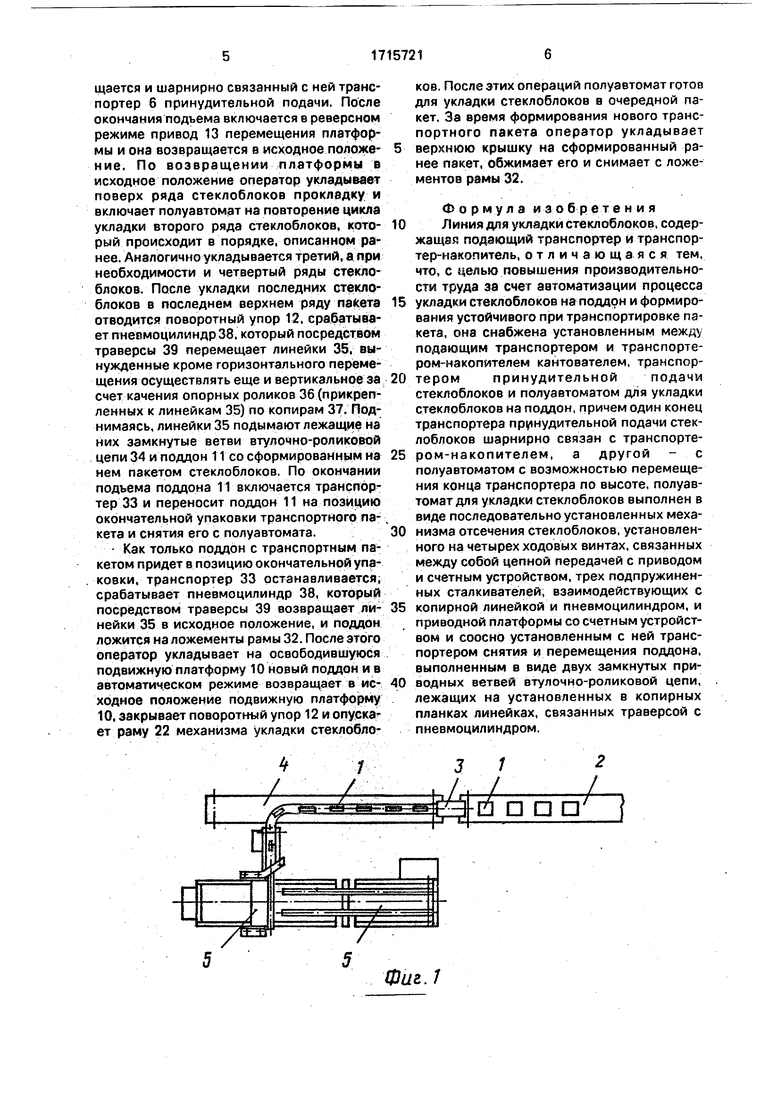
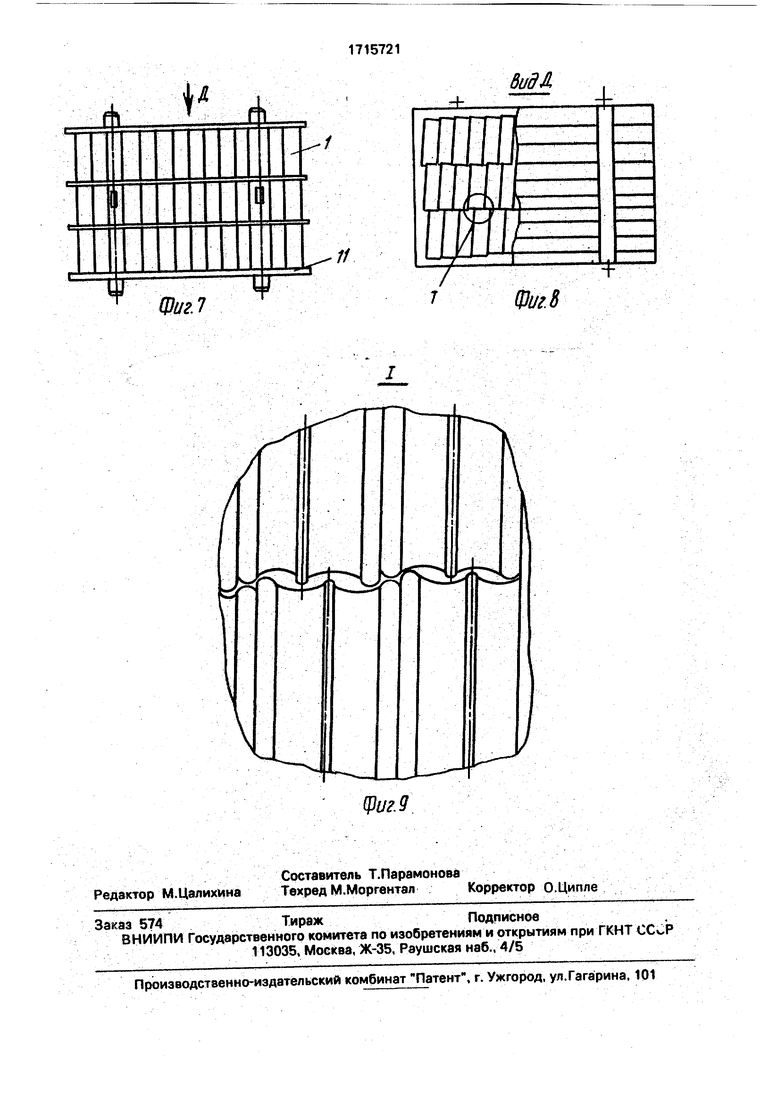
На фиг. 1 показан общий вид линии для укладки стеклоблоков; на фиг.2 - общий вид полуавтомата для укладки стеклоблоков на поддон, вид сверху; на фиг.З - разрез А-А на фйг.2; на фиг.4 - разрез Б-Б на фиг.З; на фигД - разрез В-В на фиг.2; на фиг.6 - разрез Г-Г на фиг.5; на фиг.7 - общий вид упакованного поддона, вид сбоку; на фиг.8 - вид по стрелке Д на фиг.7; на фиг.9 - узел I на фиг.8.
Линия для укладки стеклоблоков на поддон и формирования устойчивого транспортного пакета состоит из подающего стеклоблоки 1 транспортера 2, кантователя 3. транспортера-накопителя 4 и полуавтомата 5 для укладки стеклоблоков на поддон с формированием устойчивого транспортного пакета. Конструкция линии позволяет ук- ладывать стеклоблоки на поддон и формировать- транспортный пакет при непрерывной подаче стеклоблоков транспортером 2.
Полуавтомат 5 для укладки стеклоблоков на поддон состоит из транспортера 6 принудительной подачи, установленного на раме .7 и оснащенного индивидуальным приводом 8. Рама 7 закреплена на раме 9. На направляющих рамы 9 находится подвижная платформа 10, на которую устанавливается поддон 11 и на которой находится
4
СП VI
JS3
поворотный упор 12. Перемещение плат формы осуществляется специальным приводом 13, оборудованным счетным устройством 14. На раме 9 закреплены две стойки 15 и 16, в каждой из которых находятся по два ходовых винта 17, замкнутых между собой цепкой передачей 18 и приводимых во вращение специальным приводом
19,оборудованным .счетным устройством
20.На ходовых винтах 17 посредством промежуточных гаек 21 установлена рама 22 механизма укладки стеклоблоков с приемным лотком 23. В раме 22 закреплены три подпружиненных сталкивателя 24 стеклоблоков, которые управляются копирной ли- мейкой 25, приводимой в движение пневмоцилиндром 26. Кроме того, на раме 22 механизма укладки стеклоблоков установлены механизм 27 отсечения стеклоблоков с конечным выключателем 28, роликовая батарея 29 и два конечных выключателя 30 и 31. Соосно с рамой 9 установлена рама 32. на которой смонтирован цепной транспортер 33 снятия и перемещения загруженного поддона 1.1. Транспортер 33 состоит из двух замкнутых ветвей втулоч- но-роликовой цепи 34, покоящихся на ли- нейкзх 35, имеющих опорные ролики .36, кроме того, на раме транспортера установлены копиры 37, пневмоцилиндр 38, траверса 39 и привод 40 цепного транспортера.
Линия работает следующим образом.
Стеклоблоки 1 непрерывно подаются транспортером 2, попадая в кантователь 3, переориентируются и. установленные на ребро, движутся по транспортеру-накопителю 4, откуда затягиваются в транспортер 6 принудительной подачи и далее подаются в приемный лоток 23 рамы 22 механизма укладки стеклоблоков. При этом считаем, что платформа 10 с поддоном 11 находится в крайнем левом (исходном) положении, а рама 22 механизма укладки находится в крайнем нижнем положении, т.е. полуавтомат настроен на укладку первого ряда стеклоблоков. После заполнения приемного лотка 23 срабатывает конечный выключатель 30, который подает команду на срабатывание механизма 27 отсечения стеклоблоков и отключение привода 8 транспортера 6 принудительной подачи.
Механизм 27 отсечения стеклоблоков конструктивно выполнен так, что он не только отсекает поток стеклоблоков, прижимая один из них к роликовой батарее 29, но и отталкивает поток стеклоблоков в направлении, обратном направлению подачи стеклоблоков, на расстояние, достаточное для свободного сталкивания стеклоблоков с приемного лотка 23. После срабатывания
механизма отсечения стеклоблоков конечный выключатель 28 подает команду на включение пневмоцилиндра 26, который, перемещая копирную линейку 25, плавно
отпускает подпружиненные сталкиватели 24 стеклоблоков, посредством которых стеклоблоки 1, находящиеся на приемном лотке 23, плавно прижимаются к поворотному упору 12, установленному на подвижной
0 платформе 10. Работа полуавтомата построена таким образом, что сталкивание стеклоблоков с приемного лотка 23 происходит одновременно с перемещением подвижной платформы 10 и находящегося на ней пово5 ротного упора 12. Подвижная платформа 10 перемещается посредством специального привода 13 на шаг, равный приблизительно толщине стеклоблоков, который отсчитывается при помощи счетного устройства 14. В
0 конце хода подвижной платформы 10. когда стеклоблоки 1 окончательно сталкиваются с приемного лотка 23, они под собственным весом, находясь между подпружиненными сталкивателями 24 и поворотным упором 12,
5 проскальзывают между ними и ложатся на поддон в строго ориентированном положении. В связи с тем, что плоскости сталкивания сталкивателей 24 стеклоблоков и плоскости поворотного упора 12, к которым
0 прижимаются стеклоблоки, имеют определенный угол поворота к направлению сталкивания, происходит вынужденный разворот стеклоблоков, в результате которого они разворачиваются на определен5 ный угол по отношению к. оси поддона. В результате разворота происходит зацеп кромок стеклоблоков друг за друга и уплотнение ряда стеклоблоков в поперечном направлении по отношению к направлению
0 укладки. В итоге получается сформированный ряд стеклоблоков, в котором они стоят i/ плотно сцепленными между собой и занимают большую площадь опрокидывания. Таким образом, при дальнейшем формировании
5 пакета он получается плотным и устойчивым.
Далее после перемещения подвижной платформы 10 на шаг открывается механизм 27 отсечения стеклоблоков, цикл ук0 ладки повторяется. Повторение циклов идет до тех пор, пока на поддон не будет уложено установленное количество рядов стеклоблоков. По окончании укладки последнего ряда стеклоблоков автоматически включается
5 привод 19, который посредством четырех ходовых винтов 17 подымает раму 22 механизма укладки стеклоблоков на шаг, равный высоте стеклоблоков. Величина перемещения отсчитывается счетным устройством 20. Вместе с рамой механизма укладки перемещается и шарнирно связанный с ней транспортер б принудительной подачи. После окончания подъема включается е реверсном режиме привод 13 перемещения платформы и она возвращается в исходное положение. По возвращении платформы в исходное положение оператор укладывает поверх ряда стеклоблоков прокладку и включает полуавтомат на повторение цикла укладки второго ряда стеклоблоков, который происходит в порядке, описанном ранее. Аналогично укладывается третий, а при необходимости и четвертый ряды стеклоблоков. После укладки последних стеклоблоков в последнем верхнем ряду пакета отводится поворотный упор 12, срабатывает пневмоцилиндр 38, который посредством траверсы 39 перемещает линейки 35, вы- нужденные кроме горизонтального перемещения осуществлять еще и вертикальное за счет качения опорных роликов 36 (прикрепленных к линейкам 35) по копирам 37; Под-; нимаясь, линейки 35 подымают лежащие на них замкнутые ветви втулочно-ролико врй цепи 34 и поддон 11 со сформированным на нем пакетом стеклоблоков. По окончании подъема поддона 11 включается транспортер 33 и переносит поддон 11 на позицию окончательной упаковки транспортного пакета и снятия его с полуавтомата.
Как только поддон с транспортным пакетом придет в позицию окончательной упаковки, транспортер 33 останавливается, срабатывает пневмоцилиндр 38, который посредством траверсы 39 возвращает ли- нейки 35 в исходное положение, и поддон ложится на ложементы рамы 32. После этого оператор укладывает на освободившуюся подвижную платформу 10 новый поддон и в автоматическом режиме возвращает в исходное положение подвижную платформу 10. закрывает поворотный упор 12 и опуска ет раму 22 механизма укладки стеклоблоков. После этих операций полуавтомат готов для укладки стеклоблоков в очередной пакет. За время формирования нового транспортного пакета оператор укладывает верхнюю крышку на сформированный ранее пакет, обжимает его и снимает с ложементов рамы 32.
Формула изобретения
Линия для укладки стеклоблоков, содержащая подающий транспортер и транспортер-накопитель, отличающаяся тем, что, с целью повышения производительности труда за счет автоматизации процесса
укладки стеклоблоков на поддон и формирования устойчивого при транспортировке пакета, она снабжена установленным между подающим транспортером и транспортером-накопителем кантователем, транспортером принудительной подачи стеклоблоков и полуавтоматом для укладки стеклоблоков на поддон, причем один конец транспортера принудительной подачи стеклоблоков шарнирно связан с транспортером-накопителем, а другой - с полуавтоматом с возможностью перемещения конца транспортера по высоте, полуавтомат для укладки стеклоблоков выполнен в виде последовательно установленных механизма отсечения стеклоблоков/установленного на четырех ходовых винтах, связанных между собой цепной передачей с приводом и счетным устройством, трех подпружиненных сталкивателей, взаимодействующих с
копирной линейкой и пневмоцилиндром, и приводной платформы со счетным устройством и соосно установленным с ней транспортером снятия и перемещения поддона, выполненным в виде двух замкнутых приводных ветвей втулочно-роликовой цепи, лежащих на установленных в копирных планках линейках, связанных траверсой с пневмоцилиндром.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Установка для выработки стеклоблоков | 1974 |
|
SU523875A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| Укладчик листов в пакеты на поддоны | 1979 |
|
SU821356A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Линия товарной обработки картофеля | 1983 |
|
SU1139401A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ЧУШЕК МЕТАЛЛА В ПАКЕТ | 1990 |
|
RU2025426C1 |
| Линия для упаковки большегрузных мотков проволоки | 1979 |
|
SU880549A1 |
| Пакетоформирующая машина | 1984 |
|
SU1168497A1 |


Изобретение относится к промышленности строительных материалов и может быть использовано в технологических линиях по изготовлению стеклоблоков. Цель изобретения-повышение производительности труда за счёт автоматизации процесса укладки стеклоблоков на поддон и формирование устойчивого при транспортировке пакета. Линия содержит подающий транспортер и транспортер-накопитель. В линии есть кантователь, установленный между подающим транспортером и транспортером- накопителем, транспортер принудительной подачи стеклоблоков и полуавтомат для укладки стеклоблоков на поддон. В результате работы этих элементов стеклоблоки ложатся на поддон в строго ориентированном положении. Сформированный ряд представляет собой плотно сцепленные друг с другом стеклоблоки и занимает большую площадь опрокидывания. При дальнейшем формировании пакета он получается плотным и устойчивым. 9 ил. сл G
Фиг. 1
ь.-f.
«гИ8
7
MK/Wr////&S$ R3.
я.
ь
Ша
л
л хх ухххЧучУчХ Ч V «Y У, Ч
JJ)VJJJJft .
J4r
в-В
-
Ф9
J7
/
XHЩи г. 5
ч Мч ч л
SSS
хч-ч .Х
/Ј
fЈ
л--/
34
X5S,
;
-J7
Sssks 4
Л
$У.Ј
Фиг. 7
:МЛ
Фиг. 8
| Линия изготовления стеклоблоков, эксплуатируемая на Херсонском заводе стекло- изделий | |||
| Изготовитель Херсонский завод, 1960. |
