новлены с возможностью перемещения и поворота на стержне, а по их периметру выполнены зубья 4, направленные в сторону ближайшего наконечника. Высота зубьев может быть выполнена с волнообразным профилем, а зубья пластины, образующей
основание конусов и скрепленной со стержнем, направлены с чередованием через один к наконечникам стержня, пластины также могут быть выполнены толщиной, уменьшающейся к наконечникам стержня. 3 з.п, ф-лы, 5 ил., 1 табл.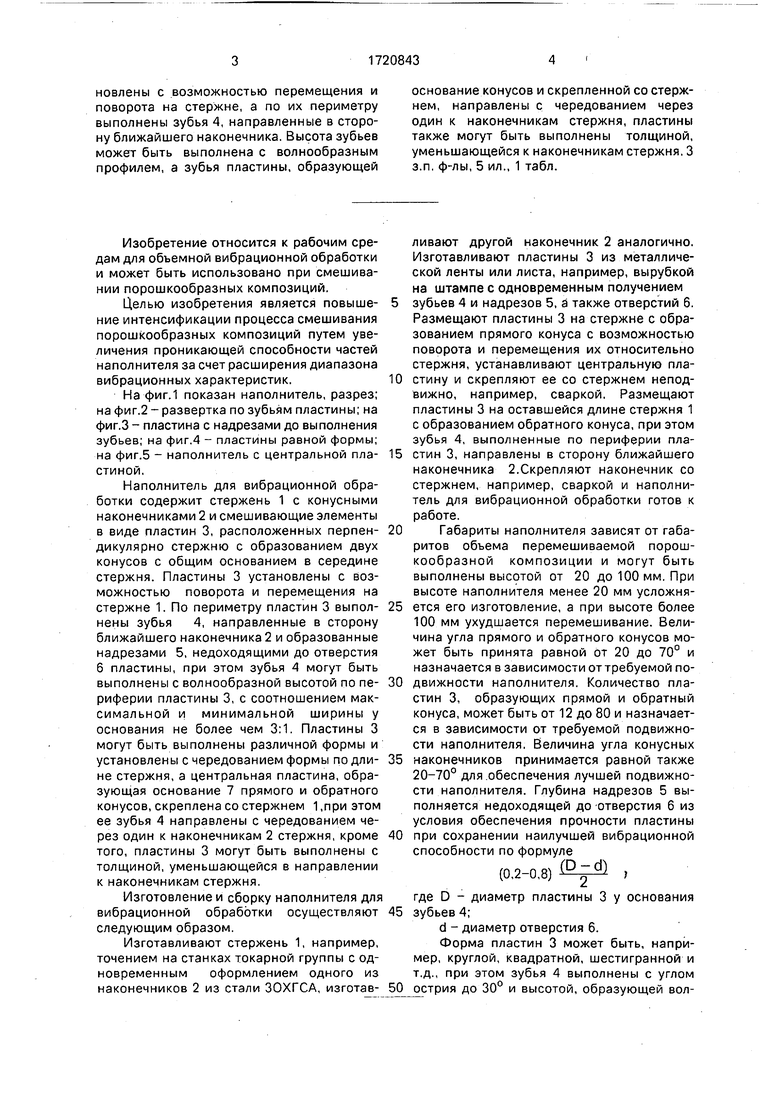
| название | год | авторы | номер документа |
|---|---|---|---|
| Гранула наполнителя для объемной вибрационной обработки | 1988 |
|
SU1609621A1 |
| Гранула наполнителя для вибрационной обработки | 1987 |
|
SU1433775A1 |
| Гранула для вибрационной обработки | 1987 |
|
SU1426763A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1813614A1 |
| БЛОК НЕСЪЕМНОЙ ОПАЛУБКИ | 2014 |
|
RU2583385C1 |
| Гранула наполнителя для объемно-абразивной обработки | 1986 |
|
SU1346405A2 |
| Гранула наполнителя для вибрационной обработки | 1991 |
|
SU1815187A1 |
| ДЕНТАЛЬНЫЙ ИМПЛАНТАТ ХАСАНОВА, УСТРОЙСТВО, СОСТАВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТАНОВКИ | 2004 |
|
RU2271172C1 |
| ПОДБИВОЧНО-УПЛОТНИТЕЛЬНЫЙ ИНСТРУМЕНТ ШПАЛОПОДБИВОЧНОЙ МАШИНЫ | 2005 |
|
RU2308559C2 |
| РЕГУЛИРУЕМАЯ ОПОРА ДЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2256041C1 |
Изобретение относится к рабочим средам для объемной вибрационной обработки и может быть использовано при смешивании порошкообразных композиций. Целью изобретения является повышение интенсификации смешивания порошкообразных композиций путем увеличения проникающей способности элементов наполнителя за счет расширения диапазона вибрационных характеристик. Наполнитель для вибрационной обработки содержит стержень 1 с конусными наконечниками 2 и расположенные перпендикулярно стержню смешивающие элементы в виде пластин 3, образующих два конуса с общим основанием 7 в середине стержня. Пластины уста2 Ё -Ч ГО о 00 .N 00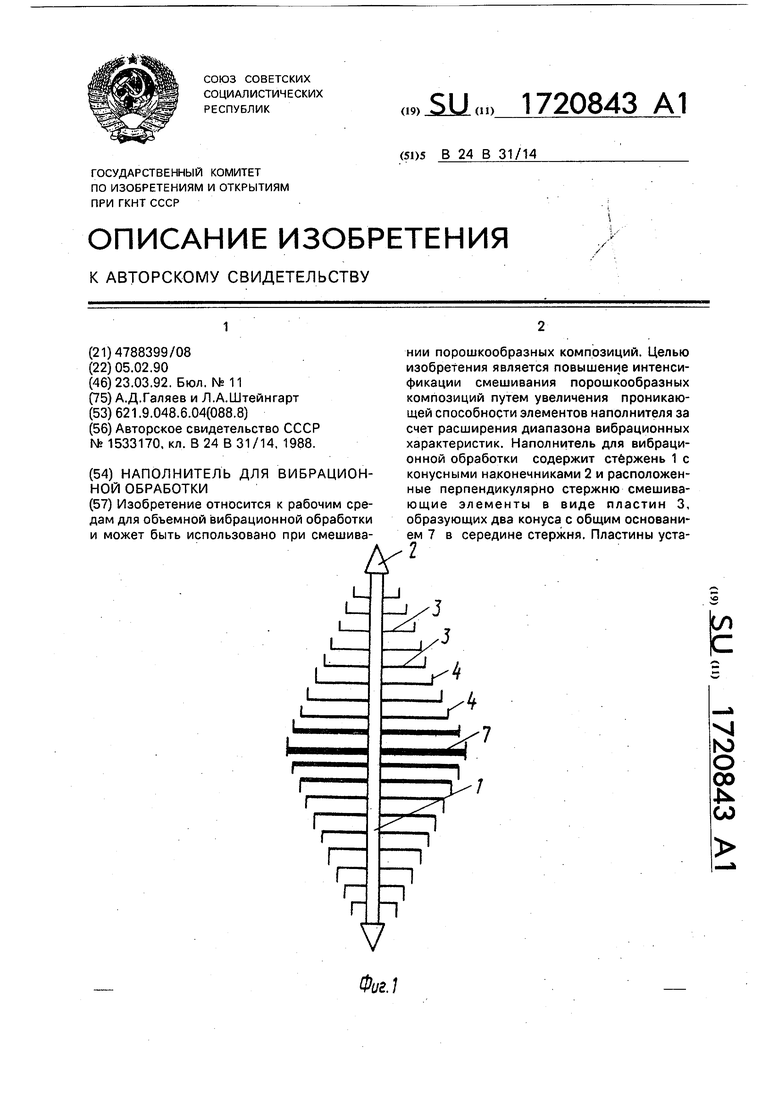
Изобретение относится к рабочим средам для объемной вибрационной обработки и может быть использовано при смешивании порошкообразных композиций.
Целью изобретения является повыше- ние интенсификации процесса смешивания порошкообразных композиций путем увеличения проникающей способности частей наполнителя за счет расширения диапазона вибрационных характеристик.
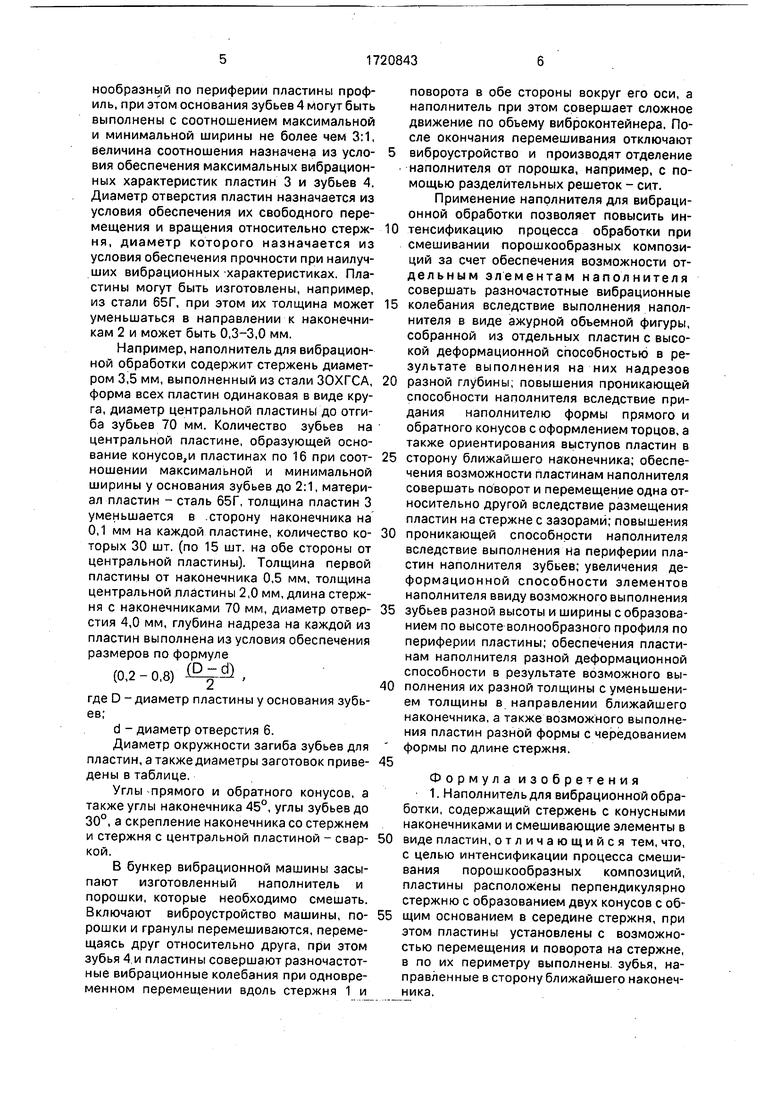
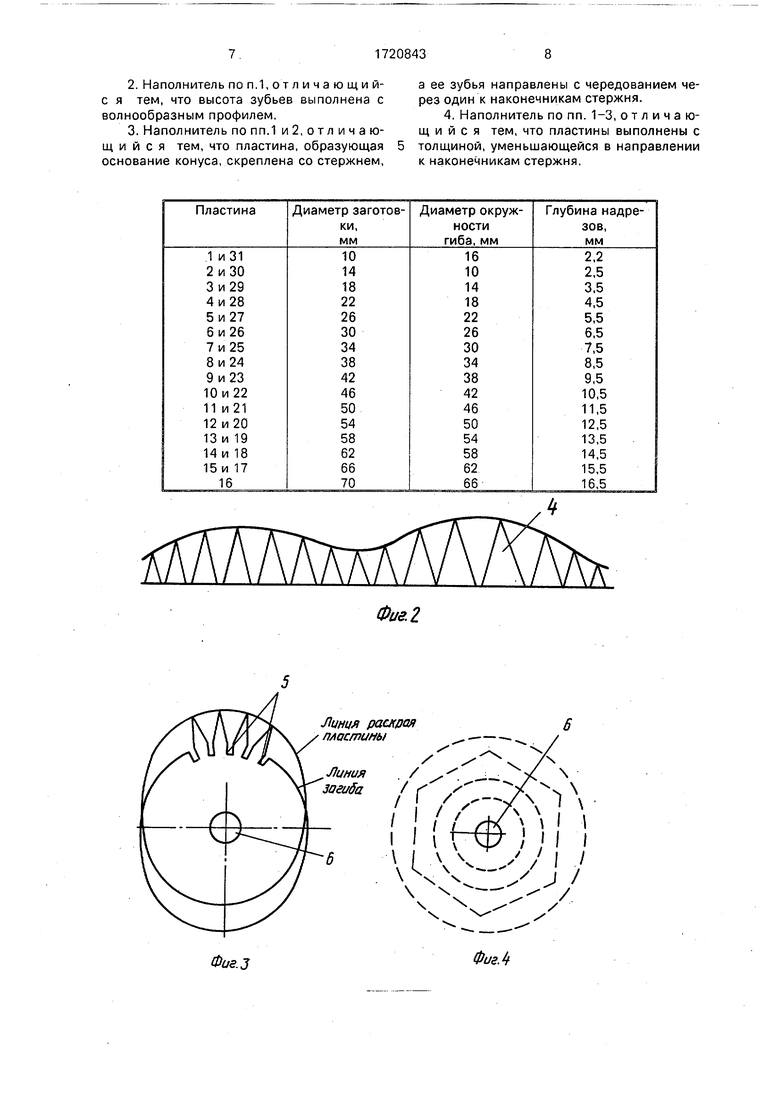
На фиг. 1 показан наполнитель, разрез; на фиг.2 - развертка по зубьям пластины; на фиг.З - пластина с надрезами до выполнения зубьев; на фиг.4 - пластины равной формы; на фиг.5 - наполнитель с центральной пла- стиной,
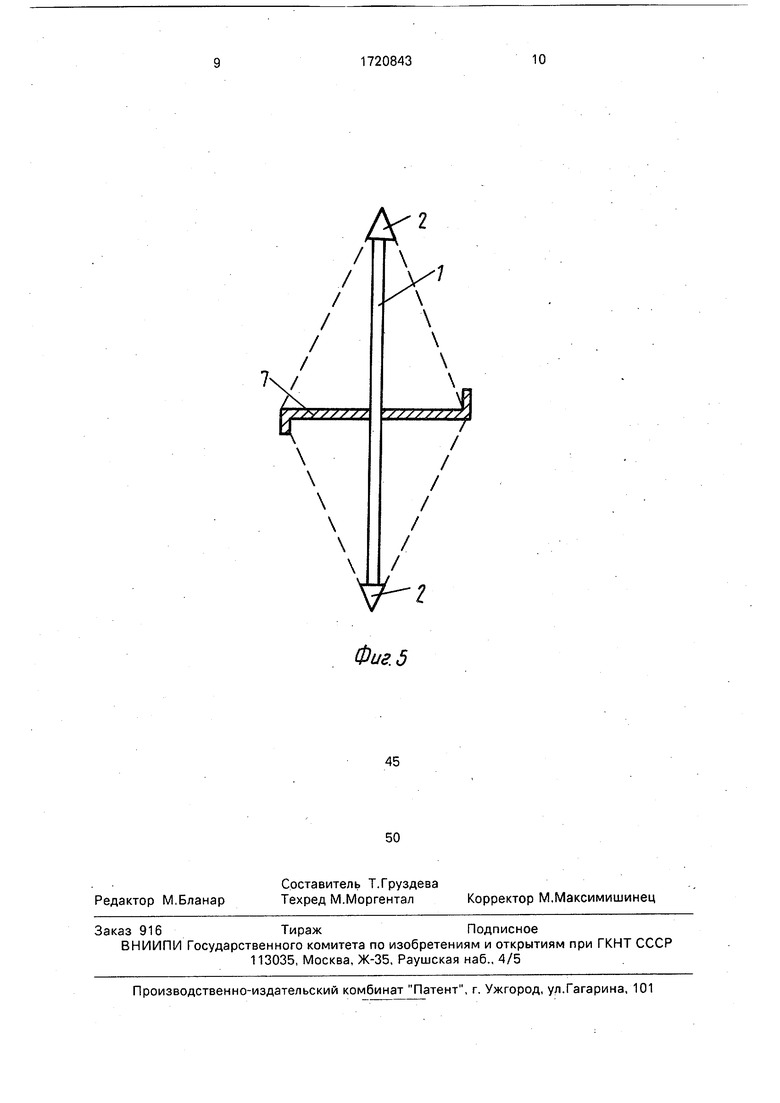
Наполнитель для вибрационной обработки содержит стержень 1 с конусными наконечниками 2 и смешивающие элементы в виде пластин 3, расположенных перпен- дикулярно стержню с образованием двух конусов с общим основанием в середине стержня. Пластины 3 установлены с возможностью поворота и перемещения на стержне 1. По периметру пластин 3 выпол- нены зубья 4, направленные в сторону ближайшего наконечника 2 и образованные надрезами 5, недоходящими до отверстия 6 пластины, при этом зубья 4 могут быть выполнены с волнообразной высотой по пе- риферии пластины 3, с соотношением максимальной и минимальной ширины у основания не более чем 3:1. Пластины 3 могут быть выполнены различной формы и установлены с чередованием формы по дли- не стержня, а центральная пластина, образующая основание 7 прямого и обратного конусов, скреплена со стержнем 1 ,при этом ее зубья 4 направлены с чередованием через один к наконечникам 2 стержня, кроме того, пластины 3 могут быть выполнены с толщиной, уменьшающейся в направлении к наконечникам стержня.
Изготовление и сборку наполнителя для вибрационной обработки осуществляют следующим образом.
Изготавливают стержень 1, например, точением на станках токарной группы с одновременным оформлением одного из наконечников 2 из стали ЗОХГСА, изготав-
ливают другой наконечник 2 аналогично. Изготавливают пластины 3 из металлической ленты или листа, например, вырубкой на штампе с одновременным получением зубьев 4 и надрезов 5, а также отверстий 6. Размещают пластины 3 на стержне с образованием прямого конуса с возможностью поворота и перемещения их относительно стержня, устанавливают центральную пластину и скрепляют ее со стержнем неподвижно, например, сваркой. Размещают пластины 3 на оставшейся длине стержня 1 с образованием обратного конуса, при этом зубья 4, выполненные по периферии пластин 3, направлены в сторону ближайшего наконечника 2.Скрепляют наконечник со стержнем, например, сваркой и наполнитель для вибрационной обработки готов к работе.
Габариты наполнителя зависят от габаритов объема перемешиваемой порошкообразной композиции и могут быть выполнены высотой от 20 до 100 мм. При высоте наполнителя менее 20 мм усложняется его изготовление, а при высоте более 100 мм ухудшается перемешивание. Величина угла прямого и обратного конусов может быть принята равной от 20 до 70° и назначается в зависимости от требуемой подвижности наполнителя. Количество пластин 3, образующих прямой и обратный конуса, может быть от 12 до 80 и назначается в зависимости от требуемой подвижности наполнителя. Величина угла конусных наконечников принимается равной также 20-70° для .обеспечения лучшей подвижности наполнителя. Глубина надрезов 5 выполняется недоходящей до отверстия 6 из условия обеспечения прочности пластины при сохранении наилучшей вибрационной способности по формуле
(0,2-0,8) ()
где D - диаметр пластины 3 у основания зубьев 4;
d - диаметр отверстия 6.
Форма пластин 3 может быть, например, круглой, квадратной, шестигранной и т.д., при этом зубья 4 выполнены с углом эстрия до 30° и высотой, образующей волнообразный по периферии пластины профиль, при этом основания зубьев 4 могут быть выполнены с соотношением максимальной и минимальной ширины не более чем 3:1, величина соотношения назначена из условия обеспечения максимальных вибрационных характеристик пластин 3 и зубьев 4. Диаметр отверстия пластин назначается из условия обеспечения их свободного перемещения и вращения относительно стержня, диаметр которого назначается из условия обеспечения прочности при наилучших вибрационных характеристиках. Пластины могут быть изготовлены, например, из стали 65Г, при этом их толщина может уменьшаться в направлении к наконечникам 2 и может быть 0,3-3,0 мм.
Например, наполнитель для вибрационной обработки содержит стержень диаметром 3,5 мм, выполненный из стали ЗОХГСА, форма всех пластин одинаковая в виде круга, диаметр центральной пластины до отгиба зубьев 70 мм. Количество зубьев на центральной пластине, образующей основание конусов,и пластинах по 16 при соотношении максимальной и минимальной ширины у основания зубьев до 2:1, материал пластин - сталь 65Г, толщина пластин 3 уменьшается в .сторону наконечника на 0,1 мм на каждой пластине, количество которых 30 шт. (по 15 шт. на обе стороны от центральной пластины). Толщина первой пластины от наконечника 0,5 мм, толщина центральной .пластины 2,0 мм, длина стержня с наконечниками 70 мм, диаметр отверстия 4,0 мм, глубина надреза на каждой из пластин выполнена из условия обеспечения
размеров по формуле
(),
2
где D - диаметр пластины у основания зубьев;
d - диаметр отверстия 6.
Диаметр окружности загиба зубьев для пластин, а также диаметры заготовок приведены в таблице.
Углы -прямого и обратного конусов, а также углы наконечника 45°, углы зубьев до 30°, а скрепление наконечника со стержнем и стержня с центральной пластиной - сваркой,
В бункер вибрационной машины засыпают изготовленный наполнитель и порошки, которые необходимо смешать. Включают виброустройство машины, порошки и гранулы перемешиваются, перемещаясь друг относительно друга, при этом зубья 4.и пластины совершают разночастот- ные вибрационные колебания при одновременном перемещении вдоль стержня 1 и
(0,2 - 0,8)
поворота в обе стороны вокруг его оси, а наполнитель при этом совершает сложное движение по объему виброконтейнера. После окончания перемешивания отключают
виброустройство и производят отделение наполнителя от порошка, например, с помощью разделительных решеток - сит.
Применение наполнителя для вибрационной обработки позволяет повысить ин0 тенсификацию процесса обработки при смешивании порошкообразных композиций за счет обеспечения возможности от- дельным элементам наполнителя совершать разночастотные вибрационные
5 колебания вследствие выполнения наполнителя в виде ажурной объемной фигуры, собранной из отдельных пластин с высокой деформационной способностью в результате выполнения на них надрезов
0 разной глубины; повышения проникающей способности наполнителя вследствие придания наполнителю формы прямого и обратного конусов с оформлением торцов, а также ориентирования выступов пластин в
5 сторону ближайшего наконечника; обеспечения возможности пластинам наполнителя совершать поворот и перемещение одна относительно другой вследствие размещения пластин на стержне с зазорами; повышения
0 проникающей способности наполнителя вследствие выполнения на периферии пластин наполнителя зубьев; увеличения деформационной способности элементов наполнителя ввиду возможного выполнения
5 зубьев разной высоты и ширины с образованием по высоте волнообразного профиля по периферии пластины; обеспечения пластинам наполнителя разной деформационной способности в результате возможного вы0 полнения их разной толщины с уменьшением толщины в направлении ближайшего наконечника, а также возможного выполнения пластин разной формы с чередованием формы по длине стержня.
5
Ф о р м у л а и з о б р е т е н и я 1. Наполнительдля вибрационной обработки, содержащий стержень с конусными наконечниками и смешивающие элементы в
0 виде пластин, отличающийся тем, что, с целью интенсификации процесса смешивания порошкообразных композиций, пластины расположены перпендикулярно стержню с образованием двух конусов с об5 щим основанием в середине стержня, при этом пластины установлены с возможностью перемещения и поворота на стержне, в по их периметру выполнены, зубья, направленные в сторону ближайшего наконечника.
Линия раскроя пластины
Линия загиба
Фие.З
а ее зубья направлены с чередованием через один к наконечникам стержня.
Фиг. 2
ФигЛ
&
2
Фиг. 5
| Авторское свидетельство СССР №1533170, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
