(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента | 1981 |
|
SU998082A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074699A2 |
| Магазин сменных инструментов | 1981 |
|
SU1028466A2 |
| Токарный станок с автоматической сменой инструмента | 1975 |
|
SU588098A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1143571A1 |
| Устройство для автоматической смены инструмента | 1973 |
|
SU563261A1 |
| Многооперационный станок с устройством автоматической смены инструментов | 1986 |
|
SU1445901A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |

1
J Изобретение относится к области станкостроения и может быть использовано в металлорежущих станках с автоматической сменой инструментов.
Известно устройство для автоматической смены инструментов на металлорежущих станках, например токарных, содержащее смонтированное на суппорте станка приспособление для крепления инструментодержателей, магазин инструментов и автооператор 1.
Недостатком этого устройства является ограниченность его технологических возможностей.
Целью изобретения является расширение технологических возможностей устройства.
Для достижения цели устройство для автоматической смены инструментов на металлорежущих станках снабжено направляющим барабаном коммуникаций и переталкивателем дополнительного инструментодержателя в магазин инструментов, причем последний имеет соответствующую перегрузочную позицию, а направляющий барабан установлен на корпусе автооператора.
Кроме того, направляющий барабан выполнен в виде двух дисков, расположенных на дополнительно смонтированной на корпусе автооператора оси, причем верхний диск установлен на ней с возможностью поворота.
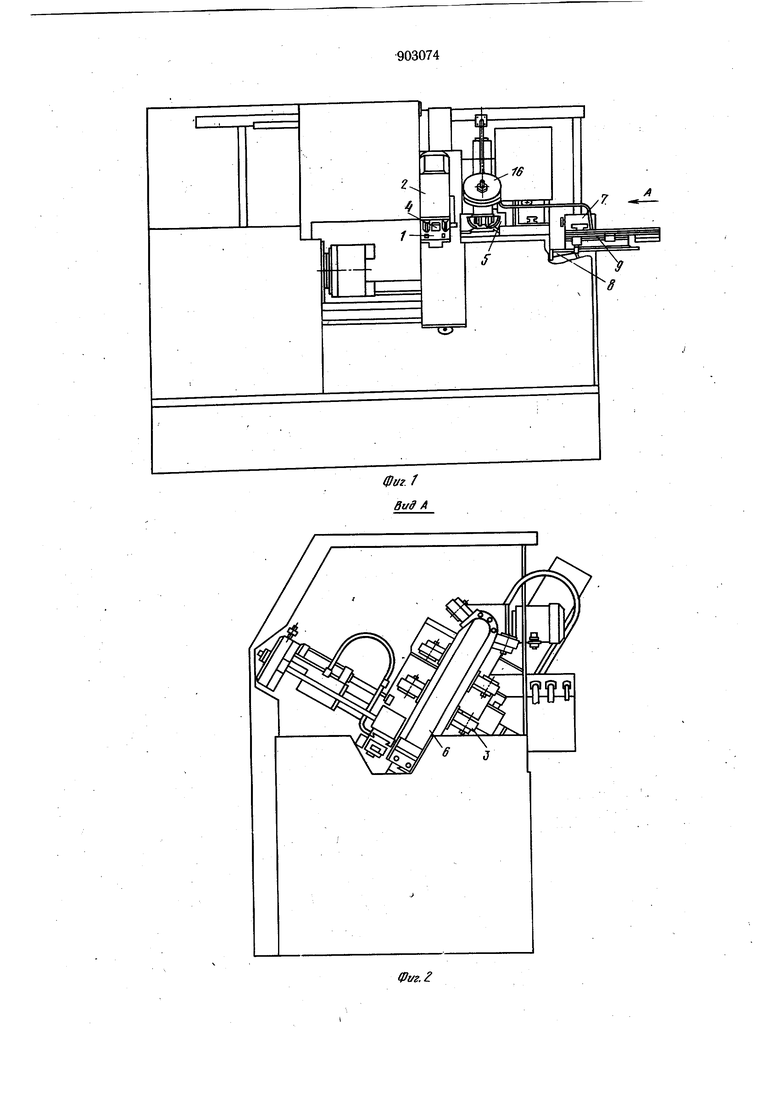
На фиг. 1 изображен общий вид устройства для автоматической смены инструментов; на фиг. 2 - вид А фиг. 1; на фиг. 3 - переталкиватель дополнительного инструментодержателя; на фиг. 4 - направляю Q щий барабан; на фиг. 5 - фиксатор.
Устройство содержит установленное на суппорте 1 станка приспособление 2 для крепления инструментодержателей 3, имеющее Т-образный прихват 4 для зажима
15 устанавливаемогоинструментодержателя 3. Каждый инструментодержатель 3 имеет призму, которую может захватывать захват на автооператоре 5, поднимающемся и поворачивающемся на 180° в обе стороны. На продольной каретке станка распоЛ ложен магазин инструментов 6 в виде бесконечного цепного конвейера. Крепление инструментодержателей в магазине осуществляется с помощью механизмов фиксации. Одно из гнезд магазина (перегрузочная позиция) служит для загрузки в него дополиительного инструмеитодержателя 7, хранящегося вне магазина. Поэтому в этоц гнезде механизм фиксации отсутствует; вместо него к звену цепи этой позиции прикреплена специальная кодовая планка, которая служит для опознавания специальной позиции магазина при ее поиске. Другое гнездо магазина (холостая позиция) резервируется для установки в него отработавшего инструментодержателя 3 перед установкой дополнительного инструментодержателя 7 Для опознавания холостой позиции магазина имеется блок опознавания. Он представляет собой комплект фотореле соответственно расположенных в корпусе магазина в позиции разгрузки. К корпусу магазина инструментов 6 прикреплен кронштейн 8, на котором расположен переталкиватель 9 инструментодержателя 7 в перегрузочную позицию магазина. Переталкиватель 9 состоит из гидроцилиндра 10, салазок 11, соединенных со штоком гидроцилиндра планкой 12. На салазках установлены призма 13 установки инструментодержателя 7 и фиксатор 14. Управление перемещением штока гидроцилиндра 10 осуществляется при помощи конечных выключателей. Инструментодержатель 7 снабжен дополнительными скосами под захват автооператора 5. На оси 15, смонтированной на корпусе автооператора 5, установлен направляющий барабан 16 коммуникаций инструментодержателя 7, связанных с системами -питания станка. Барабан 16 выполнен в виде двух дисков, верхний из которых 17 подвижно установлен на оси 15, а нижний 18 жестко закреплен на ней. Устройство работает следующим образом. По команде с программы включается блок опознования холостой позиции и осуществляется ее поиск для загрузки отработавшего инструмента. Этот блок подает сигнал на остановку привода вращения магазина. По команде с программы блок опознавания отключается и автооператор 5 переносит отработавший инструмент из приспособления 2 в свободное гнездо магазина (холостую позицию). Далее по команде с программы на ,привод. вращения магазина, начинается поиск перегрузочной позиции. При вращении цепи магазина кодовая планка, закрепленная на звене цепи перегрузочной позиции, воздействием на микропереклю чатель блока поиска останавливает эту позицию в положении загрузки. По команде с программы начинает работать переталкиватель 9. Шток гидроцилиндра 10, толкая планку 12, приводит в движение салазки 11. Последние передвигают инструментодержатель 7, закрепленный на призме 13, в сторону магазина. При движении салазок 11 штифт упора фиксатора 14, упираясь в стенку корпуса магазина, выдвигает упор фиксатора из корпуса инструментодержателя 7. В конце выдвижения упор нажимает ролик микровыключателя, который подает сигнал о том, что перегрузочная позиция загружена. Хвостовик этого инструметодержателя за счет наличия дополнительных скосов входит в разжатый захват автооператора 5. Захват сжимается и инструментодepжafeль 7 переносится из перегрузочной позиции магазина в резцовую стойку станка. При повороте гидромеханизма передачи, шланги, к&бели или другие гибкие коммуникации поворачивают диск 17 барабана на 180°. Отвод инструментодержателя в перегрузочную позицию и разгрузка этой позиции магазина осуществляются в обратной последовательности. Применение предлагаемого устройства в станках позволяет автоматически установить в суппорт станка инструментодержатель, связанный коммуникациями с системами питания станка, что значительно расщиряет технологические возможности станка и повышает эффективность его применения. Формула изобретения 1.Устройство для автоматической смены инструментов на металлорежущих станках, например токарных, содержащее смонтированное на суппорте станка приспособление для крепления инструментодержателей, магазин инструментов и автооператор, отличающееся тем, что, с целью расширения технологических возможностей путем использования дополнительных инструментодержателей, связанных коммуникациями с системами питания станка, оно снабжено направляющим барабаном коммуникаций и переталкиватёлем дополнительного инструментодержателя в магазин инструментов, причем последний имеет соответствующую перегрузочную позицию, а направляющий барабан установлен на корпусе автооператора. 2.Устройство по п. I, отличающееся тем, что направляющий барабан выполнен в виде двух дисков, расположенных на дополнительно смонтированной на корпусе причем верхний диск автооператора оси, установлен на ней с возможностью повоИсточники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР № 566512, кл. В 23 Q 3/155, 1974.
