Изобретение относится к машиностроению, в частности к способам обработки пластическим деформированием с одновременной термообработкой полуосей.
Известен способ обработки торовых поверхностей, включающий в себя предварительное и окончательное фрезерование торов с последующей химикотермической обработкой. Фрезерование торов осуществляется на специальных фрезерных станках .радиусными концевыми фрезами, а термообработка в шахтной печи для нитроцемен- тации. После термообработки изделия окончательно собираются и проверяются на отсутствие заеданий в соединении.
Данный способ получения торовых поверхностей очень трудоемкий, требует специального оборудования и не позволяет обеспечить параметры тора требуемого качества.
Целью изобретения является повышение производительности обработки и улучшение качества полуосей, снижение материальных затрат.
Указанная цель достигается тем, что окончательное фрезерование заменяется на предварительную сборку полуосей с применением твердосплавных шариков с размерами меньшими, чем шарики, используемые при окончательной сборке, предварительная обработка производится методом фрезерования только один раз как черновая обработка, а получистовая и окончательная производится на обкаточном стенде с измененной конструкцией, путем обкатки собранного изделия с нагревом до температуры закалки 980°С (объемно-поверхностная закалка), 600-800°С (термоциклическая закалка): электроконтактным способом с последующим самоотпуском, во
время нагрева за счет взаимного объемного расширения сопрягаемых деталей происходит постепенное и равномерное пластическое деформирование торовых дорожек по всему профилю. Постепенность и равномерность деформации достигается за счет регулировки скорости нагрева изделий и скорости взаимной обкатки изделий. Самоотпуск производится путем опускания вращающейся пары в закалочный бак, обильному ее охлаждению за счет колебаний в баке с частотой Гц и циркуляции охлаждащей жидкости с последующим поднятием пары при достижении температуры отпуска 200°С. Постепенное вращение (обкатка) позволяет сохранить оптимальную форму торовых дорожек и исключить их коробление (изменение формы) во время тер- мообработки.
Предлагаемый способ исключает окончательную обработку фрезерованием, а постоянное вращение изделий сохраняет оптимальную форму торовых дорожек и препятствует их короблению во время термообработки.
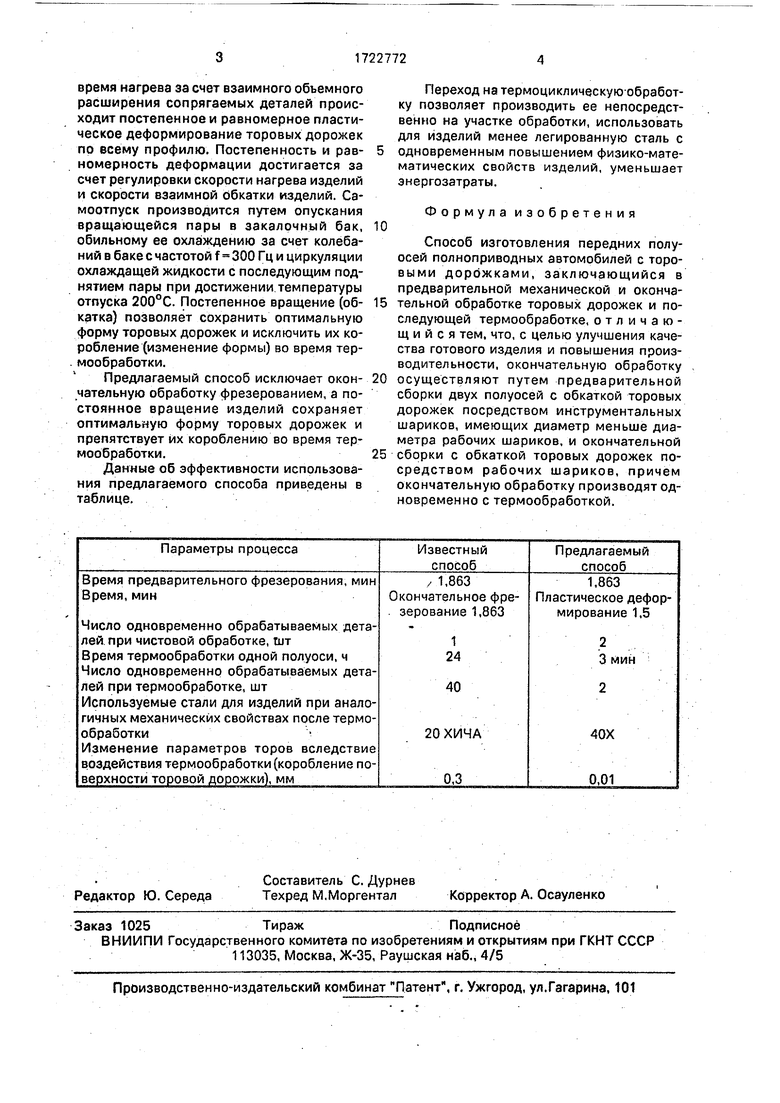
Данные об эффективности использования предлагаемого способа приведены в таблице.
0
5
0
5
Переход на термоциклическую-обработ- ку позволяет производить ее непосредственно на участке обработки, использовать для изделий менее легированную сталь с одновременным повышением физико-математических свойств изделий, уменьшает энергозатраты.
Формула изобретения
Способ изготовления передних полуосей полноприводных автомобилей с торо- выми дорожками, заключающийся в предварительной механической и окончательной обработке торовых дорожек и последующей термообработке, отличающийся тем, что, с целью улучшения качества готового изделия и повышения производительности, окончательную обработку осуществляют путем предварительной сборки двух полуосей с обкаткой торовых дорожек посредством инструментальных шариков, имеющих диаметр меньше диаметра рабочих шариков, и окончательной сборки с обкаткой торовых дорожек посредством рабочих шариков, причем окончательную обработку производят одновременно с термообработкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ОПОРЫ КАЧЕНИЯ | 1992 |
|
RU2041269C1 |
| Способ химико-термомеханической обработки стальных изделий | 1987 |
|
SU1479548A1 |
| Способ термической обработки штампов и пресс-форм | 1984 |
|
SU1301857A1 |
| Способ формирования шариковых беговых дорожек опор буровых долот | 1977 |
|
SU700325A1 |
| Способ упрочнения изделий | 1975 |
|
SU532638A1 |
| ПОДШИПНИК КАЧЕНИЯ | 2003 |
|
RU2276749C2 |
| СПОСОБ ПРОИЗВОДСТВА РЕЖУЩИХ РАБОЧИХ ОРГАНОВ ДЛЯ ОБРАБОТКИ ПОЧВЫ | 2006 |
|
RU2321646C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА И ИЗДЕЛИЯ, ВЫПОЛНЕННЫЕ ИЗ ЭТИХ ПОЛУФАБРИКАТОВ | 2003 |
|
RU2235800C1 |
| Способ поверхностной термомеханической обработки металлических изделий | 1980 |
|
SU964013A1 |
Использование: способы обработки пластическим деформированием с одновременной термообработкой. Сущность изобретения: две передние полуоси автомобиля с предварительно отфрезерованными торовыми дорожками собирают и одновременно производят окончательную обработку торовых дорожек и термообработку, причем окончательная обработка осуществляется путем предварительной сборки двух полуосей, обкатки торовых дорожек инструментальными шариками с диаметром меньше диаметра рабочих шариков и окончательной сборки с обкаткой торовых дорожек рабочими шариками. 1 табл...
Параметры процесса
Время предварительного фрезерования, мин Время, мин
Число одновременно обрабатываемых деталей при чистовой обработке, шт Время термообработки одной полуоси, ч Число одновременно обрабатываемых деталей при термообработке, шт Используемые стали для изделий при аналогичных механических свойствах после термообработки
Изменение параметров торов вследствие воздействия термообработки (коробление по- верхности торовой дорожки), мм
Известный способ
Предлагаемый способ
/ 1,863
кончательное фре- зерование 1,863
1 24
40
1,863
Пластическое деформирование 1,5
2
3 мин
20ХИЧА
40Х
0,3
0.01
| Ребристый каток | 1922 |
|
SU121A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
| Московский автомобильный завод им | |||
| И.А | |||
| Лихачева (Производственное объединение ЗИЛ), 1985. | |||
