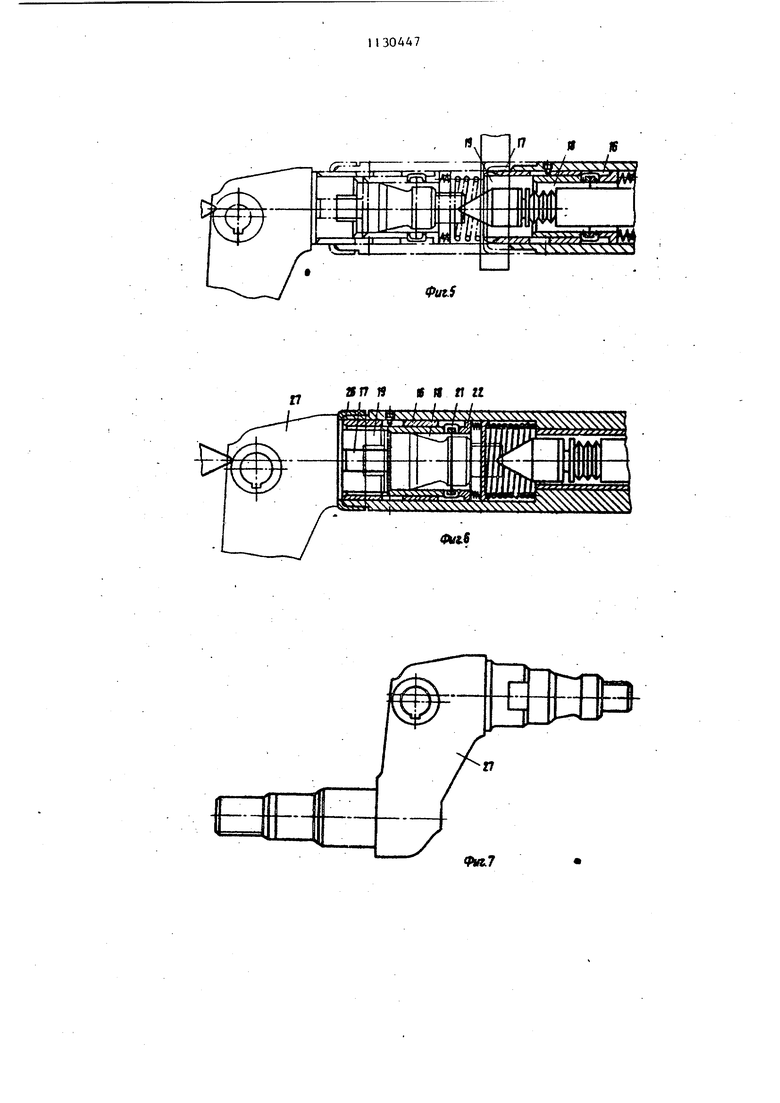
Изобретение относится к области сварки, а именно к конструкции уст ройства для сборки и сварки металл конструкций, преимущественно коленчатых осей с запщтными кольцами. Известно устройство для сборки и сварки металлоконструкций, преимущественно коленчатых осей с защитными .кольцами, .содержащее смонти рованные на основании подводящие транспортеры для заготовок и отводя щий транспортер для сваренного изде лия, вращатель изделия с передней приводной бабкой и задней неприводной бабкой, снабженной силовым цилиндром и сборочной оправкой, а также сварочные головки Ш . Однако известное устройство не обеспечивает требуемую точность сборки. Цель изобретения - повышение точ ности сборки. Указанная цель достигается тем, что в устройстве для сборки и сварк металлоконструкций, преимущественно коленчатых осей с защитными кольцами, содержащем смонтированные на основании подводящее транспортеры д заготовок иОТВОДЯЩИЙ транспортер для сваренного изделия, вращатель изделия с Передней приводной бабкой и задней неприводной бабкой, снабженной С1товым цилиндром и сборочно оправкой, а также сварочные головки сборочная оправка выполнена в виде корпуса для фиксации колец и двух . втулок для центровки колец, располо женных одна в другой, размещенных в корпусе и подпр5гжиненных относительно него, причем корпус установлен на задней бабке с возможностью свободного поворота относительно ее оси вращения и поступательного перемещения вдоль ее оси, а центрирующие участки втулок выполнены в виде цанг, лепестки одной из которых размещены в пазах другой. На фиг. 1 изображено устройство общий вид сбоку, на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узе ,I на фиг. 2; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 и 6 - конструкци сборочной оправки устройства в раз ных фазах работы; на . фиг. 7 и 8 собираемые детали; на фиг. 9 - гот вое изделие. Устройство для сборки и сварки металлоконструкций содержит основа 7J ние 1, механизмы 2 и 3 зажима, сборочную оправку 4, поступательно перемещаемую силовым цилиндром 5 задней неприводной бабки 6, переднюю приводную бабку 7 с вращателем 8, бункер 9 с подводящим транспортером 10, механизм 11 подвода с горелками 12, две пары транспортных подвижных призм 13 и 14, установленных на общей каретке. Сборочная оправка 4 состоит из корпуса 15, втулки 16, имеющей лепестки 7, втулки 18, лепестки 19 которой заходят в пазы втулки 16, фиксаторов 20, скоб 21, соединяющих втулку 18 с втулкой 22, нажимной шайбы 23 и пружин 24 и 25. Устройство работает следующим образом. Из бункера 9 защитное кольцо 26 подается в ложемент транспортера 10, который досылает кольцо 26 в зону сборки, а левая пара транспортных подвижных призм 13 и 14 подает коленчатую ось в зону сборки и сварки деталей. Механизмь 2 и 3 зажима берут деталь 27 в свои подпружиненные центра, при этом центр механизма 3 зажима проходит через внутреннее отверстие защитного кольца 26, а поводок вращателя 8 охватывает поверхность детали. 27. Затем сборочная оправка 4, перемещаясь от пневмоцилиндра 5 задней бабки 6, заводит поверхности лепестков 19 втулки 18 во внутреннее отверстие детали 26 и после ч,его насаживает ее на поверхности лепестков 17 и 9 втулок 16 и 18. Сборочная оправка 4 с деталью 26 при дальнейшем перемещенииз.аходит поверхностью втулки 18 на поверхность детали 27, центрируя ее с деталью 26. После этого лепестки 19 упираются своими поверхностями в поверхность детали 27 и сжимают пружины 25 до тех пор, пока поверхности лепестков 19 не станут в плоскость поверхностей лепестков 17 и при со-прикосновении их поверхностей с поверхностью детали 27 начинается сжатие пружины 24 и переброс детали 26 с поверхностей лепестков 17 и 19 на сопрягаемую поверхность детали 27. В конце хода штока цилиндра 5 корпус 15 через деталь 27 сжимает пружины центра механизма 2 зажима, точно выставив место под сварку деталей 26 и 27 относительно горелок 12. 3 После этого подводятся горелки 12 механизмом 11 к месту соединения де талей 26-и 27 и включаются в работу, первая сварочная горелка 12 и враща тель 8, обеспечивая соединение тонк стенной детали 26 с деталью 27 путем наложения сварного шва сверху вниз. Вместе .с деталями 26 и 27 вра щается корпус 15, удерживая собранные детали 26 и 27 в сжатом положении . В конце хода вращателя 8 перва сварочная горелка 12 выключается и в работу включается вторая горелка 12, а вращатель 8 меняет направление вращения деталей 26 и 27 с корпусом 15 и сохраняет способ наложения сварного щва сверху вниз в противоположном месте соединения деталей. С приходом вращателя 8 в исходное положение сварка деталей прекраща- , ется и от готового изделия, состоящего из деталей 26 и 27, отводятся сварочные горелки 12 и сборочная оправка 4. -Затем центры мехайизмов 2 и 3 зажима укладывают готовое изделие на правую пару транспортных призм 13 и 14, которые уносят его на накопитель, а левая пара призм 13 и 14 приносит новую коленчатую ось в зону сборки и сварки и цикл повторяется . Наличие в сборочной оправке корпуса, свободно вращающегося вокруг своей оси и имеющего втулки,, выполненные в виде цанг, обеспечивает точность сборки деталей, механизацию процесса сборки деталей и повышает производительность труда.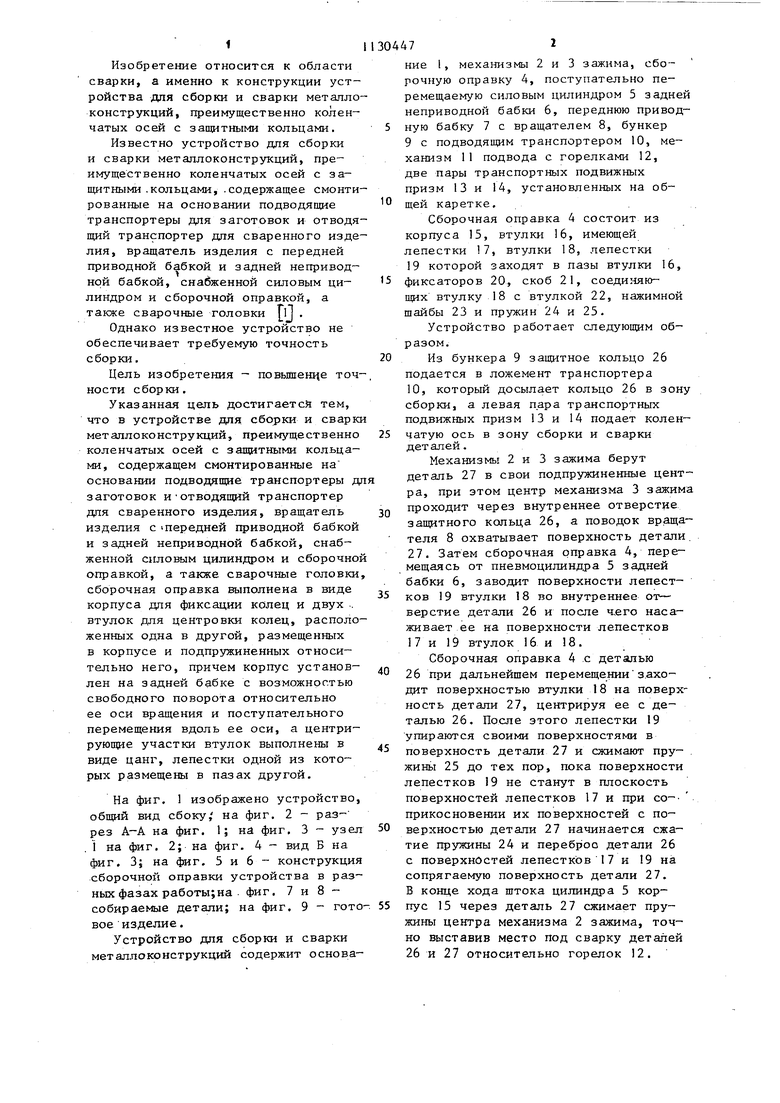

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| Установка для сварки цилиндрических изделий | 1984 |
|
SU1479254A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Установка для сборки и сварки кольцевых стыков базовой детали и детали насыщения | 1991 |
|
SU1782200A3 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
| СБОРОЧНО-СВАРОЧНЫЙ ВРАЩАТЕЛЬ-КАНТОВАТЕЛЬ | 2001 |
|
RU2210476C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ТИПА СИЛЬФОНОВ | 1991 |
|
RU2014188C1 |
| Установка для сварки кольцевых швов | 1989 |
|
SU1646761A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 1994 |
|
RU2081734C1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |

УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ МЕТАЛЛОКОНСТРУКЦИЙ, преимущест.венно коленчатых осей с защитными кольцами, содержащее смонтированные на основании подводящие транспортеры для заготовок и отводящий транспортер для сваренного изделия, вращатель изделия с передней приводной бабкой и задней неприводной бабкой, снабженной Силовым цилиндром и сборочной оправкой, а также сварочные головки, отличающееся тем, что, с целью повышения точности сборки, сборочная оправка выполнена в виде корпуса для фиксации колец и двух втулок для центровки колец, расположенных одна в другой, размещенных в корпусе и подпружиненных относительно него, причем корпус установлен на задней бабке с возможностью свободного поворота относительно ее оси вращения и поступательного перемещения вдоль ее оси, а центрируюцие участки втулок выпол(Л нены в виде цанг, лепестки одной из которых размещены в пазах другой. 00 о j; j;a 
tt IS на
« OS
Wk
23
В ид Б
ПЯ 16
Фиг.9
ttjr 19 в It t1 It
ifUiS
6
X
X
Фиг.8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для сварки труб с соединительными элементами | 1977 |
|
SU703278A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
