ции виброплатформы 6 с ее шаговым перемещением позволяет все детали накопителя 4 поочередно подавать под схват манипулятора, обеспечивая необходимую их центрацию на ложементе 8. После реверса 5 вибропривода платформы б обработанные детали по каналам 5 накопителя 4 транспортируются в обратном направлении в пустую кассету. После разгрузки накопителя кассеты 2 автоматически меняются на новые с помощью транспортного спутника 3. 3 ил.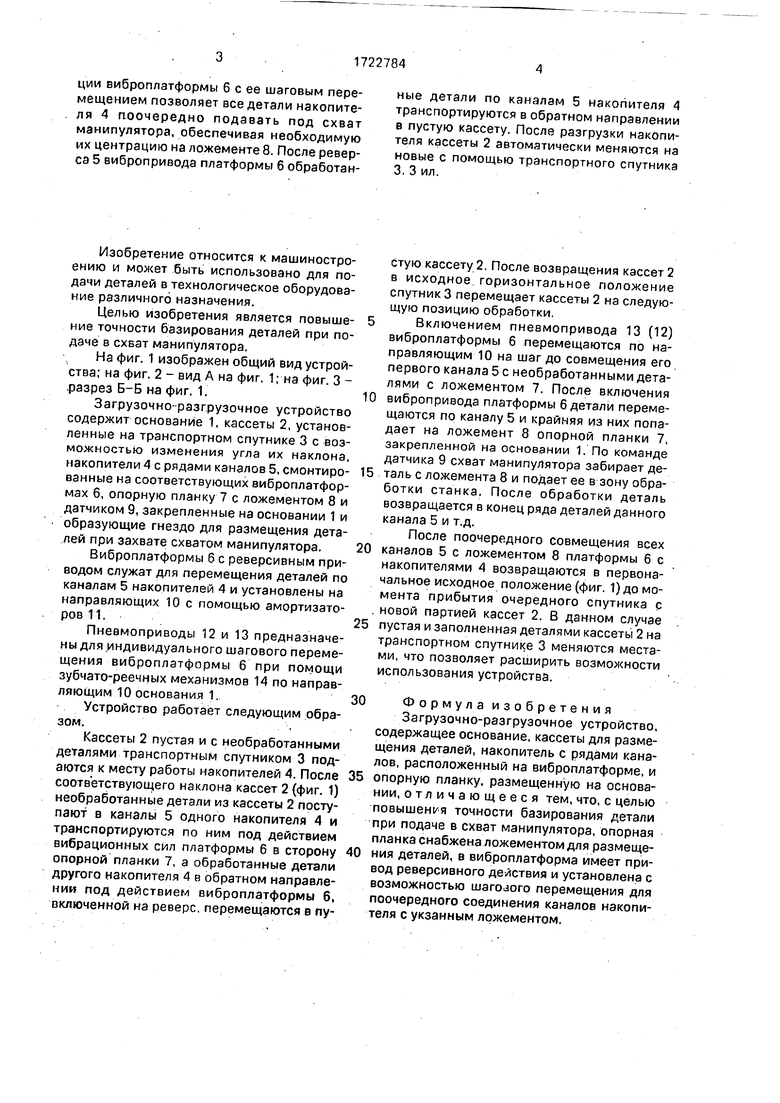
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Загрузочно-разгрузочное устройство | 1988 |
|
SU1698159A1 |
| Автоматическая линия для механической обработки цилиндрических деталей | 1983 |
|
SU1135607A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Загрузочное устройство | 1985 |
|
SU1315227A1 |
| Устройство для сборки и контактной сварки деталей | 1978 |
|
SU770696A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Устройство для кассетирования плоских деталей | 1988 |
|
SU1618578A1 |
| Магазин-накопитель деталей | 1986 |
|
SU1366354A1 |
Изобретение относится к машиностроению и может быть} использовано для деталей в технологическое оборудование различного назначения. Целью изобретения является повышение точности базирования деталей при подаче в схват манипулятора. Детали из кассеты 2 путем ее наклона перемещаются в каналы 5 накопителя 4 и благодаря вибрации платформы 6 транспортируются по его каналам 5 в направлении к опорной планке 8. Путем шагового перемещения виброплатформы поочередно совмещают каналы 5 накопителя 4 с ложементом 8 опорной планки 7, закрепленной на основании 1. Под действием вибрации платформы 6 детали одного канала 5 накопителя 4 поочередно попадают на указанный ложемент 8, а затем схватом манипулятора подают в зону обработки станка. После обработки деталь манипулятором подается в конец ряда деталей данного канала 5. Совмещение вибра
Изобретение относится к машиностроению и может быть использовано для подачи деталей в технологическое оборудование различного назначения.
Целью изобретения является повыше- ние точности базирования деталей при подаче в схват манипулятора.
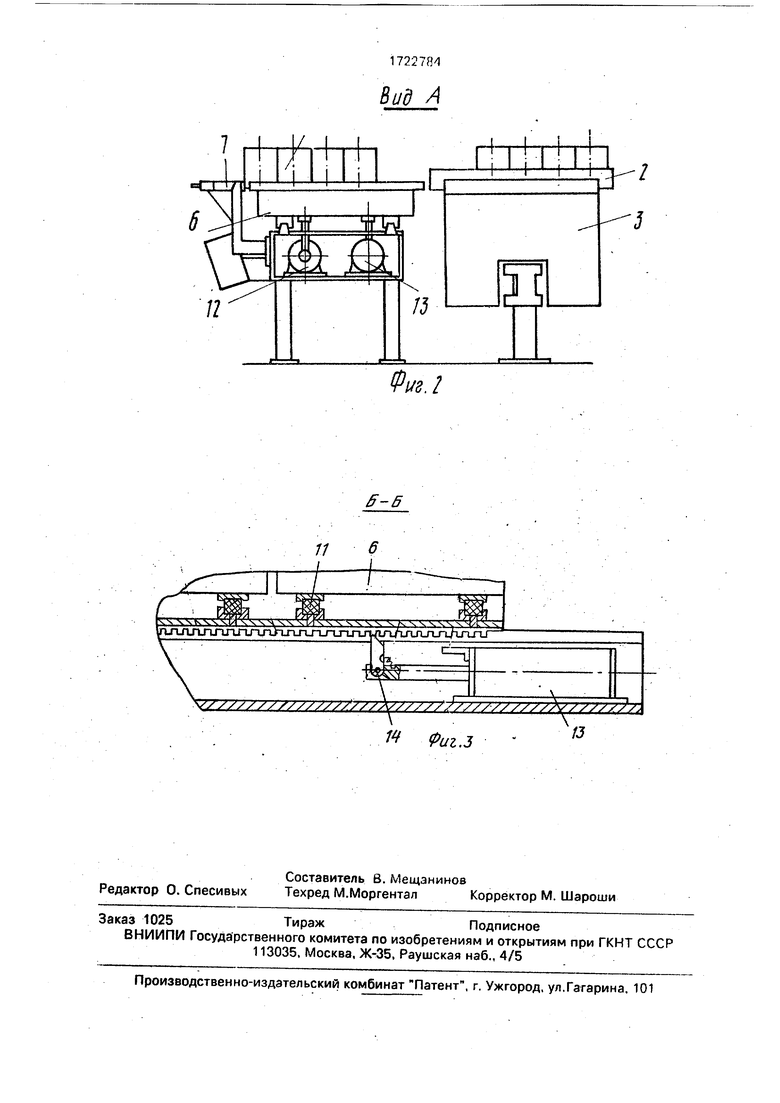
На фиг. 1 изображен общий вид устройства; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - .разрез Б-Б на фиг. 1.
Загрузочно-разгрузочное устройство содержит основание 1, кассеты 2, установленные на транспортном спутнике 3 с возможностью изменения угла их наклона, накопители 4 с рядами каналов 5, смонтиро- ванные на соответствующих виброплатформах б, опорную планку 7 с ложементом 8 и датчиком 9, закрепленные на основании 1 и образующие гнездо для размещения деталей при захвате схватом манипулятора.
Виброплатформы 6 с реверсивным приводом служат для перемещения деталей по каналам 5 накопителей 4 и установлены на направляющих 10 с помощью амортизаторов 11.
Пневмоприводы 12 и 13 предназначены для индивидуального шагового перемещения виброплатформы б при помощи зубчато-реечных механизмов 14 по направляющим 10 основания 1.
Устройство работает следующим образом.
Кассеты 2 пустая и с необработанными деталями транспортным спутником 3 подаются к месту работы накопителей 4. После соответствующего наклона кассет 2 (фиг. 1) необработанные детали из кассеты 2 поступают в каналы 5 одного накопителя 4 и транспортируются по ним под действием вибрационных сил платформы б в сторону опорной планки 7, а обработанные детали другого накопителя 4 в обратном направлении под действием виброплатформы б, включенной на реверс, перемещаются в пустую кассету 2. После возвращения кассет 2 в исходное.горизонтальное положение спутник 3 перемещает кассеты 2 на следующую позицию обработки.
Включением пневмопривода 13 (12) виброплатформы 6 перемещаются по направляющим 10 на шаг до совмещения его первого канала 5 с необработанными деталями с ложементом 7. После включения вибропривода платформы 6 детали перемещаются по каналу 5 и крайняя из них попадает на ложемент 8 опорной планки 7, закрепленной на основании 1. По команде датчика 9 схват манипулятора забирает деталь с ложемента 8 и подает ее в зону обработки станка. После обработки деталь возвращается в конец ряда деталей данного канала 5 и т.д.
После поочередного совмещения всех каналов 5 с ложементом 8 платформы б с накопителями 4 возвращаются в первоначальное исходное положение (фиг. 1) до момента прибытия очередного спутника с новой партией кассет 2. В данном случае пустая и заполненная деталями кассеты 2 на транспортном спутнике 3 меняются местами, что позволяет расширить возможности использования устройства.
Формула изобретения Загрузочно-разгрузочное устройство, содержащее основание, кассеты для размещения деталей, накопитель с рядами каналов, расположенный на виброплатформе, и опорную планку, размещенную на основании, отличающееся тем, что, с целью повышения точности базирования детали при подаче в схват манипулятора, опорная планка снабжена ложементом для размещения деталей, в виброплатформа имеет привод реверсивного действия и установлена с возможностью шагового перемещения для поочередного соединения каналов накопителя с укзанным ложементом.
116
M Puz.3
/J
| Магазин деталей | 1985 |
|
SU1364435A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
