Предлагаемое изобретение относится к станкостроению, в частности, к устройствам для автоматической смены инструмента на продольных фрезерно-расточных и свер- лильно-расточных станках.
Цель изобретения состоит в создании цепного магазина для продольных фрезер- но-рэсточных и сверлильных станков на большое количество инструмента (100-120 шт.) с использованием стандартной цепи невысокой точности, расположенной в горизонтальной плоскости, обеспечении надежности работы магазина и удобства его обслуживания. Предлагаемый магазин стыкуется с автооператором, обеспечивающим смену инструмента в вертикальном и съемном горизонтальном шпинделях,
Указанная цель достигается тем, что в инструментальном магазине, содержащем цепь с гнездами для сменных инструментов, привод перемещения цепи и механизм фиксации гнезда, вертикально расположенные гнезда цилиндрической формы снабжены плоской базирующей поверхностью, установлены свободно относительно цепи в вер- тикальной плоскости и связаны с ней посредством гибких элементов (например, пластинчатых пружин) в горизонтальной плоскости, а механизм фиксации гнезда выполнен из упора, контактирующего с пло- ской поверхностью гнезда и двух, охватывающих цепь, подвижных призм, взаимодействующих с цилиндрической поверхностью гнезда при его центрировании,
Сопоставительный анализ с прототипом показывает, что заявляемый инструментальный магазин отличается тем, что в нем вертикально расположенные гнезда цилиндрической формы снабжены плоской базирующей поверхностью, установлены свободно относительно цепи в вертикальной плоскости-и связаны с ней посредством гибких элементов в горизонтальной плоскости, а механизм фиксации гнезда состоит из упора, контактирующего с плоской поверхностью гнезда и двух охватывающих цепь подвижных призм, взаимодействующих с цилиндрической поверхностью гнезда.
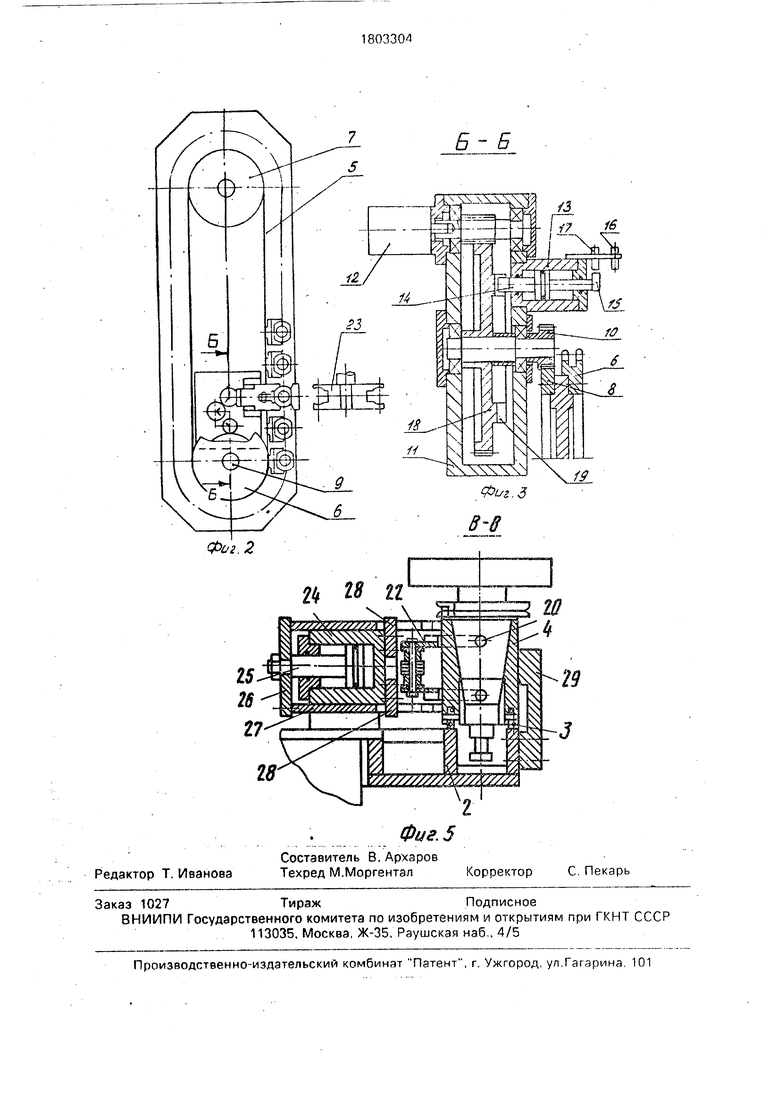
На фйг.1 дан вид спереди на магазин и вертикальный и съемный горизонтальный шпиндели станка и взаимодействующую с ним руку автооператора; на фиг.2 - вид на магазин сверху; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - вид по стрелке А на фиг.1: на фиг.5 - разрез В-В на фиг.4.
Магазин инструментов содержит основание 1 с направляющими 2, по которым на подшипниках 3 перемещаются инструментальные гнезда 4 (фиг. 1,4.5). Стандартная
втулочно-роликовая цепь 5 смонтирована на приводной звездочке 6 (фиг.2,4) и натяжной звездочке 7. Приводная звездочка 6 смонтирована вместе с зубчатым колесом 8
на общей оси 9 с возможностью вращения. Зубчатое колесо 8 находится в зацеплении с колесом 10 редуктора 11, приводимого во вращение от гидромотора 12 (фиг,3).редуктор 11 снабжен механизмом останова цепи,
который содержит гидроцилиндр 13, поршень-фиксатор 14с флажком 15, взаимодействующим с бесконтактными выключателями 16 и 17. Шестерня 18 редуктора 11 на торце имеет два диаметрально
противоположных паза 19, с которыми взаимодействует поршень-фиксатор 14.
Инструментальные гнезда 4 снабжены четырьмя винтами 20, контактирующими с
упругими элементами (пружинами) 21, закрепленными через скобы 22 на цепи 5.
В позиции взаимодействия руки автооператора 23 с инструментальным магазином установлен механизм точной фиксации
гнезда, состоящий из гидроцилиндра 24, штока-поршня 25, который через планку 26 связан с двумя фиксирующими призмами 27. Фиксирующие призмы 27 направляются шпонками. 28. Для базирования
инструментального гнезда предусмотрен упор 29.
Устройство работает следующим образом.
Передаточное отношение приводных
шестерен 10 и 8 и число зубьев звездочки 6 подобрано таким образом, что через каждые 1/2 оборота шестерни 18 цепь 5 перемещается на расстояние, равное шагу между соседними гнездами. Причем цепь с
гнездами установлена так, что при приходе гнезда в позицию смены один из 2-х пазов на шестерне 18 оказывается против фиксатора 14,
. Для выбора нужного инструмента гидромотор 12 включается во вращение от ЧПУ в том направлении, которое обеспечивает доставку инструмента в позицию смены по кратчайшему пути. От системы писка инструмента (в заявке не рассматривается) подается команда на включение замедленной скорости гидромотора 12 и одновременно на подачу масла в правую полость гидроцилиндра 13 в то время, когда нужное гнездо будет находиться на расстоянии 35...40 мм
от позиции смены. При этом поршень-фиксатор 14 упирается в торец шестерни 18 и скользит по нему до западания в паз 19. При западании поршень-фиксатора 14 в паз 19 происходит останов цепи 5 с инструментальными гнездами 4, а от срлблтыванин
Выключателя 17 прекращается подача масла к гидромотору 12 и включается подача масла к гидроцилиндру 24 фиксации гнезда.
Фиксирующие призмы 27, охватывая гнездо за цилиндрическую поверхность, фиксируют его в точном положении относи- тельно руки автооператора 23, прижимая к упору 29. При фиксации гнездо за счет деформации упругих элементов может сме- щаться на величину неточности останова относительно руки автооператора, при этом в;ся цепь с инструментами и привод остаются неподвижными.
Предлагаемая конструкция инструментального магазина обеспечивает по сравнению с прототипом возможность получения наиболее рациональной компоновки механизма автоматической смены инструмента в вертикальном и съемном горизонтальном шпинделях станков с продольным сУолом упрощение конструкции, повыше- н ие надежности и улучшение условий обслуживания.
5 0
5
5
0
Формула изобретения Инструментальный магазин, содержащий основание, бесконечную цепь с гнездами под инструмент, привод перемещения цепи, включающий приводную звездочку, направляющую, механизм фиксации гнезда, выполненный в виде призмы, установленной перпендикулярно цепи с возможностью перемещения и упора, установленного соосно направлению перемещения призмы с противоположной от нее стороны цепи, отличающийся тем. что, с целью повышения надежности, магазин установлен в горизонтальной плоскости и снабжен державками инструментальных гнезд, а направляющая установлена под гнездами и выполнена замкнутой, при этом державки закреплены на звеньях цепи, а гнезда установлены в державках с возможностью относительного вертикального перемещения и взаимодействия с направляющей и связаны с державками посредством упругих элементов, причем на боковой поверхности гнезд выполнена базирующая плоскость для взаимодействия с упомянутым упором.
Фи г. 5

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматической смены инструментов многоцелевого станка | 1987 |
|
SU1484568A1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| СТАНОК С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 1989 |
|
SU1630172A1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Устройство автоматической смены инструмента | 1983 |
|
SU1117182A1 |
| Инструментальный магазин | 1983 |
|
SU1148754A1 |
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |

Редактор Т. Иванова
Составитель В. Архаров Техред М.Моргентал
Корректор
С. Пекарь
