Известны зубодолбежные головки для одновременной обработки зубьев колеса способом копирования. Головки содержат корпус с установленными в ием резцами. Количество резцов в головке равно числу зубьев изделия, а профили совпадают с профилями впадин.
Предлагаемая зубодолбежная головка отличается от известных тем, что в ее корпусе выполнены сквозные пазы, в которых установлены резцы, закрепленные с помощью держателей, входящих в пазы резцов. Такое выполнение головки позволяет устанавливать резцы без ее демонтажа.
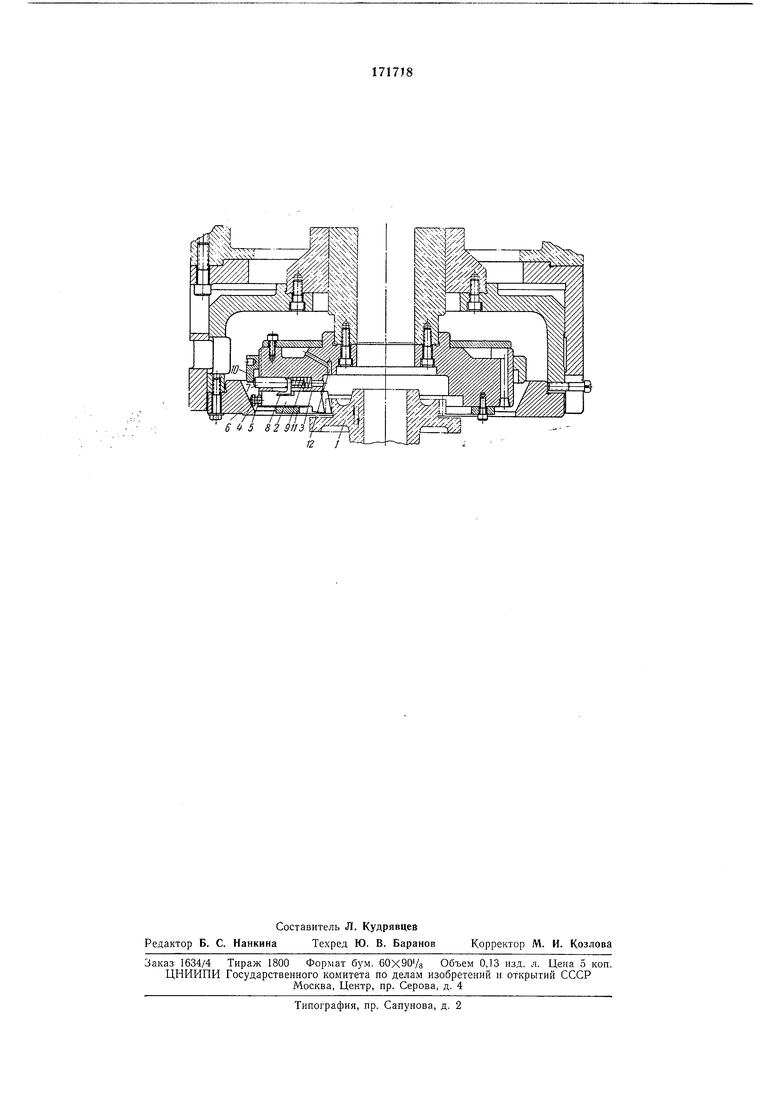
На чертеже показана принципиальная схема зубодолбежной головки.
При долблении обрабатываемое зубчатое колесо / совершает возвратно-поступательное движение, а резцы 2 после каждого хода колеса У подаются в радиальиом направлении к его центру. В корпусе 3 головки выполнены точные радиальные пазы, в которых базируются фасонные зубодолбежные резцы 2. В державки резцов ввернуты регулировочные винты 4 с контргайками 5. Сферические головки регулировочных винтов контактируют с конусом 6 механизма подачи.
Резцы прижимаются к конусу и к основаниям лазов в корпусе 5 с помощью тяг 7, крючков 8 п пружип 9. В процессе обработки равподействующая усилий резания направлена так, что еще надежнее закрепляет резцы 2 в корпусе.
Освобождение резцов из корпуса производится с помощью выжимной гайки 10 с конической поверхностью, которая давит на тяги 7. При установке и снятии резцов 2 используется поддерживающее кольцо 11, которое препятствует выпаданию резцов. Во время работы кольцо // должно быть снято.
Подача резцов 2 к колесу / осуществляется при перемещении конуса 6 вверх. В корпусе 3 имеются отверстия 12 для подачи охлаждающей жидкости в зону резания со стороны задней грани резцов. Такая подача жидкости способствует надежному удалению стружки из зоны резания при долблении венцов блочных зубчатых колес.
Настройка резцов на размер производится вне корпуса головки в специальном приспособлеиии.
20
Предмет изобретения
Зубодолбежная головка для одновременной обработки зубьев колеса способом копирования, содер кащая корпус с установленными в нем резцами, число которых равно числу зубьев колеса, отличающаяся тем, что, с целью обеспечения возможности установки резцов без демонтажа головки, в ее корпусе выполпепы сквозпые пазы, в которых устаповлепы резцы, закрепленные с помощью держателе, входящих в пазы резцов.
tz I
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
| Головка зубодолбежная для контурнойОбРАбОТКи зубчАТыХ дЕТАлЕй | 1979 |
|
SU848206A1 |
| Головка зубодолбежная для кругового контурного строгания | 1983 |
|
SU1117159A1 |
| Зубодолбежная головка | 1985 |
|
SU1526936A1 |
| ЗУБОДОЛБЕЖНАЯ ГОЛОВКА | 1972 |
|
SU343797A1 |
| Головка зубодолбежная для контурной обработки зубчатых деталей | 1981 |
|
SU1000190A2 |
| СБОРНЫЙ ДОЛБЯК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЗУБЬЕВ ЭВОЛЬВЕНТНЫХ ШЛИЦЕВЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2535421C1 |
| Зубодолбежная головка | 1976 |
|
SU573275A1 |
| Способ обработки круговых зубьев | 1984 |
|
SU1261755A1 |
| КОМПЛЕКТНЫЙ ДОЛБЯК С ДИФФЕРЕНЦИРОВАНИЕМ СРЕЗАЕМОГО СЛОЯ | 2004 |
|
RU2258584C1 |