Изобретение относится к обработке металлов давлением, в частности к горячей штамповке деталей из листовых заготовок труднодеформируемых сплавов.
Известен способ горячей штамповки листовых заготовок (а. с. СССР 1719130, B 21 D 21/20), в котором сначала осуществляют штамповку уложенного на матрицу листового теплоизоляционного материала, покрытого сверху порошком технологической смазки, затем размещают над матрицей и листовым теплоизоляционным материалом исходную заготовку, предварительно упруго сдеформированную до выпуклой формы, и нагревают ее до момента потери ею выпуклой формы, после чего отключают нагрев и осуществляют штамповку заготовки.
Недостатком данного способа является то, что большое количество тепла при нагреве заготовки уходит в окружающую среду.
Известен способ штамповки деталей из листовых заготовок на гидропрессах (а.с. СССР 1333446, В 21 D 22/00, 1986), включающий установку листовой заготовки между матрицей и пуансоном, ее электроконтактный нагрев до температуры штамповки, при этом пуансон и матрицу не нагревают, и формообразование, в процессе которого давление пуансона на обрабатываемую поверхность сохраняют до полного остывания детали, причем суммарная теплоемкость используемых для изготовления матрицы и пуансона материалов превышает теплоемкость листовой заготовки не менее чем в 100 раз.
Недостатком данного способа являются значительные энегрозатраты на нагрев заготовки до требуемой температуры, т.к. при этом большое количество тепла передается заготовкой при ее нагреве окружающей среде. В процессе формообразования вследствие изменения контакта поверхности нагретой заготовки с рабочими поверхностями матрицы и пуансона, имеющими относительно низкую температуру, происходит неравномерное охлаждение деформируемой заготовки. В результате этого в отформованной детали появляются остаточные напряжения, которые после снятия внешней нагрузки вызывают изменения размеров детали, поводку, коробление.
Наиболее близким по технической сущности и достигаемому результату является способ штамповки деталей из листовых заготовок на гидропрессах (патент 2021055 РФ, В 21 D 22/20, 1994), включающий установку листовой заготовки в зажимах между матрицей и пуансоном, ее электроконтактный нагрев, натяжение и формообразование. Листовую заготовку перед нагревом устанавливают между матрицей и пуансоном на минимальном расстоянии друг от друга, исключающем касание заготовкой поверхностей матрицы и пуансона. В процессе нагрева заготовки в ограниченном таким образом пространстве происходит меньшее рассеивание энергии в окружающую среду и заготовка быстрее нагревается до необходимой температуры, а следовательно, по сравнению с вышеуказанными аналогами энергозатраты, необходимые для этого, снижаются, но однако остаются высокими.
В данном техническом решении, по сравнению с вышеописанными аналогами, матрица и пуансон, находясь в максимально возможной близости от нагреваемой заготовки и обладая гораздо большей теплоемкостью, чем заготовка, также нагреваются. Но так как процесс нагрева весьма кратковременен (не более 180 с), то существенно повышается температура лишь поверхностных слоев матрицы и пуансона. Благодаря тому, что температура поверхности матрицы и пуансона соизмерима с температурой заготовки, охлаждение заготовки во время формообразования происходит достаточно медленно по сравнению со скоростью формообразования. Поэтому выравнивание температур поверхностных и внутренних слоев матрицы и пуансона, а вместе с этим интенсивное охлаждение отформованной детали происходит после завершения процесса формообразования. Вследствие того, что интенсивное охлаждение происходит одновременно по всей поверхности отформованной детали, она охлаждается равномерно и благодаря этому удается избежать появления остаточных напряжений в детали, и избежать поводку и коробление.
Однако, во всех выше описанных аналогах, вследствие горизонтального расположения заготовки в штампе, происходит значительный ее прогиб под действием собственного веса в направлении сил гравитации. Этот прогиб увеличивается от теплового расширения при контактном нагреве. Силы натяжения заготовки ограничены условиями прочности прижима, деталей ее механизмов и самой заготовки. Поэтому для исключения касания заготовки рабочей поверхности и матрицы установочное расстояние между заготовкой и указанными поверхностями приходится увеличивать.
Задачей изобретени является снижение энергозатрат при штамповке деталей из листовых заготовок за счет уменьшения расстояния между заготовкой и рабочими поверхностями матрицы и пуансона, а также уменьшения требуемых усилий для натяжения заготовки перед формообразованием.
Это достигается тем, что в способе штамповки деталей из листовых заготовок на прессе, включающем установку листовой заготовки в зажимах между матрицей и пуансоном на минимальном расстоянии от них, исключающем касание листовой заготовкой рабочих поверхностей матрицы и пуансона, последующий электроконтактный нагрев листовой заготовки, натяжение и формообразование, в отличие от прототипа, заготовку размещают в плоскости, совпадающей с направлением сил гравитации, т.е. заготовку размещают вертикально. При таком расположении заготовки не происходит прогиба, как под собственным весом заготовки, так и от теплового расширения при нагреве, что позволяет расположить ее, по сравнению с прототипом, на меньшем расстоянии от рабочих поверхностей пуансона и матрицы и позволяет снизить энергозатраты процесса. Кроме того, возможно уменьшение усилия натяжения заготовки, вплоть до нуля, что упрощает реализацию способа. При штамповке деталей из листовой заготовки относительно малой ширины по сравнению с ее длинной заготовку располагают вертикальной лентой и зажимы размещают один над другим.
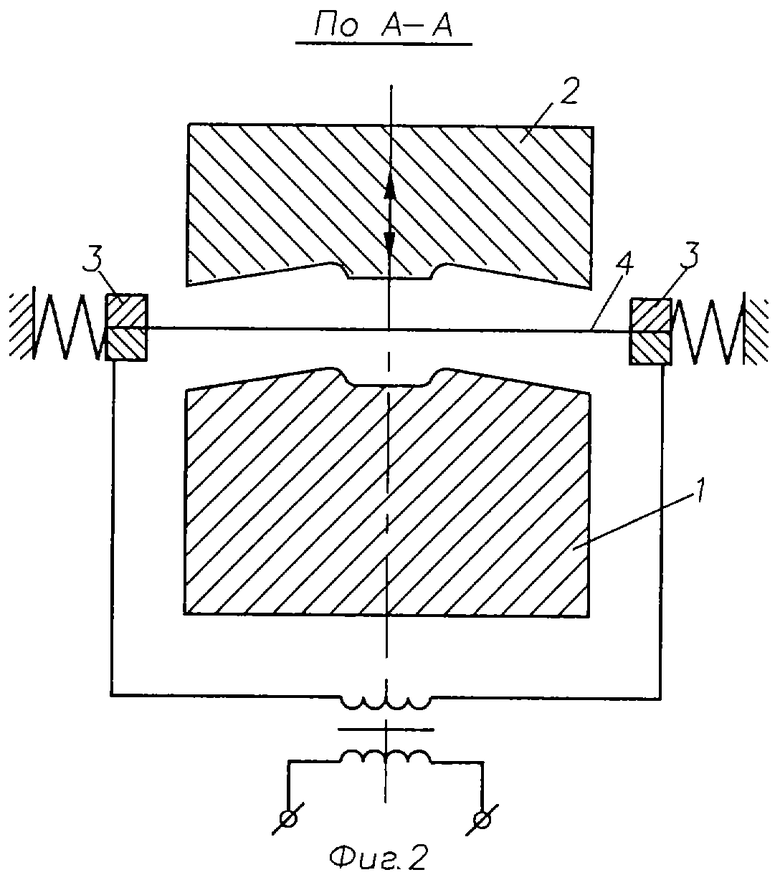
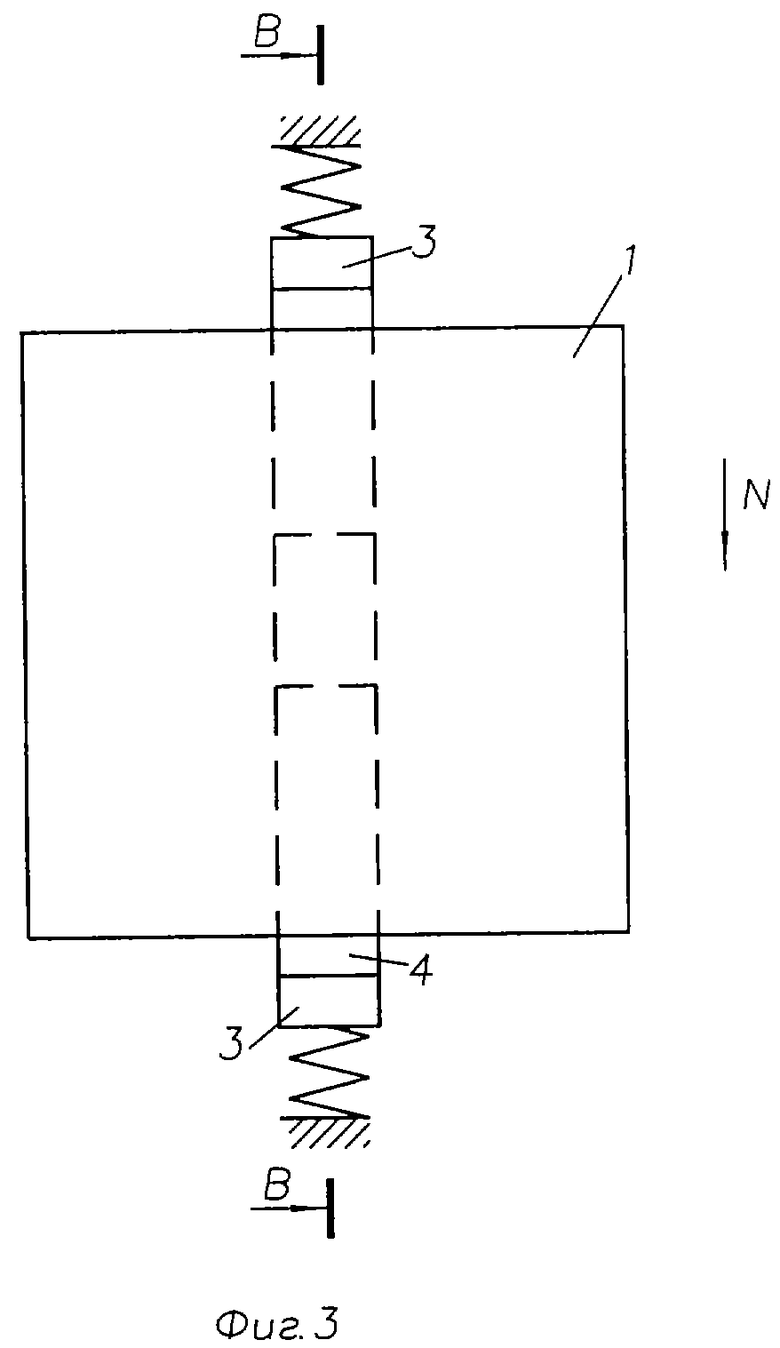
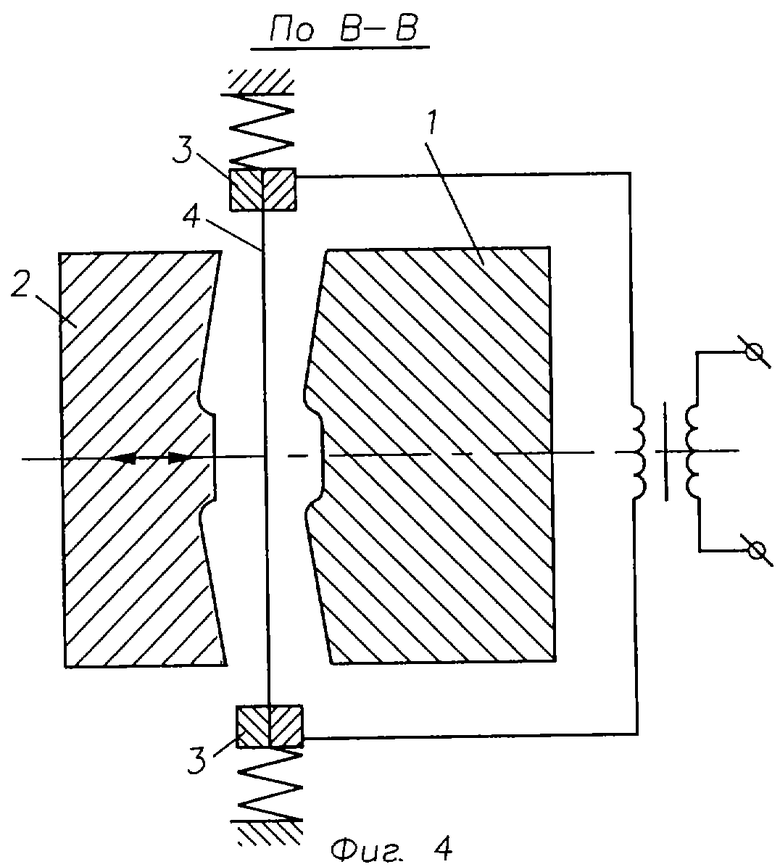
Изобретение поясняется графическими материалами. На фиг.1 представлена схема расположения листовой заготовки на прессе, на фиг.2 - разрез фиг.1 по А-А, на фиг.3 - схема расположения ленточной листовой заготовки на прессе, на фиг.4 - разрез фиг.3 по В-В.
Способ штамповки деталей из листовых заготовок осуществляют следующим образом.
Между матрицей 1 и пуансоном 2 в зажимах 3 устанавливают заготовку 4 в плоскости N, совпадающей с направлением сил гравитации. К зажимам 3 прикладывают небольшое усилие натяжения заготовки, достаточное лишь для компенсации теплового расширения при нагреве и отсутствия потери устойчивости заготовки от собственных сил тяжести. Это обеспечивает возможность обеспечения минимального расстояния между заготовкой и рабочими поверхностями без риска их взаимного касания при любых режимах работы. После этого пропускают ток через заготовку 4, нагревают ее до необходимой температуры, сближают пуансон с матрицей до их смыкания и удерживают их под давлением до полного остывания отформованной детали. После этого пуансон и матрицу раздвигают, а готовую деталь удаляют. В случае, если заготовка имеет форму ленты, т.е. малую ширину относительно ее длины, зажимы располагают один над другим, что гарантирует исключение деформации заготовки под собственным весом. В этом случае имеется возможность снижения усилия натяжения заготовки до нуля, т.е. исключение нижнего зажима, если обеспечивается требуемое натяжение заготовки под собственным весом, или же использование нижнего пуансона в качестве груза.
Пример осуществления способа.
На прессе усилием 250 т устанавливают стальную матрицу и цинковый пуансон массой 3 т. Между матрицей и пуансоном вертикально устанавливают в зажимах заготовку из титанового сплава толщиной 1,5 мм массой 3 кг, как можно ближе к рабочей поверхности матрицы. Подводят пуансон на минимально возможное расстояние между его рабочей поверхностью и поверхностью заготовки, нагревают ее электроконтактным способом до 950oС и производят формообразование листовой заготовки в деталь со скоростью движения ползуна 200 мм/с. После смыкания пуансона с матрицей давление 250 т в штампе удерживают в течение 3-х мин до полного остывания детали. Затем пуансон переводят в исходное положение, деталь удаляют с матрицы. На все операции (установка листовой заготовки, установка пуансона, нагрев заготовки, формовка, удержание давления в штампе и удаление детали из штампа) затрачивается 5-10 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ С НАГРЕВОМ | 2000 |
|
RU2212969C2 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ГИДРОПРЕССАХ | 1992 |
|
RU2021055C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2003 |
|
RU2252832C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1996 |
|
RU2094155C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ПОЛИМОРФНОГО ПРЕВРАЩЕНИЯ В ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВАХ | 2002 |
|
RU2248539C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 1993 |
|
RU2095177C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ НА ГИДРОПРЕССАХ | 1999 |
|
RU2167017C2 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1993 |
|
RU2090286C1 |
Изобретение относится к обработке металлов давлением, в частности к штамповке деталей из листовых заготовок из труднодеформируемых сплавов. Изобретение направлено на уменьшение расстояния между листовой заготовкой и рабочими поверхностями матрицы и пуансона в период нагрева заготовки и уменьшение усилий натяжения листовой заготовки. Способ штамповки деталей из листовых заготовок на прессах включает установку листовой заготовки в плоскости, совпадающей с направлением сил гравитации, в зажимах между матрицей и пуансоном на минимальном расстоянии от них, исключающем касание рабочих поверхностей матрицы и пуансона, последующий ее электроконтактный нагрев, натяжение и формообразование. При штамповке деталей из заготовок относительно малой, по сравнению с ее длиной, ширины зажимы размещают один над другим. Использование изобретения позволяет снизить энергозатраты на штамповку деталей из листовых заготовок. 1 с. и 1 з.п. ф-лы, 4 ил.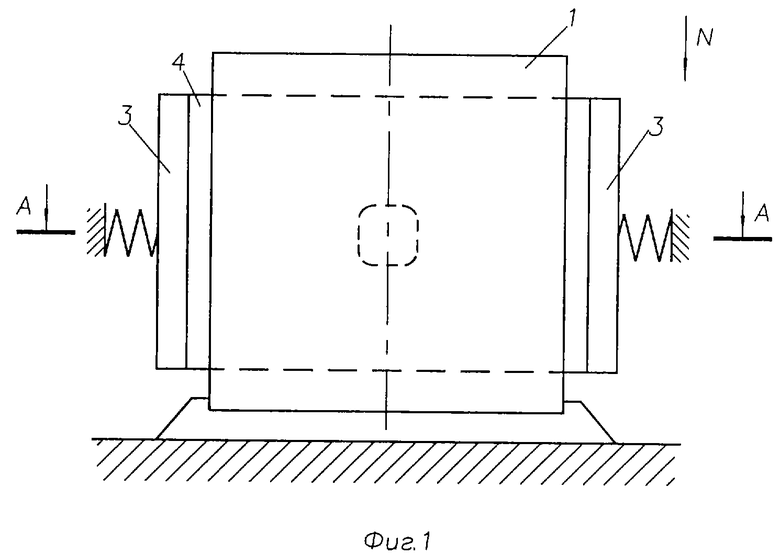
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ГИДРОПРЕССАХ | 1992 |
|
RU2021055C1 |
| 0 |
|
SU86404A1 | |
| Штамп для вытяжки кузовных панелей с фланцем | 1989 |
|
SU1731358A1 |
| Устройство для настройки резонансного контура | 1988 |
|
SU1577073A1 |
| \ ЙС-ЕСОЮЗИАЛ ^ .. .--cYi''! •rrvi;is"r'"rA- IfUiib-JSiSUr ?!.AU?i л .а:Ь: | 0 |
|
SU387349A1 |

