Изобретение относится к производству изделий из порошковых материалов, в частности к устройствам для изготовления длинномерных изделий из термореактивных пресс-порошков.
Известно устройство для изготовления длинномерных изделий из пресс-порошков, содержащее непрерывно пульсирующий горизонтальный пресс и пресс-инструмент, включающий бункер для порошка, камеру для уплотнения и формования порошка, матрицу, цанговый зажим на выходе изделия, поршень и нагреватель.
Камера для уплотнения и формования порошка имеет сужающийся переход от загрузочной зоны к формующему каналу и устройство для охлаждения материала.
Основным недостатком этого устройства является неравномерность плотности по поперечному сечению и вдоль оси прессования, которая достигает 2-5%, а также быстрый износ загрузочной камеры.
Наиболее близким к предлагаемому является устройство для изготовления длинномерных изделий из. порошкообразных материалов, содержащее пресс, включающий подвижную и неподвижную плиты, прессующий инструмент, закрепленный на подвижной по направляющим колоннам пресса плите, обогреваемую матрицу, установленную на неподвижной плите пресса, вибропитатель.
Недостатком известного технического решения является невозможность обеспечить высокую равноплотность получаемых изделий. Колебание плотности материала в изделиях достигает + 3%.
Целью изобретения является повышение равноплотности изделий.
Эта цель достигается тем, что в устройстве для изготовления длинномерных изде-ч
CJ 00 -Ч
лий из порошковых материалов, содержащем пресс, включающий подвижную и неподвижную плиты, прессующий инструмент, закрепленный на подвижной по направляющим колоннам пресса плите, обогреваемую матрицу, установленную на неподвижной плите пресса, дозатор порошка, последний выполнен поршневым, шток дозатора соединен с подвижной плитой пресса посредством закрепленной на ней штанги с собачкой на свободном конце и подпружиненного коленчатого вала, установленного с возможностью взаимодействия с собачкой штанги.
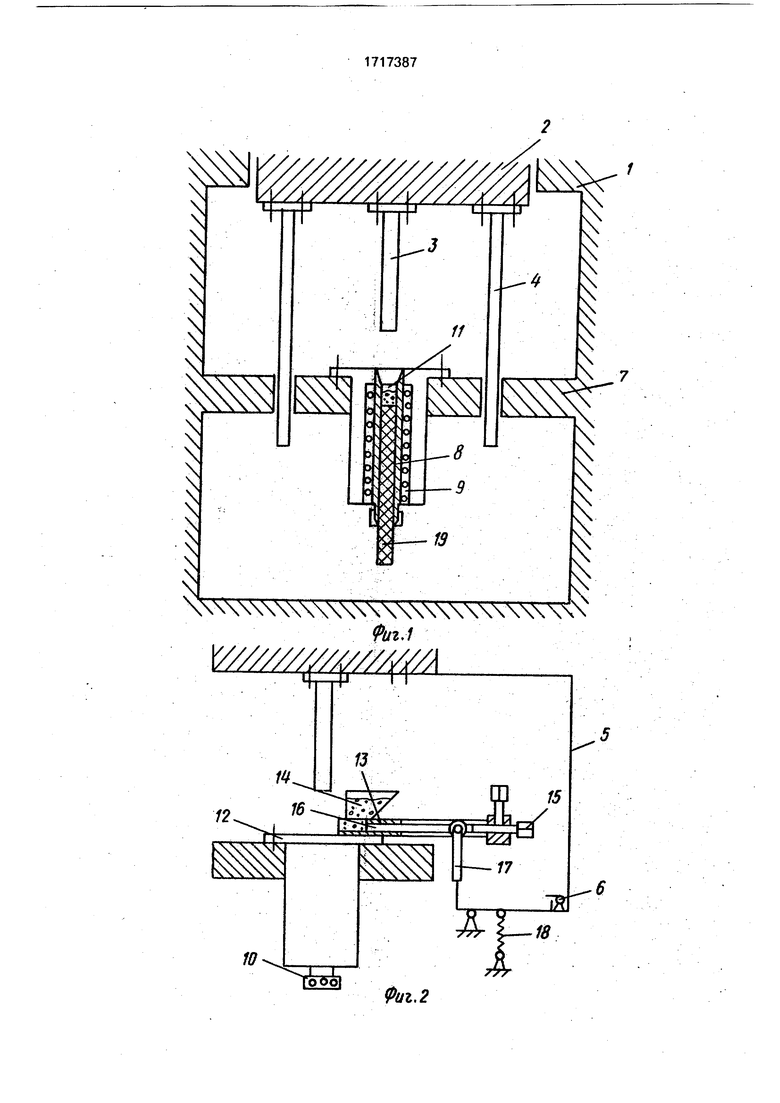
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - то же, вид сбоку.
Устройство для изготовления длинномерных изделий состоит из пресса 1, к подвижной плите 2 которого крепятся прессующий инструмент 3, направляющие колонны 4 и штанга 5 с установленной на свободном ее конце собачкой 6. К неподвижной плите пресса 7 крепятся направляющие колонны 4 и матрица 8 с электронагревательными элементами 9 и цанговым зажимом 10.
Верхняя часть формующего канала матрицы является загрузочной камерой 11 для уплотнения и формования порошка, К верхней плите 12 матрицы крепится корпус 13 поршневого дозатора с установленным на нем бункером 14 для порошка и регулиро-. вочным винтом 15. Поршень дозатора 16 соединен через коленчатый рычаг 17 с пружиной 18 и собачкой 6.
Устройство работает следующим образом.
В бункер 14 дозатора засыпают пресс- порошок. Нагревают матрицу 8. Снизу в формующий канал матрицы 8 вставляют заглушку, изделие 19 зажимают цанговым зажимом 10, включают пресс в автоматическом режиме.
При подъеме подвижной плиты 2 от привода пресса пуансон 3 выходит из загрузочной камеры 11 матрицы и в это время штанга 5 с помощью собачки 6 поворачивает коленчатый рычаг 17 так, что поршень дозатора 16. двигаясь вперед, подает заданную дозу порошка из корпуса дозатора 13 в загрузочную камеру 11 формующего канала матрицы 8. При обратном ходе вниз подвижной плиты 2 пуансон 3 входит в загрузочную камеру 11, уплотняет порошок и перемещает изделие вдоль оси на глубину,
равную высоте одной дозы. В это время под действием пружины 18 поршень дозатора 16 отходит назад и следующая порция порошка из бункера 14 поступает в корпус
дозатора 13 и цикл прессования повторяется.
П р и м е р. В бункер загружают пресс- порошок на основе фенольной смолы и комплексного порошкообразного наполнителя
(органического и минерального), включают привод пресса для работы в автоматическом режиме, осуществляют прессование изделия при следующих условиях: время цикла 2 с, скорость выдавливания 1,8 мм/цикл, что
соответствует 55 мм/мин при температуре матрицы 150°С. При этом время прессования составляет 134 с. Изделие в виде стержня диаметром 10 мм имеет плотность 97% от теоретической плотности, колебание
плотности ± 0,6% и выдерживает без растрескивания скорость нагревания в инертной среде до 800-600°С/ч.
Использование предлагаемого устройства позволяет получать длинномерные изделия из термореактивных пресс-порошков с повышенной равноплотностью при заданном уровне общей пористости, колебание которой не превышает ± 1,5%.
Предлагаемое устройство может найти
применение для экструзии изделий из тер мореактивных пресс-порошков различного назначения, но особенно для стержней малого диаметра, подвергаемых последующим процессам карбонизации, графитации,
карбидизации с целью получения изделий и материалов с заданными свойствами..
Формула изобретения Устройство для изготовления длинномерных изделий из порошковых материалов, содержащее пресс, включающий подвижную и неподвижную плиты, прессующий инструмент, закрепленный на подвижной по направляющим колоннам
пресса плите, обогреваемую матрицу, установленную на неподвижной плите пресса, дозатор порошка, отличаю щ е е с я тем, что, с целью повышения равноплотности изделий, дозатор порошка выполнен поршневым, шток которого соединен с подвижной плитой пресса посредством закрепленной на ней штанги с собачкой на свободном конце и подпружиненного коленчатого вала, установленного с возможностью взаимодействия с собачкой штанги.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для прессования огнеупорных изделий, преимущественно воронок | 1990 |
|
SU1749038A1 |
| Способ изготовления длинномерных изделий из графитопласта и устройство для его осуществления | 1982 |
|
SU1062004A1 |
| Устройство для непрерывного формования изделий | 1991 |
|
SU1790495A3 |
| Устройство для прессования изделий из порошков | 1989 |
|
SU1734949A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗ ПОРОШКА ТОНКОСТЕННЫХ ТРУБОК | 2004 |
|
RU2245219C1 |
| Автоматический агрегат для производства изделий из термоактивных прессматериалов | 1958 |
|
SU129009A1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| ПРЕСС ДЛЯ ПОЛУСУХОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2005 |
|
RU2296045C1 |
| Горизонтальный гидравлический пресс для формования ободьев колес | 1984 |
|
SU1181758A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОГО ДЛИННОМЕРНОГО ИЗДЕЛИЯ | 1996 |
|
RU2124985C1 |
Изобретение относится к производству изделий из пластмасс, в частности к устройствам для непрерывного изготовления длинномерных профильных изделий, например стержней из термореактивных пресс-порошков. Цель изобретения- повышение равноплотности изделий. Для достижения цели изобретения дозатор порошка выполнен поршневым, шток которого соединен с подвижной плитой пресса посредством закрепленной на ней штанги с собачкой на свободном конце и подпружиненного коленчатого вала, установленного с возможностью взаимодействия с собачкой штанги. 2 ил. (л с
Риг.1
12
Ю
Го6о|
Фиг. 2
| Сагалаев Г.В., Виноградов В.М., Комаров Г.В | |||
| Основы технологии изделий из пластмасс (цикл лекций) | |||
| МИТХТ им | |||
| М.В.Ломоносова, М., 1974, ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Камневыбирательная машина | 1921 |
|
SU222A1 |
| Солесос | 1922 |
|
SU29A1 |
