Изобретение относится к металлургии, точнее к прокатке полосового материала в горизонтальных четырехвалковых рабочих клетях....
Цель изобретения - повышение точности прокатываемой полосы.
Способ состоит в том что при обжатии раската в горизонтальных рабочих валках, прижатых к опорным валкам усилиями по шейкам рабочих валков, осуществляют циклическое осевое перемещение рабочих валков на заданную величину путем разворота в горизонтальной плоскости по крайней мере одного из вращающихся валков и последующего его противоположного разворота в исходное положение после завершения цикла осевого перемещения, причем изменение направления осевого перемещения производят изменением направления вращения валков. Отличием предложенного способа является то, что после начала разворота рабочих валков в горизонтальной
плоскости увеличивают частоту вращения рабочих валков, а после завершения цикла осевого перемещения валков частоту вращения рабочих валков восстанавливают до первоначальной и далее в процессе прокатки устанавливают разность усилий прижатия на удаленную и приближенную шейки рабочих валков по зависимости:
A Q (2P-F) у ,
где а ао + А а - суммарное осевое перемещение валков:
Эо - величина осевого перемещения рабочих валков в предыдущих циклах;
Да- приращение величины осевого перемещения валков, мм;
Р - усилие прокатки;
f - полная нагрузка на рабочую клеть;
(Зуд - усилие прижатия рабочего валка к опорному на удаленной шейке;
Qnp - усилие прижатия рабочего валка к опорному на приближенной шейке:
«
Ё
V|
ю
ю о
Ј
I - расстояние между приложением усилий прижатия на шейки рабочего валка.
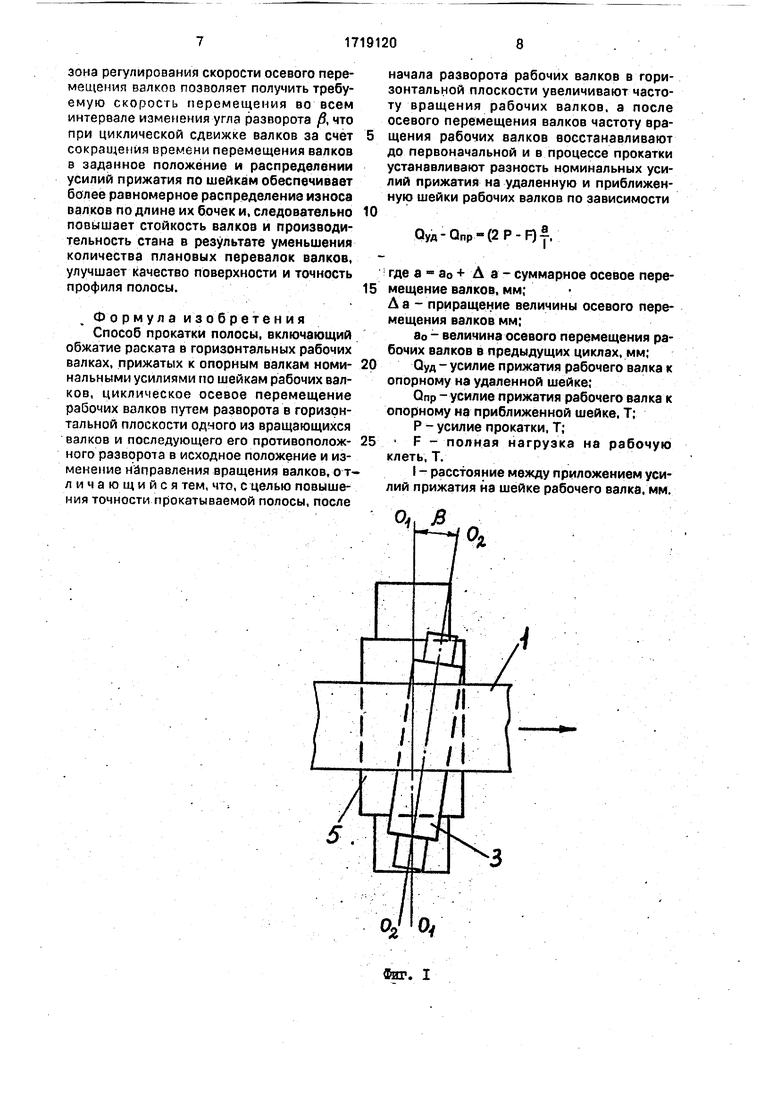
На фиг. 1 показана схема разворота в горизонтальной плоскости нижних рабочего и опорного валков стана кварто в процессе осевого регулирования; на фиг, 2 показана схема осевого перемещения рабочих валков с приложением усилий противо- изгиба.
Полоса 1 прокатывается между верхним рабочим валком 2 и нижним рабочим валком 3, прижатыми соответственно к верхнему 4 и нижнему 5 опорным валкам.
Циклическое осевое перемещение а рабочего валка, развернутого в горизонтальной плоскости относительно парного опорного валка на угол (образованный между осью OiOi опорного валка 5 и осью 0202 рабочего валка) происходит в результате его перекатывания по винтовой линии. За время 1ц величина приращения осевого перемещения:
Ла ,
(D
где Да - величина приращения осевого перемещения;
V - скорость осевого перемещения;
Тц - время цикла осевого перемещения валка.
Приращение скорости осевого перемещения равно
Д Дп,
(2)
где Д п - приращение частоты вращения валка;
Н - шаг винтовой линии, равный
Дп
Да
71 D tgЈ V
(6)
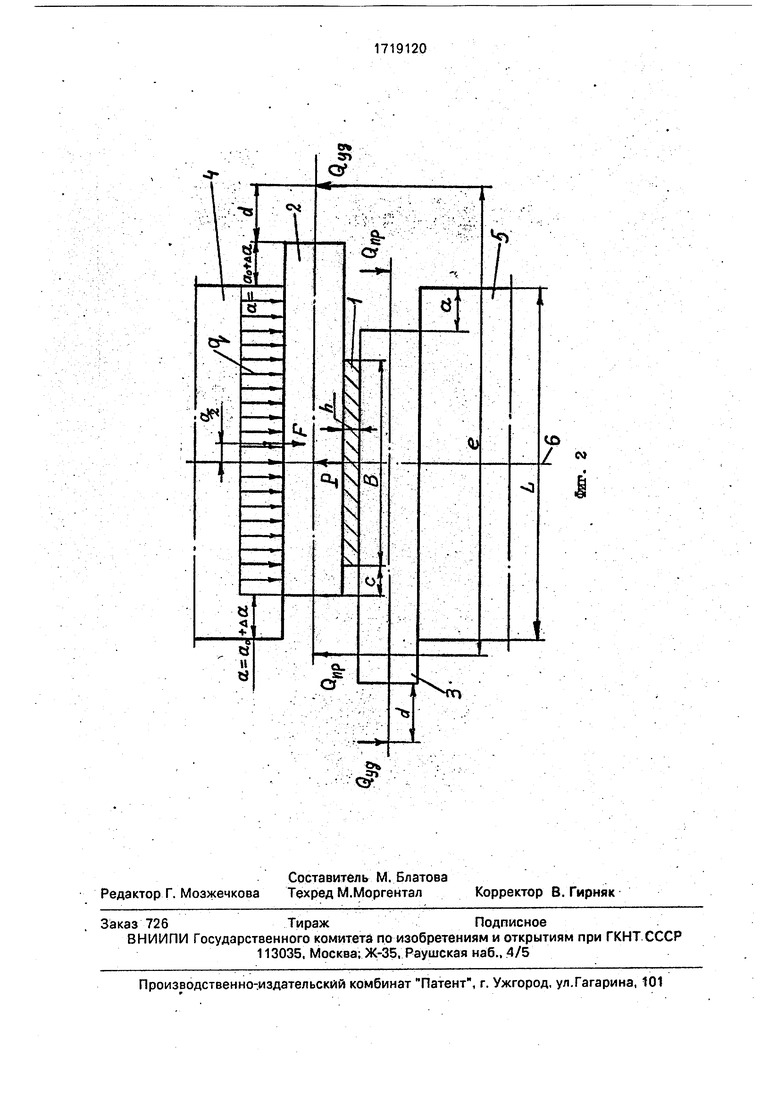
На фиг. 2 приведена схема прокатки по- лосы с осевым перемещением рабочих валков в противоположные стороны на величину а ар + Да. Полоса 1 шириной В и толщиной h прокатывается между верхним 2 и нижним 3 рабочими валками, отража- ющимйся на верхний 4 и нижний 5 опорные валки. Со стороны полосы 1 на рабочие валки 2, 3 действует усилие прокатки Р, воспринимаемое межвалковым давлением q между опорными 4, 5 и рабочими 2, 3 валками. На рабочие валки.действуют усилия прижатия Qnp на приближенную шейку и Оуд на удаленную шейку. Равнодействующая полной нагрузки на клеть F Р + Q пр + + Оуд смещена от оси прокатки 6 на величи
. я
ны величину +-..
Согласно целевому признаку при равномерном межвалковом давлении q должод соблюдаться условия равновесия q(L-a)«f Р + Qnp + Оуд. Сумма моментов относитель но шейки с точкой приложения усилия 0« имеет вид: - Qnp + Рф + а + d)- рф-| + а + d} 0. Щ
Сумма моментов относительно шейки $ точкой приложения усилия имеет вид:
Оудчт|+ c + d)-F(| + c + d+f)0, (2)
при этом
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1987 |
|
SU1443991A2 |
| Способ регулирования профиля прокатываемой полосы на стане кварто | 1987 |
|
SU1447442A1 |
| Устройство для регулирования осевого перемещения прокатного валка | 1984 |
|
SU1196052A1 |
| Гидравлическое нажимное устройство прокатного стана | 1981 |
|
SU997873A2 |
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| Способ прокатки | 1988 |
|
SU1629117A1 |
| Способ воздействия на профиль прокатываемой полосы на стане кварто | 1983 |
|
SU1106557A1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА | 1998 |
|
RU2146973C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
Изобретение относится к металлургии, точнее к прокатке полосового материала, в горизонтальных четырехвалковых рабочих клетях. Цель - повышение точности прокатываемой полосы. Способ реализуется устройством, в котором полоса прокатывается между верхним рабочим валком и нижним рабочим валком, прижатым к верхнему и нижнему опорным валкам. Циклическое осевое перемещение рабочего валка, развернутого в горизонтальной плоскости относительно парного опорного валка на угол, происходит в результате его перекатывания по винтовой линии, причем угол образован между осью OiOi опорного валка 5 и осью Оз02 рабочего валка. 2 ил.
Н л D tg Д
(3) 40
где D - диаметр рабочего валка;
Р - угол подъема винтовой линии, равный углу разворота валков в горизонтальной плоскости.
Подставляя выражения (3) в (2) и в (1), получаем:
Д а Д n vr -to / -Гц;
(4)
суммарное осевое перемещение
+ Да,(5)
где а0- величина осевого перемещения валков в предыдущих циклах с учетом осевого перемещения от номинальной частоты вращения в данном цикле.
Из выражения (4) имеем
.-Н-с.
45
Разность усилий на удаленную и приближенную шейки равна из (1) и (2):
ДО 0Уд-Опр(2Р-Р)у.
(3)
Пример 1. В четырехвалковой клети с диаметром рабочего валка 500 мм стана 2500 прокатывается полоса 2,0 мм 2200 мм из стали Ст. Зпс при усилии прокатки 20 МН. Валки имеют увеличенный суммарный осевой ход 50 мм. Частота вращения валков 4 с . Необходимо переместить верхний рабочий валок в осевом направлении на Да 30 мм за tM 15 с. Скорость перемещения должна быть равна 30 мм : 15 с 2 мм/с. В соответствии с известным способом угол разворота /3 между рабочим и смежным с ним опорным валками устанавливают равным:
ft arctg
2 х 1/4 3,14 х 500
3, рад,
при котором скорость перемещения равна заданной.
Однако при прокатке полосы данного сечения при развороте валков на угол/3 S 2: 2,5 х рад появляется нарушение профиля полосы. При частоте вращения 4 с 1 и диаметре валков 500 мм за 1ц 15 с, в течение которых происходит перемещение, будет прокатано 4 х2 х -у- х 15 94200 мм «
«Ј4 м полосы с искаженным профилем.
Чтобы не образовалось искажения профиля, необходимо ограничиться разворотом на угол /8 2, рад, выше которого появляются искажения. Однако при этом скорость перемещения снижается до
ДУ л:-0- An tg/S 3,14х 500х 4х х2,5 х 1,57 мм/С, что на 2 мм/с - -1,57 мм/с 0,43 мм/с ниже заданной скорости. Это приводит к увеличению времени перемещения с 15 с до (30 мм : 1,57) мм/с 19,1 с. Увеличение времени перемещения составляет 19,1 с-15 с 4,1 с или27%, что при многократных осевых циклических пе- .ремещениях для получения равномерного распределения износа, валков вдоль бочки снижает равномерность распределения износа.
В соответствии с предложенным способом, устанавливают угол разворота 2, рад, т.е. угол, до которого нет искажений профиля полосы, а частоту вращения валков увеличивают на
А п
AV
Да
n-.D-tgp jr-D-tutg.
. 0,43
1,1 с 1.
При этом частота вращения становится равной 4 + 1,1 5,1 с , скорость перемещения.,
А V я: DvA.-n tg-/3- 3,14 х500 х 5,1х х2,5 2 мм/с, а время перемещения t« равно заданному 30 мм : 2 мм/с 15 с. По окончании осевого перемещения валка на 30 мм из первоначального положения в заданное разворот валков в горизонтальной плоскости устраняют, т.е. возвращают в исходное угловое положение при / 0, а частоту вращения валков с 5,1 с снижают до
установившегрся первоначального значения 4 .
При начале прокатки полосы устанавливают разность усилий прижатия на удален- ную и приближенную шейки для обеспечения равномерного давления и сплющивания между рабочими и опорными валками.
Так, для полосы шириной В 2200 мм усилие прокатки составляет 2000 тс, сум- марное усилие прижатия равно 200 тс, расстояние I 3500 мм | для стана 2500.
югда разница усилий прижатия
15
ДО. ОУД.- Qnp (2 х 2000 - 2200 15,4 тс.
3500
Следовательно, усилие прижатия на удаленную шейку рабочего валка равно 107,7 тс, на приближенную шейку равно 92,3 тс.
П ример 2. В той клети за время паузы 2 с необходимо произвести осевое перемещение валка на 30 мм. Максимальный угол разворота по конструктивным соображениям равен @тах 15х рад, Максимально возможная скорость осевого перемещения при частоте вращения 4 равна:
AV TT- D- /:ntg #nax 3,14x500x4x х.15x10 4 9.4 мм/с.
Время перемещения tq 30 мм : 9,4 мм/с 3,2 с на 3,2 с - 2,0 с 1.2 с больше паузы, т.е. заданного времени. Для обеспечения заданного времени 2 с скорость пере- мещения должна быть: 30 : 2 15 мм/с, что на 15 мм/с - 9,4 мм/с 5,6 мм/с больше максимально возможной.
В соответствии с предложенным способом угол разворота устанавливают мак- симальным /3 Дпах - рад и увеличивают частоту вращения на ,
Д п
ДУ
Да
п D tg Длах я D т.ц tg /Smax
,-4
2,4 с 1.
т.е. с 4 до 4 + 2,4 - 6,4 . При этом скорость перемещения становится равной 15 мм/с и время перемещения равно заданному 2 с.
По окончании осевого перемещения валка угол разворота устанавливают рав- ным нулю, а частоту вращения снижают с 6,4 до первоначальной 4 . При прокатке устанавливают разность усилий прижатия по шейкам рабочих валков согласно предыдущему примеру. Расширение диапазона регулирования скорости осевого пере- мещемил валков позволяет получить требуемую скорость перемещения во всем интервале изменения угла разворота /, что при циклической сдвижке валков за счет сокращения времени перемещения валков в заданное положение и распределении усилий прижатия по шейкам обеспечивает более равномерное распределение износа валков по длине их бочек и, следовательно повышает стойкость валков и производительность стана в результате уменьшения количества плановых перевалок валков, улучшает качество поверхности и точность профиля полосы.
Формула изобретения Способ прокатки полосы, включающий обжатие раската в горизонтальных рабочих валках, прижатых к опорным валкам номи- нальными усилиями по шейкам рабочих валков, циклическое осевое перемещение рабочих валков путем разворота в горизонтальной плоскости одного из вращающихся валков и последующего его противополож- ного разворота в исходное положение и изменение направления вращения валков, отличающийся тем, что, с целью повыше ния точности прокатываемой полосы, после
начала разворота рабочих валков в горизонтальной плоскости увеличивают частоту вращения рабочих валков, а после осевого перемещения валков частоту вращения рабочих валков восстанавливают до первоначальной и в процессе прокатки устанавливают разность номинальных усилий прижатия на удаленную и приближенную шейки рабочих валков по зависимости
Оуд-Опр-(2Р-Р)|.
где а - а0 + А а - суммарное осевое перемещение валков, мм; Да - приращение величины осевого перемещения валков мм;
во величина осевого перемещения рабочих валков в предыдущих циклах, мм;
(Зуд - усилие прижатия рабочего валка к опорному на удаленной шейке;
Qnp - усилие прижатия рабочего валка к опорному на приближенной шейке, Т;
Р - усилие прокатки, Т; F - полная нагрузка на рабочую клеть, Т.
I - расстояние между приложением усилий прижатия на шейке рабочего валка, мм.
А, В
а
Фиг. I
| Авторское свидетельство СССР Мг1205391 | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
