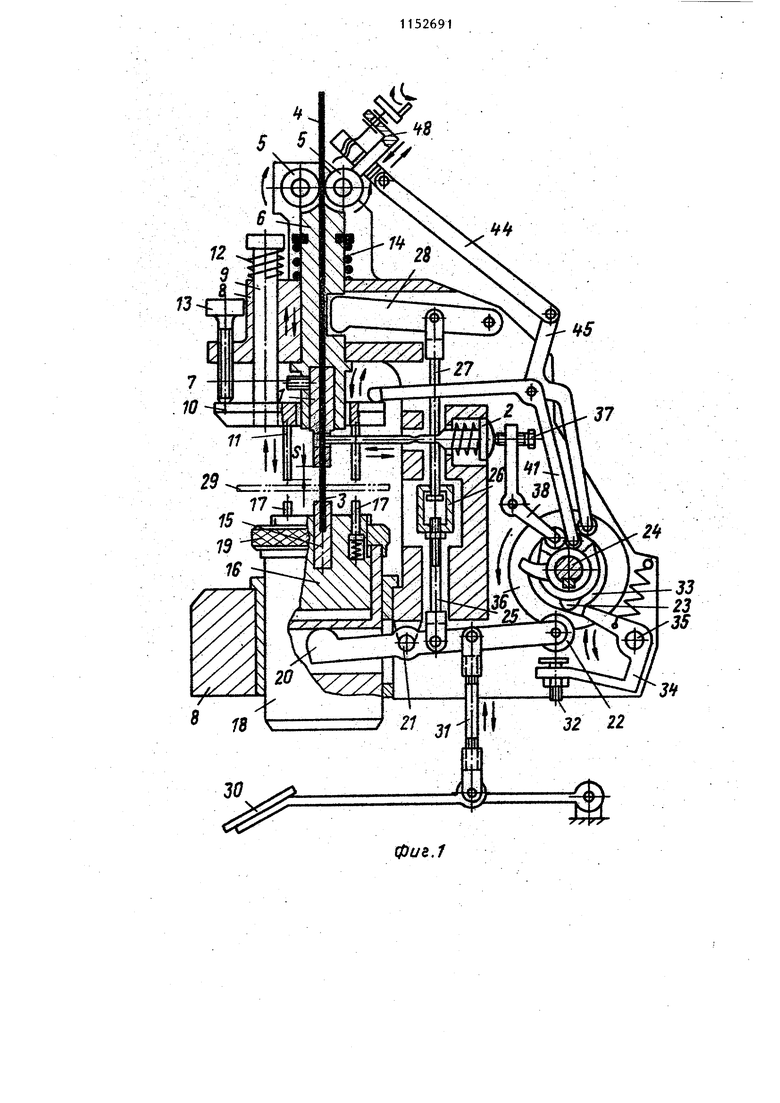
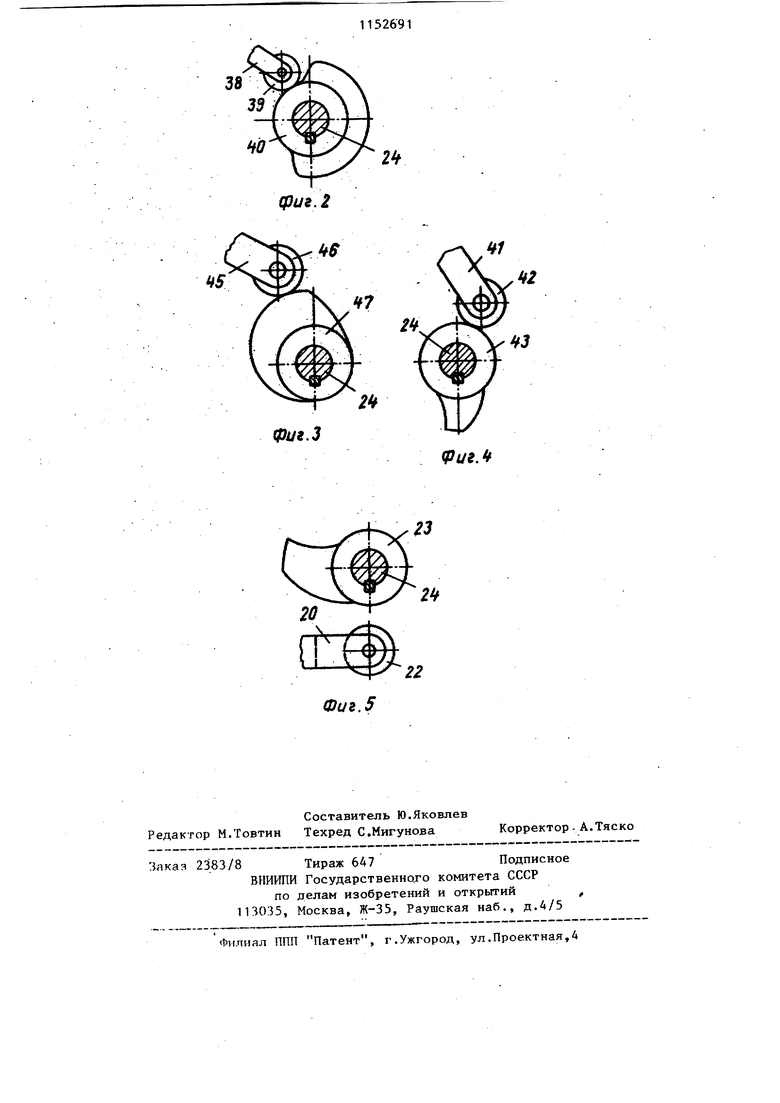
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления и расклепки штырей, штифтов, в платах. Известно устройство для расклепки штырей, содержащее приводные формирующие средства, размещенные на основании 11. Недостатком этого устройства является то, что его технологические возможности ограничены. Известно устройство для изготовле ния и расклепки штьфей в платах, содержащее валковьй механизм для подачи проволоки, высадочные пуансоны с цангами, верхние и нижние толкатели приводимые в движение посредством. рычагов от кулачкового вала 21. Однако качество изделий, изготовленньк на данном устройстве невысокое. Наиболее близким к изобретению по технической сути является устройство для изготовления и расклепки штырей в платах, содержащее размещенные в корпусе валковый механизм подачи проволоки, нижний высадочный пуансон, размещенный на установленном с возможностью перемещения ползуне, верхний отрезной - высадочный пуансон, кинематически связанньй с кулачковым валом посредством рычагов верхние и нижнке подпружиненные уста новочные штьгри 131. Однако качество расклепки штырей в платах невысокое. Целью изобретения является повышение качества изделий; Указанная цель достигается тем, что устройство дпя расклепки, штырей в платах,содержащее размещенные в корпусе валковый механизм подачи проволок нижний высадочньй пуансон, размещенный на установленном с возможностью перемещения ползуне, верхний отрезной высадочный пуансон, кинематически связанный с кулачковым валом посредством рычагов,верхние и нижние подпружиненные установочные , имеет установленный на корпусе с возможностью вертикального перемеще ния шток, на котором размещен верхний отрезной высадочный пуансон, и смонтированный на корпусе рычаг, одно плечо которого взаимодействует с кулачковым валом, а второе г со штоком. Кроме того, с целью обеспечения симметричного зазора между ве1)хним и нижним пуансонами относительно платы, устройство имеет установлен- . ный в корпусе регулировочный винт и смонтированную в корпусе с возможностью перемещения и взаимодействия с регулировочным винтом пластину, посредством которой верхние толкатели жестко связаны между собой. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - отрезка заготовки; на фиг. 3 - подача заготовки; на фиг. 4 - выталкивание платы; йа фиг. 5 - подготовка к расклепке штьфя. Устройство содержит верхний отрезной высадочный пуансон 1, в котором имеет возможность перемещаться подпружиненньй нож 2 и отрезать ааготовку-штьфь 3 из проволоки 4 (круглого или квадратного сечения), подаваемой храповым валковым механизмом 5. Верхний отрезной высадочный пуансон 1 установлен в верхнем штоке ,6 и закреплен винтом 7. Верхний шток 6 установлен в корпусе 8, выполненном в виде жесткой скобы. В корпусе 8 имеет возможность перемещаться ползун 9 с закрепленной на нем пластиной 10 с двумя верхними толкателями 11, причем ползун 9 подпружинен относительно корпуса 8 пружиной 12 (на фиг. 1 толкатели 11 условно показаны в плоскости, развернутой на 90°). Для регулирования размера зазора S установлен регулировочный винт 13. Для возврата в исходное положение верхнего штока 6 установлена пружина 14. Нижний высадочный пуансон 15 установлен в нижнем штоке 16, в котором установлены Подпружиненные толкатели 17. Нижний шток установлен в пиноли 18. Усилие расклепки регулируется регулировочной гайкой 19. Движение пиноли 18 вверх осуществляется при помощи двуПлечего рычага 20, установленного Iна оси 21, через ролик 22 от кулачка 23 кулачкового вала 24, k движение верхнего штока 6 осуществляется от двуплечего рычага 20 при помощи тяги 25 через муфту 26, с помощью которой устанавливается согласование верхнего вггока 6 и пиноли 18 при первоначальной настройке устройства, тягу 27 и рычаг 28. Имеется плата 29. Начало включения устройства осуществляется при помощи педали 30, тяги .31, двуплечего рычага 20, которьй правым плечом имеет возможность нажимать через ролик 22 на регулировочный болт 32, с помощью которого регулируется время срабатьгоания обгонной муфты 33, фигурного рычага 34 установленного на оси 35, причем свободный конец фигурного рычага 34 имеет возможность удерживать обгонную муфту 38, установленную на кулачковом валу 24. Обгонная муфта 33 соединяет кулачковый вал 24 с маховиком 36 (электродвигатель не обозначен) . Величина хода подпружиненного ножа 2 регулируется при помощи з орHqro винта 37. Отрезание заготовки . .осуществляется при помощи двуплечего рычага 38, ролика 39, кулачка 40, имеется рычаг 41, ролик 42 и кулачок 43, Подача проволоки осуществляется храповым валковым механизмом 5 при помощи рычага 44 двуплечего рьмага 45, ролика 46, кулачка 47. Подача заготовки требуемой длины осуществля ется за счет изменения угла поворота роликов храпового валкового йеханизна 5 посредством винтового регулирукщего устройства 48. Устройство работает следукшщм образом. Включают электродвигатель. От Her пер едача идет на маховик 36. Плату 29 насаживают на заготовку 3 движением снизу вверх, до упора в верхние толкатели t1, с зазором S. Нажимают на педаль 30 и через тягу 31, рычаг 20 подводят пиноль 18 с нйкним щтоком 16 и нижним высадочным пуайсоном 15 до упора подпружиненных талкатёлей 17 в плату 29. При этом-загото1вка 3 заходит в отверстие нижнего высадочного пуансона 15. При дальнейшем нажатии на педаль 30 ролик 22 поворачивает рьгааг 34 вокруг оси 35 и включает обгонную муфту 33, т.е. включает кулачковый механизм. В пе, риод удара кулачком 23 по poimncy 22 двуплечий рычаг 20, сме1й(аясь вокруг оси 21 через тягу 25, муфту 26, тяГУ 27 и рычаг 28, воздействует на верхний шток 6 с верхним отрезйыи высадочным пуансоном 1 и последний перемещается вниз навстречу пинолй 18.с нижним штоком 16 и нижним высадочным пуансоном 15. В процессе расклепки подпружиненный нож 2 находится в зоне верхнего отрезного высадочного пуансона 1, являясь упором для заготовки штыря 3. После окончания расклепки подпружиненный нож 2 освобождает отверстие в верхнем отрезном высадочном пуансоне 1 для подачи следующей заготовки-штыря 3. Подача проволоки храповым валковьм механизмом 5 производится от кулачка 47 через ролик 46 двуплечего рычага 45 и 44, причем винтовым регулировочным устройствам 48 вручную задается длина заготовки штыря 5-23 мм. Отрезание штыря 3 производится от кулачка 40 через ролик 39 двуплечего рычага 38, который упорным винТом 37 бьет в торец подпружиненного ножа 2 и который, перемещаясь в верхнем отрезном высадочном пуансоне 1, отрезает заготовку штьфя 3. Выталкивание платы 29 производится от кулачка 43 через ролик 42 двуплечего рычага 41, который своим левым концом нажимает на пластину 10, с верхними толкателями II и последние выталкивают плату 29 со штыря 3. Цикл повторяется. Наличие движения верхнего пуансона относительно жестких толкателей на величину расклепки с верхней стороны платы обеспечивают постоянное качество расклепки штырей в .платах. При такой схеме в процессе оформления штифтов плата остается неподвижной, прижатой к верхним упорам, а на величину обсадки заклеп1 :и смещается верхний отрезной высадочный и нижний вы-, садочный пуансоны. Испытания устройства показали стабильность офорютения заклепки на плате и ожидаемый экономический эффект от использования заявляемого устройетва от ликвидации брака составит tOOO руб. в год.
фиг.1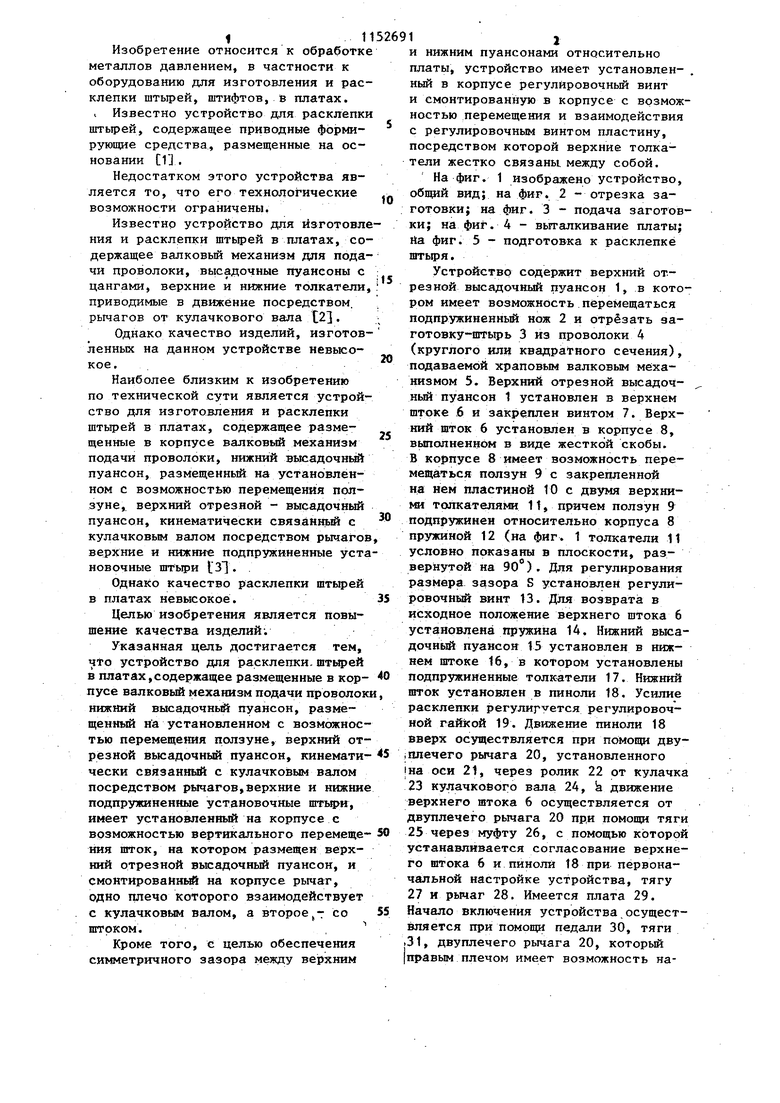

1. УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И РАСКЛЕПКИ ШТЫРЕЙ В ПЛАТАХ, содержащее размещенные в корпусе валковый, механизм подачи проволоки, ниж НИИ высадочный пуансон, размещенный на установленном с возможностью перемещения ползуне, верхний отрезнбй высадочный пуансон, кинематически связаннь с кулачковым валом посредством рычагов, верхние и нижние подпружиненные установочные штыри, отличающееся тем, что, с целью повышения качества изделия, оно имеет установленный на корпусе с возможностью вертикального перемещения шток,, на котором размещен верхний отрезной высадочный пуансон, и смонтированньй на корпусе рычаг, одно плечо которого взаимодействует с кулачковым валом, а второе - со штоком. 2. Устройство ПОП.1, отличающееся тем, что, с целью обеспечения симметричного зазора между верхним и нижним пуансонами относительно платы, оно имеет уста(Л новленный в корпусе регулировочный винт и смонтированную в корпусе с С возможностью перемещения и взаимодействия с регулировочным винтом пластину, посредством которой верхние толкатели жестко связаны между собой.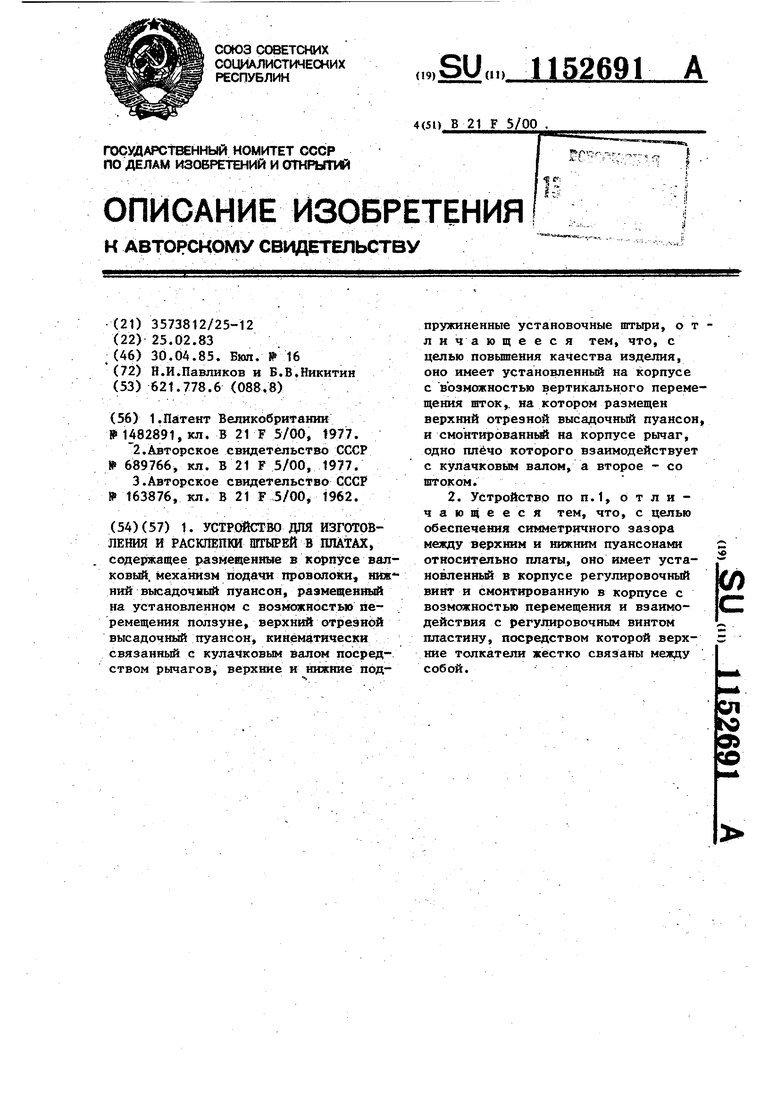
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
