Изобретение относится к обработке металлов давлением, в частности к горячей штамповке деталей из листовых заготовок труднодеформируемых сплавов.
Цель изобретения - повышение качества получаемых изделий за счет обеспечения при штамповке условий, близких к изотермическим, без использования сложной и дорогостоящей оснастки.
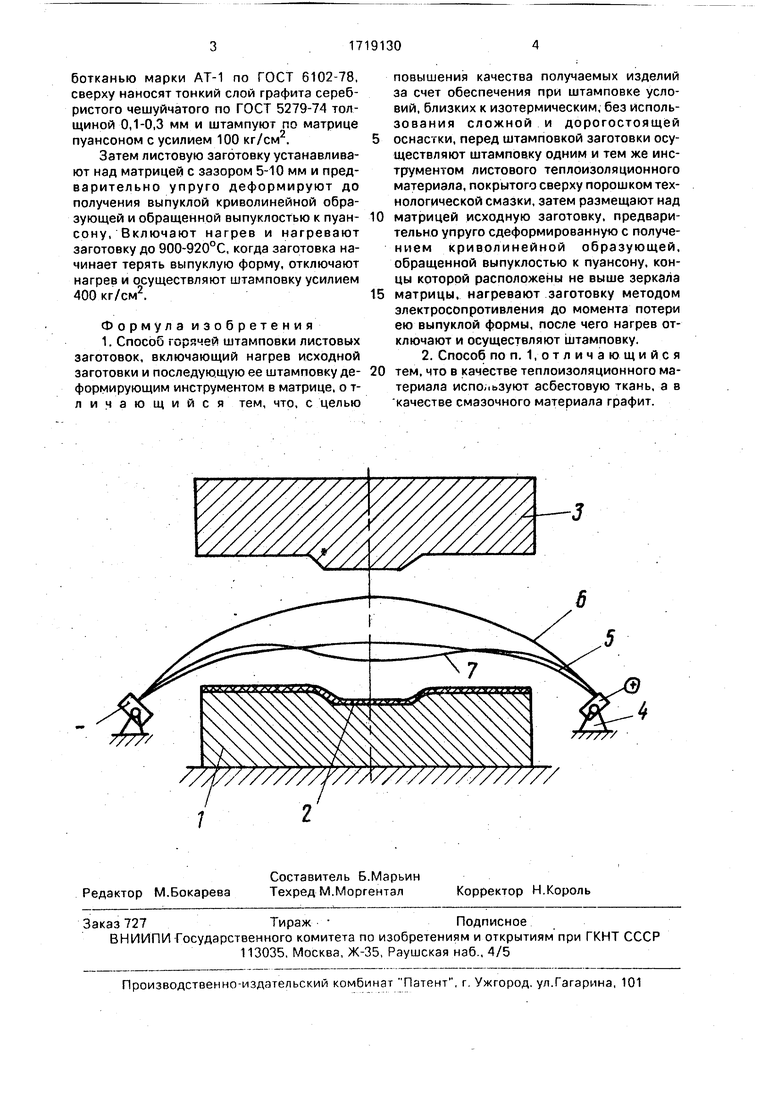
Сущность изобретения поясняется чертежом.
Способ горячей осуществляется в штампе, содержащем матрицу 1. на рабочую поверхность которой укладывают теплоизоляционный материал 2, например асботкань, а сверху наносят графитовый порошок используемый в качестве технологической смазки, и штампуют пуансоном 3 по матрице. Затем над матрицей в зажимах 4, в которым подведены токоведущие шины, закрепляют листовую заготовку 5 и предварительно упруго деформируют ее с получением криволинейной образующей 6, обращенной выпуклостью к пуансону 3. При этом концы листовой заготовки 5 расположены не выше зеркала матрицы 1. Нагреваютзаготовку методомэлектросопротивления до момента потери заготовкой выпуклой формы, т.е. когда она принимает форму 7, нагрев отключают и осуществляют штамповку.
П р и м е р. Изготовление детали из титанового сплава ВТ-20 осуществляют следующим образом. Матрицу покрывают асVI
ю
со о
ботканью марки АТ-1 по ГОСТ 6102-78, сверху наносят тонкий слой графита серебристого чешуйчатого по ГОСТ 5279-74 толщиной 0,1-0,3 мм и штампуют по матрице пуансоном с усилием 100 кг/см2.
Затем листовую заготовку устанавливают над матрицей с зазором 5-10 мм и предварительно упруго деформируют до получения выпуклой криволинейной образующей и обращенной выпуклостью к пуансону, Включают нагрев и нагревают заготовку до 900-920°С, когда заготовка начинает терять выпуклую форму, отключают нагрев и осуществляют штамповку усилием 400 кг/см2.
Формула изобретения 1. Способ горячей штамповки листовых заготовок, включающий нагрев исходной заготовки и последующую ее штамповку деформирующим инструментом в матрице, о т- личающийся тем, что, с целью
повышения качества получаемых изделий за счет обеспечения при штамповке условий, близких к изотермическим, без исполь- зования сложной и дорогостоящей
оснастки, перед штамповкой заготовки осуществляют штамповку одним и тем же инструментом листового теплоизоляционного материала, покрытого сверху порошком технологической смазки, затем размещают над
матрицей исходную заготовку, предварительно упруго сдеформированную с получением криволинейной образующей, обращенной выпуклостью к пуансону, концы которой расположены не выше зеркала
матрицы, нагревают заготовку методом электросопротивления до момента потери ею выпуклой формы, после чего нагрев отключают и осуществляют штамповку.
2. Способ по п. 1, о т л и ч а ю щ и и с я
тем, что в качестве теплоизоляционного материала используют асбестовую ткань, а в качестве смазочного материала графит.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ПРЕССАХ | 2000 |
|
RU2211103C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ДЕТАЛЕЙ КОНЦЕВОГО РЕЖУЩЕГО И СТЕРЖНЕВОГО ШТАМПОВОЧНОГО ИНСТРУМЕНТОВ | 2007 |
|
RU2359776C2 |
| Способ обработки изделий из тонкого листа | 1987 |
|
SU1555010A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ С НАГРЕВОМ | 2000 |
|
RU2212969C2 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2028850C1 |
Изобретение относится к обработке металлов давлением, в чэг.тнос и к горячей штамповке деталей из листов .ix заготовок труднодеформируемых сплавол. Цель изобретения - повышение качества получаемых изделий за счет обеспечения при штамповке условий, близких к изотермическим, без использования сложной и дорогостоящей оснастки. Для этого перед штамповкой заготовки осуществляют штамповку одним и тем же инструментом листового теплоизоляционного материала, покрытого сверху порошком технологической смазки. Затем над матрицей этого инструмента размещают заготовку, предварительно упруго сде- формированную с получением криволинейной образующей, обращенной выпуклостью к пуансону, концы которой располоя&ены не выше зеркала матрицы. Заготовку нагревают до момента потери ею выпуклой формы, после чего отключают на- грев и осуществляют штамповку. 1 з.п. ф-лы, Ј 1 ил.
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ В ШТАМПАХ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 0 |
|
SU398312A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
