Изобретение относится к сварке, а именно к устройствам для формирования обратной стороны шва при односторонней сварке стыков, например продольных швов труб, и может быть использовано при ремонте труб. Известно устройство для формирования обратной стороны шва при сварке плавлением, содержащее неподвижное основание, короб с эластичным мешком для флюса и пневморукав 1. Однако это устройство характеризуется громоздкостью и недостаточной плотностью поджима флюса из-за свободного размещения гибкой оболочки с флюсом. Известно устройство для формировакия обраатной стороны шва при сварке плавлением, содержащее неподвижное основание, короб для флюса с прикрепленной к его стенкам эластичной перегородкой, разделяющей его на две секции, одна из которых предназначена для удержания флюса, и пневморукав для поджима флюса 2. Однако это устройство также характеризуется недостаточной надежностью поджима флюса даже при больших усилиях прижима. Цель изобретения - повышение надежности прижатия флюса. Поставленная цель достигается тем, что в устройстве для формирования обратной стороны шва при сварке плавлением, содержащем неподвижное основание, короб для флюса с прикрепленной к его стенке эластичной перегородкой, разделяющей его на две секции, одна из которых предназначена для удержания флюса, и пневморукав для поджима флюса, короб выполнен открытым со стороны основания и установлен на нем с возможностью перемещения в направлении, перпендикулярном плоскости основания эластичная перегородка закреплена в коробе с предварительным натяжением, а пневморукав уложен во второй секции короба между перегородкой и основанием. Такое выполнение позволяет получить хорошо уплотненную флюсовую подушку при незначительном давлении в пневморукаве. На фиг. 1 изображено устройство, нерабочее состояние; на фиг. 2 - то же, в процессе подъема к изделию; на фиг. 3 - то же, рабочее состояние. Устройство содержит жесткий (например, металлический) двухсекционный короб i с эластичными бортами 2, разделенный эластичной (нап ример, резиновой) полосой 3 на две секции (верхнюю и нижнюю). Полоса закреплена между продольными стенками короба с предварительным натяжением. В верхней секции находится слой флюса 4, а в нижней расположен воздушный рукав 5, служащий приводом для подъема короба с флюсом к изделию 6 и для поджатия флюса к стыку. Воздушный рукав располагается между эластичной полосой 3 и корпусом 7. Устройство вводится внутрь трубы 6 и устанавливается соосно свариваемому стыку. Затем подается воздух в рукав 5, который, действуя на эластичную, предварительно натянутую полосу 3, поднимает короб 1 с флюсом 4 к внутренней поверхности трубы 6, опираясь на корпус 7. Предварительное натяжение эластичной полосы способствует минимальному прогибу ее к моменту поджима короба 1 к свариваемому изделию, что позволяет насыпать флюс практически на уровне бортов 2. Если на этом этапе подъема короба к свариваемому изделию эластичная полоса имеет большой прогиб, то уровень флюса в коробе необходимо понижать, и на следующем этапе (создания поджатия флюса к стыку за счет дальнейщего прогиба эластичной полосы) возможности для увеличения усилия поджатия флюса ограничены из-за ограниченной упругости материала полосы и диаметра воздушного рукава. При появлеНИИ давления в рукаве 5 и его овализации за счет его увеличенной ширины по сравнению с шириной короба одновременно создается сила трения между рукавом и коробом, которая способствует поднятию короба с флюсом к изделию. Простейшие расчеты, подтвержденные опытными работами, показывают, что ширину рукава следует выбирать больше ширины короба примерено на величину его подъема. Необходимая величина подъема у таких устройств находится в пределах 10-40 мм. Таким образом, в подъеме короба с флюсом участвуют три силы, создаваемые давлением в воздушном рукаве, сила, действующая через эластичную перегородку на флюсовую подушку Рср, равная весу флюса Р, сила трения между рукавом и продольными стенками короба Ртр и сила, действующая непосредственно на перегородку Fa (изгибающая сила). При этом сумма сил Ftp и Faдoлжнa быть равна весу короба без флюса РК. Натяжение полосы создается такой величины, чтобы при действии на нее разности усилий прогиб ее был незначительным (от О до 5 мм). По мере увеличения давления в воздущном рукаве начинается интенсивное прогибание эластичного дна, а значит процесс поджатия и уплотнения флюса. В этот момент большая ось овального рукава может быть меньше ширины короба, так как действующая на перегородку со стороны рукава сила Ра намного больше веса короба Рц и обеспечивает плотное прижатия короба к свариваемому изделию, В связи с направленностью эластичных бортов 2 во внутрь короба в процессе поджатия короба к свариваемому изделию они
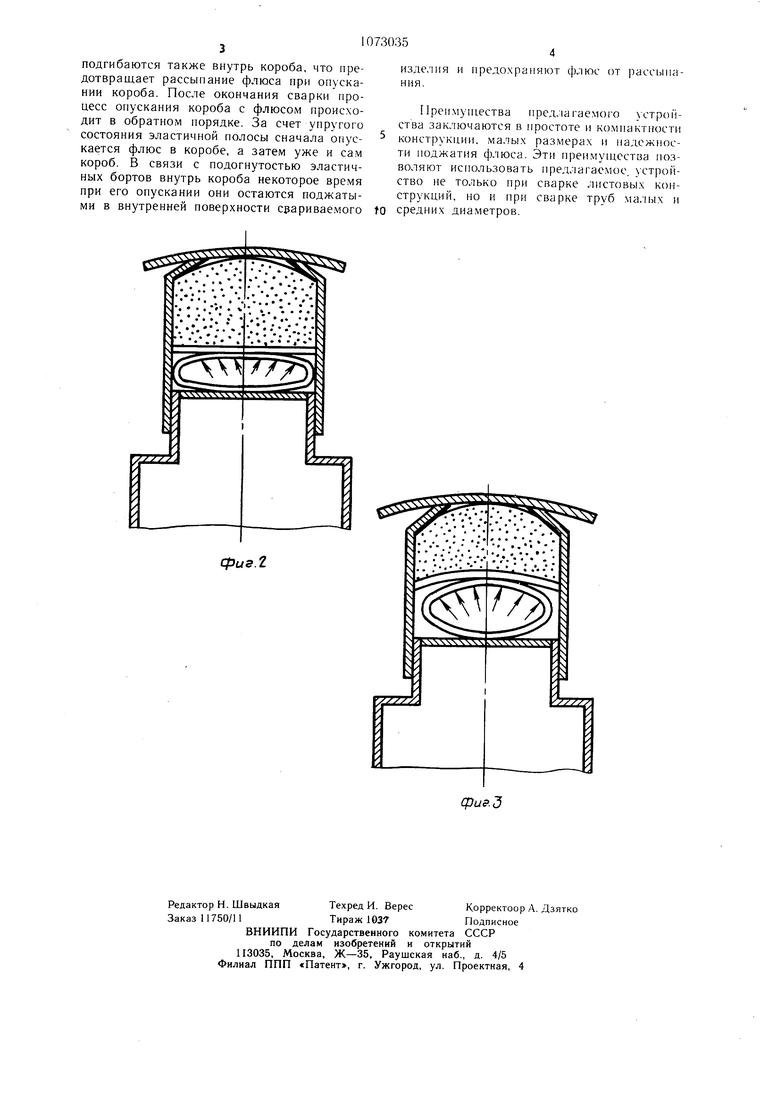
подгибаются также внутрь короба, что предотвращает рассыпание флюса при опускании короба. После окончания сварки процесс опускания короба с флюсом происходит в обратном порядке. За счет упругого состояния эластичной полосы сначала опускается флюс в коробе, а затем уже и сам короб. В связи с подогнутостью эластичных бортов внутрь короба некоторое время при его опускании они остаются поджатыизделия и предохраняют флюс от рассыпания.
IpeiiMyniecTBa предлагаемого устройства заключаются в простоте и компактности конструкции, малых размерах и надежности поджатия флюса. Эти преимущества позволяют использовать предлагае.мое. устройство не только при сварке листовых копструкций, по и при сварке труб малых и
cpus.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для поджима флюса | 1974 |
|
SU500962A1 |
| Устройство для формирования обратной стороны шва | 1986 |
|
SU1333520A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| Устройство для формирования шва | 1986 |
|
SU1395446A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ПРОДОЛЬНЫХ ШВОВ | 1992 |
|
RU2024381C1 |
| ФЛЮСОВАЯ ПОДУШКА | 1973 |
|
SU397299A1 |
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
| Устройство для поджима флюса при сварке | 1980 |
|
SU963784A1 |
УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ШВА ПРИ СВАРКЕ ПЛАВЛЕНИЕМ, содержащее неподвижное основание, короб для флюса с прикрепленной к его стенкам эластичной перегородкой, разделяющей его на лкс секции, одна из которых предназначена для удержания флюса, и пневморукав для поджима флюса, отличающееся тем, что, с целью повышения надежности прижатия флюса, короб выполнен открытым со стороны основания и установлен на нем с возможностью перемеп1ения в чапранлемип, перпендикулярном плоскостп основания, эластичная перегородка закреплена в коробе с предварительным натяжением, а пнеиморукав уложен во второй секции короба между перегородкой и основанием.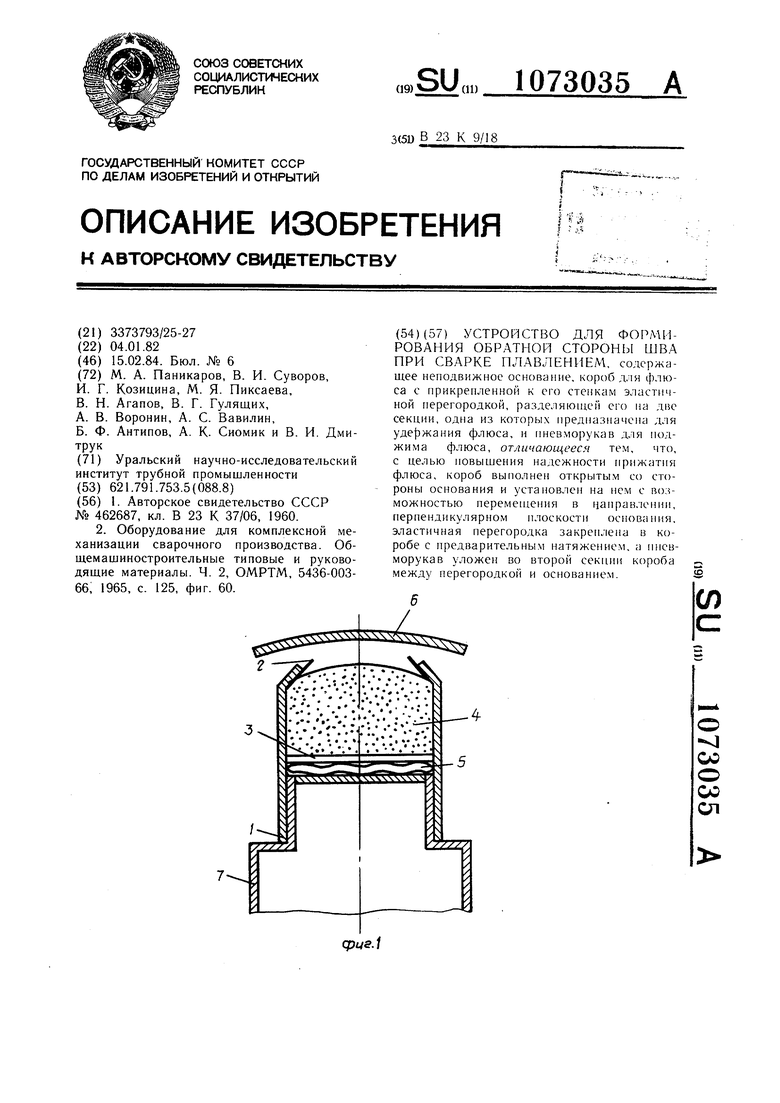
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для удержания сварочного флюса | 1972 |
|
SU462687A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Оборудование для комплексной механизации сварочного производства | |||
| Общемашиностроительные типовые и руководящие материалы | |||
| Ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
