Известный способ изготовления труб с винтовым гофром для сильфонкых шлангов не обеспечивает равномерного распределения деформации стенок труб и придания разпостенным трубам одинаковой толщины.
В описываемом способе раскатку труб на первой операции нанесения гофра пологой формы и увеличенного шага ведут роликами последовательно увеличивающегося диаметра, а сближение витков гофра для получения готового шланга осуществляют при помощи витка переменного шага с профилем заходиой части, совпадгюии1м с профилем заготовки после первой операции.
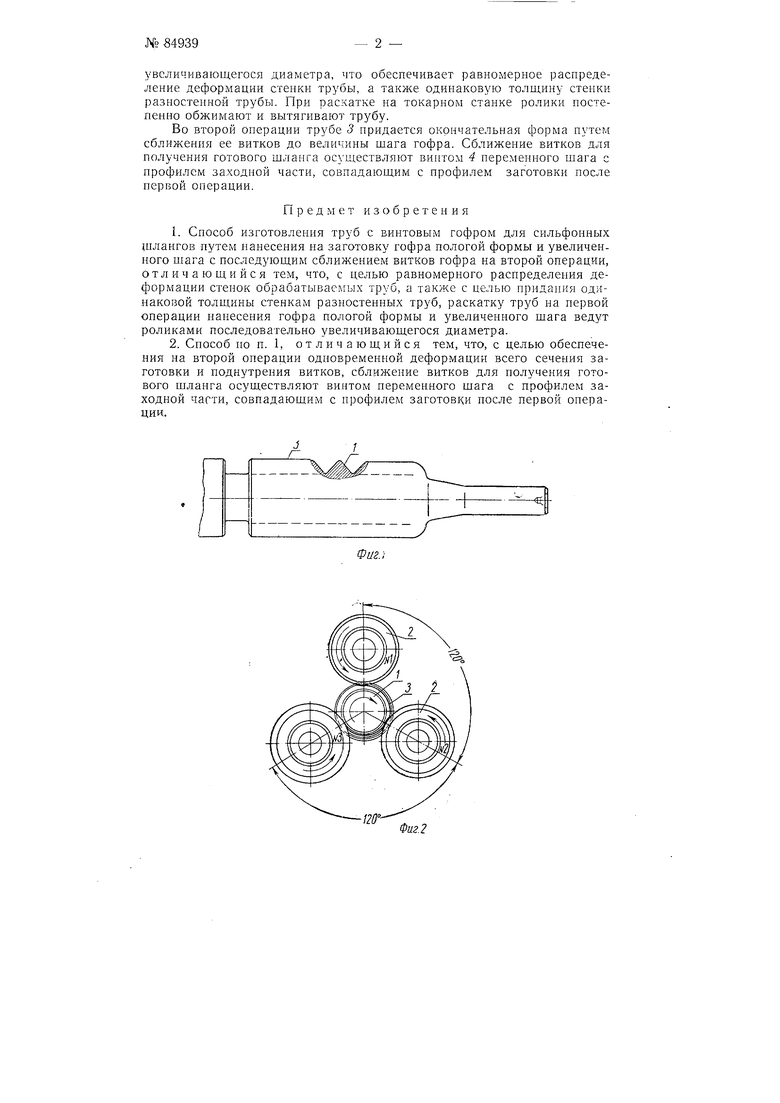
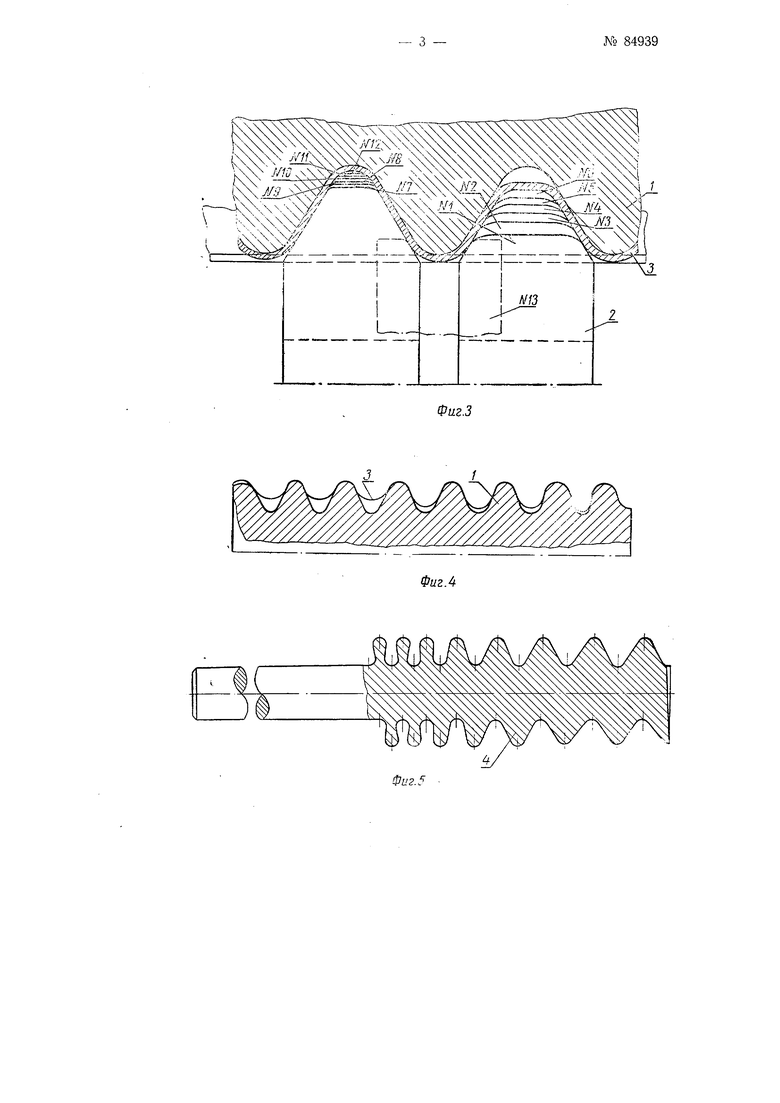
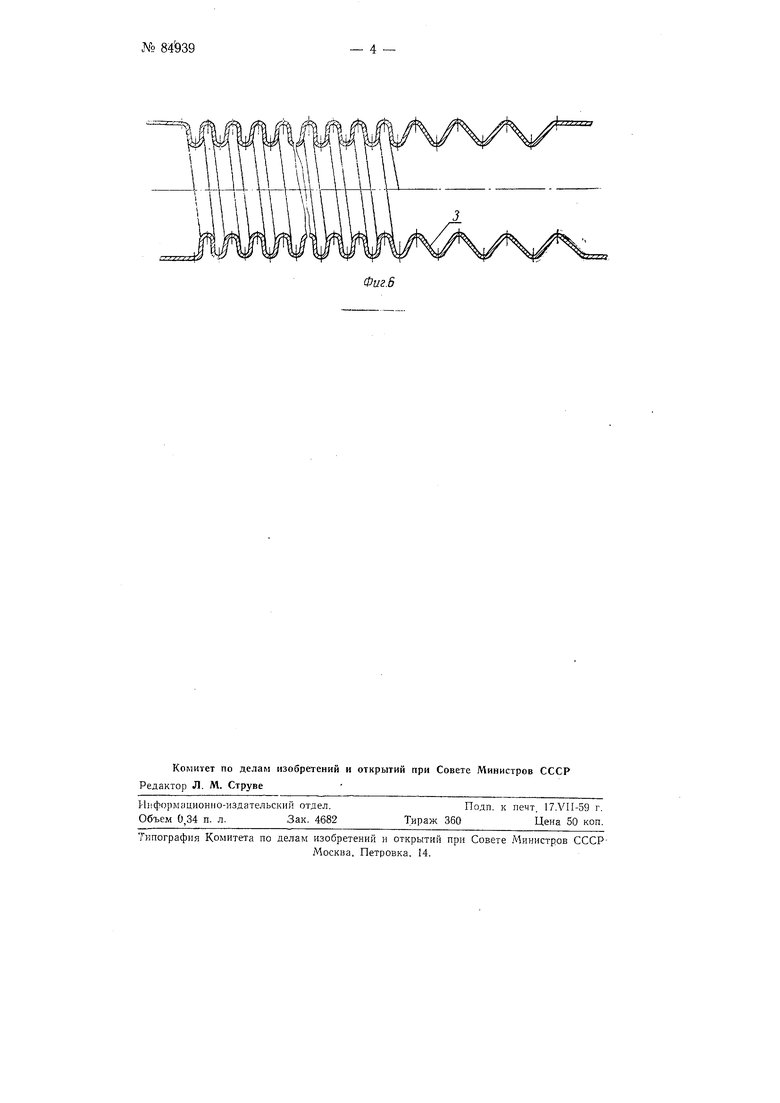
На фиг. 1 показан винтовой стержень, на котором производится предварительная раскатка насаженной на него трубы; на фиг. 2 - схема расположения роликов вокруг винтового стержня; на фиг. 3 и 4 - схемы постепенного изменения роликами профиля трубы; на фиг. 5 - винт переменного шага; на фиг. 6 - схема окончательного формирования профиля гофра винтом.
Винтовой стержень / имеет винтовую канавку, глубина которой равна глубине гофра, а шаг равен примерно двумя шагам гофра. Утоньшенная нравая часть стержня предназначена для надевания на него блока с роликами 2. Наружный диаметр трубы 3 для шланга должен быть равным наружному диаметру шланга, а толщина ее стенки определяться расчетом. Количество роликов и их профили рассчитывают, исходя из величины обжатня трубы каждым роликом. Величину определяют -в свою очередь из условия равномерного распределения деформаций стенок обрабатываемой трубы по глубине канавки. Ролики монтируют в порядке возрастания их диаметра так, чтобы угловое расстояние между их осями было равно 120° и их оси были расположены на одинаковом расстоянии от оси винтового стержня, а сами ролики были установлены по отношению к стержню под углом, равным углу подъема винтовой линии стержня. После ролика .№ 13 установлены еще три калибрующих ролика. Раскатка трубы на нервой операции нанесения гофра пологой формы и увеличенного шага ведется роликами последовательно
увеличивающегося диаметра, что обеспечивает равномерное распределение деформации стенки трубы, а также одинаковую толщину стенки разноетенной трубы. При раскатке на токарном станке ролики постепенно обжимают и вытягивают трубу.
Во второй операции трубе 3 придается окончательная форма путем сближения ее витков до величины шага гофра. Сближение витков для получения готового щланга ос ществляют винтом 4 переменного шага с профилем заходной части, совпадающим с профилем заготовки после первой операции.
Предмет изобретения
1.Способ изготовления труб с винтовым гофром для сильфонных шлангов путем нанесения на заготовку гофра пологой формы и увеличенного тага с последующим сближением витков гофра на второй операции, отличающийся тем, что, с целью равномерного распределения деформации стенок обрабатываемых труб, а также с целью придания одинаковой толщины стенкам разностенных труб, раскатку труб на первой операции нанесения гофра пологой формы и увеличенного шага ведут роликами последовательно увеличивающегося диаметра.
2.Способ по п. 1, отличающийся тем, что, с целью обеспечения на второй операции одновременной деформации всего сечения заготовки и поднутрения витков, сближение витков для получения готового шланга осуществляют винтом переменного щага с профилем заходной части, совпадающим с профилем заготовки после первой операции.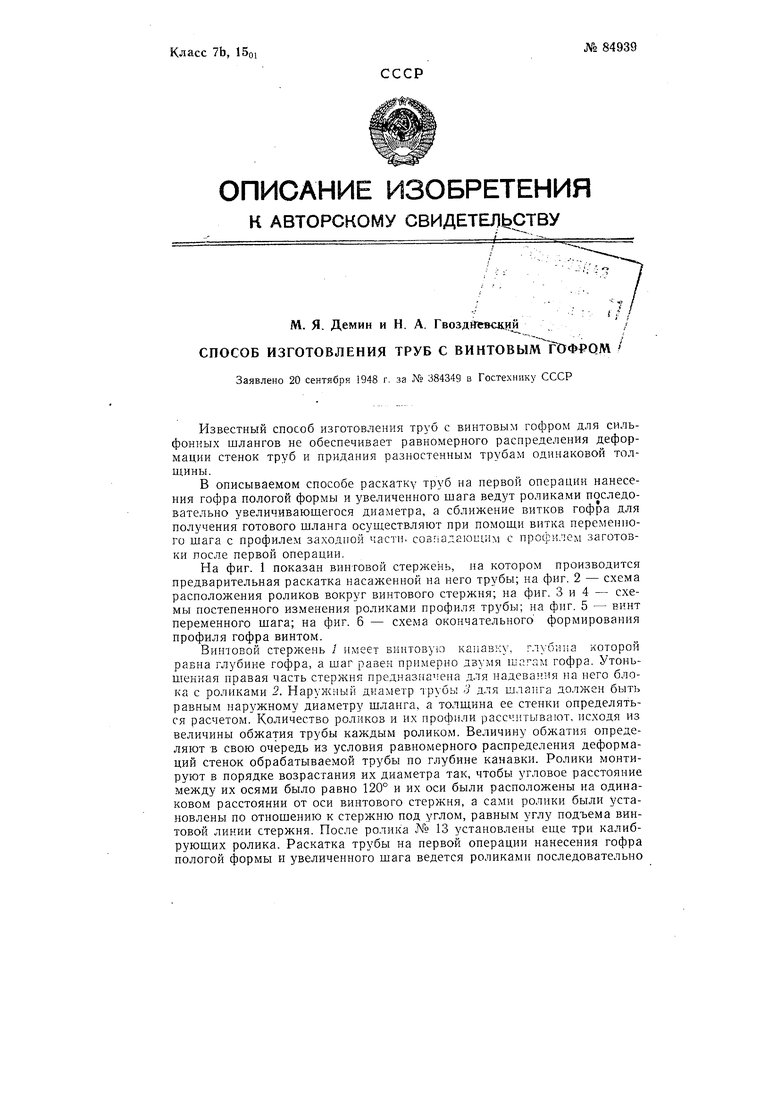
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГИБКИХ МЕТАЛЛОРУКАВОВ | 1969 |
|
SU239187A1 |
| Устройство для изготовления труб с винтовым гофром | 1985 |
|
SU1282935A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ПЕРИОДИЧЕСКИМ ПРОФИЛЕМ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2426618C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА МЕТАЛЛА НА ТРУБЫ | 1996 |
|
RU2116375C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2121405C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК ИЗ ТРУБНЫХ ЗАГОТОВОК И ТРУБНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННОЙ ВЫТЯЖКОЙ | 2009 |
|
RU2405646C1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| Теплообменная труба | 1979 |
|
SU868302A1 |
| Способ сближения кольцевых гофров на трубопроводах | 1980 |
|
SU945454A1 |
Фиг.2
..
