Изобретение относится к технологии окрашивания изделий, имеющих днище небольшого диаметра до 100 мм и обечай- ку высотой до двух диаметров и широко применяемых в различных отраслях промышленности: электротехнической, машиностроительной, пищевой и др.
Известен способ окраски внутренней поверхности изделий, открытых с одной сторон ы, заключающийся в том, что окраску, днища и боковой поверхности ведут двумя распылителями на разных окрасочных постах, каждый из которых имеет механизм для вращения изделия, механизм перемещения распылителя, систему приточно- вытяжной вентиляции. На одном из окрасочных постов окрашивают днище распылительной головкой с факелом, направленным по оси головки, на втором окрашивают боковую поверхность факелом, направленным под углом или перпендикулярно оси головки. При этом распылитель расположен соосно изделию.
Недостатком способа является сложность и большая стоимость оборудования (два окрасочных поста), а также неравномерность покрытия на днище изделия.
Наиболее близким к предлагаемому является способ окраски внутренней поверхности изделий, заключающийся в том, что изделие вращают, вводят в него распылитель, окрашивают днище, поворачивая распылитель с переменной скоростью, а затем окрашивают боковую поверхность изделия, перемещая распылитель вдоль оси с постоянной скоростью.
Недостатком способа является сложность оборудования для поворота распылительной головки с переменной скоростью, а также невозможность его использования для изделий малого диаметра.
VI
ю ел со
Целью изобретения является обеспечение обработки изделий малых диаметров до 100 мм.
Поставленная цель достигается тем, что в способе окраски внутренней поверхности цилиндрических изделий с днищем, окраску днища и боковой поверхности производят факелом, направленным на обрабатываемую поверхность при вращении изделия, перемещая факел вдоль оси изделия при обработке боковой поверхности, перемещение факела осуществляют со смещением от оси изделия на 0,4-0,6 радиуса изделия, причем при окраске днища факел направляют параллельно оси изделия, а при окраске боковой поверхности факел отклоняют на обрабатываемую поверхность струей сжатого воздуха.
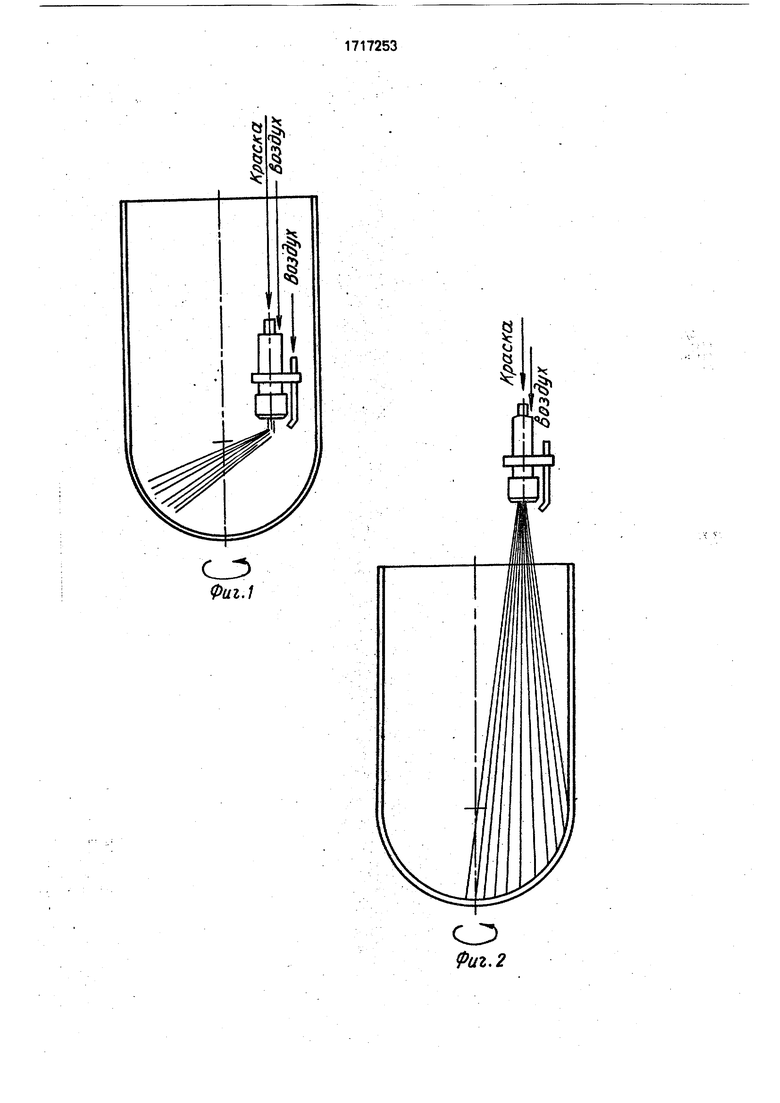
На фиг. 1 изображена схема расположения распылителя относительно изделия при нанесении покрытия на его боковую поверхность; на фиг. 2 - схема расположения распылителя и изделия при окраске днища.
Способ осуществляют следующим образом.
Распылитель располагают со смещением относительно оси изделия, составляющим 0,4-0,6 радиуса изделия, и устанавливают так, что боковое воздушное сопло обращено к оси. Распылитель вводят в изделие, включают привод вращения изделия,, включают подачу воздуха в центральное и боковое воздушные сопла, а затем - подачу краски. Перемещая распылитель вверх, окрашивают боковую поверхность. После того, как распылитель выйдет из изделия и боковая поверхность окажется окрашенной, прекращают подачу воздуха в боковое сопло и в течение 1,5-2,0 с окрашивают днище. Закончив окраску, сначала прекращают подачу краски, а затем воздуха.
Таким образом, предлагаемый способ обеспечивает возможность обработки изделий малых диаметров до 100 мм. Формула изобретения Способ окраски внутренней поверхности цилиндрических изделий в днищем, заключающийся в том, что окраску днища и боковой поверхности производят факелом, направленным на обрабатываемую поверхность при вращении изделия, перемещая факел вдоль оси изделия при обработке боковой поверхности, отличающийся тем, что, с целью обеспечения обработки изделий малых диаметров до 100 мм. при окраске факел перемещают со смещением от оси изделия на 0,4-0,6 радиуса изделия, причем при окраске днища факел направляют параллельно оси изделия, а при окраске боковой поверхности факел отклоняют на обрабатываемую поверхность струей сжатого воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| Насадка на краскораспылительную головку для окраски внутренних глухих полостей цилиндрических изделий | 1957 |
|
SU111279A1 |
| Автоматическая окрасочная линия | 1982 |
|
SU1053892A1 |
| Гибкая линия изготовления металлической тары | 1985 |
|
SU1328037A1 |
| Камера для окраски крупногабаритных изделий | 1980 |
|
SU902859A2 |
| Автоматический распылитель | 1981 |
|
SU975106A1 |
| Распылительная головка для обработки внутренней поверхности изделий | 1978 |
|
SU691209A1 |
| Устройство для нанесения покрытия на внутреннюю поверхность трубы | 1978 |
|
SU727239A1 |
| Автоматическая установка для нанесения покрытий | 1981 |
|
SU1055544A1 |
| Пневматический краскораспылитель | 1978 |
|
SU787100A1 |
| Гибкая линия изготовления металлической тары | 1988 |
|
SU1586831A1 |
Изобретение относится к технологии окрашивания внутренних поверхностей изделий, имеющих днище небольшого диаметра, и может быть использовано в различных отраслях промышленности, Целью изобретения является обеспечение возможности обработки изделий малых диаметров, до 100 мм. Для этого при окраске факел перемещают со смещением от оси изделия на 0,4-0,6 радиуса изделия, причем при окраске днища факел направляют параллельно оси изделия,а при окраске боковой поверхности факел отклоняют на обрабатываемую поверхность струей сжатого воздуха. 2 ил.
| Гоц В.Я | |||
| и др | |||
| Методы окраски промышленных изделий | |||
| М,: Химия, 1975, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Устройство для окраски внутренней поверхности изделий | 1987 |
|
SU1470349A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
