Изобретение относится к станкостроению и может быть использовано для подачи деталей в металлорежущие станки и другое оборудование различного технологического назначения.
Цель изобретения - повьшение точности базирования деталей относительно координатных осей перемещения захватов манипулятора.
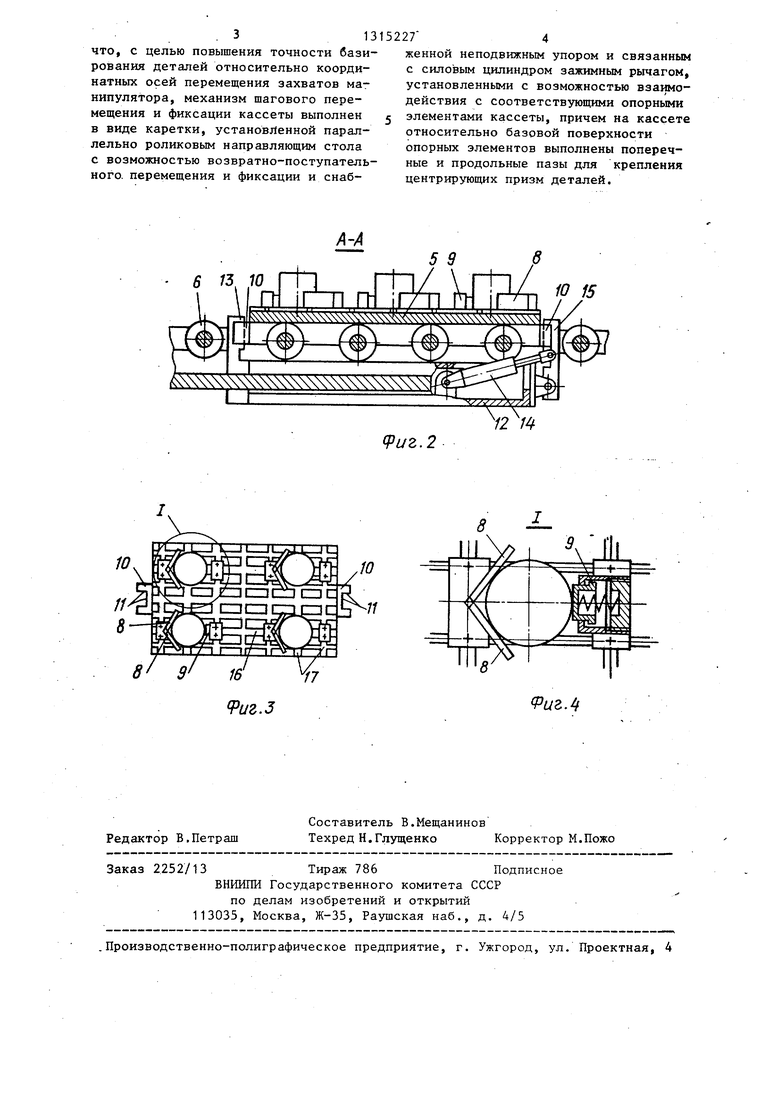
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фигМ на фиг.З - кассета, общий вид на фиг.4 - узел I на фиг.З.
Загрузочное устройство содержит манипулятор 1 портального типа с захватной головкой, имеющей схват 2 для подачи деталей и схват 3 выгрузки деталей после обработки и установленной с возможностью поворота вокруг горизонтальной оси 4, кассету 5, размещенную на роликовых направляющих 6 тактового стола 7 и снабженную центрирующими призмами 8 из двух пластин для размещения деталей с подпружиненными пластинами 9 и опорными элементами 10 с базовьми поверхностями 11 для ее фиксации, механизм шагового перемещения и фиксации кассеты 5, выполненный в виде каретки 12, установленной на столе 7 параллельно роликовьм направляющим 6 с возможностью шагового возвратно-поступательного перемещения и фиксации и снабженной неподвижным упором 13 и связанным с силовым цилиндром 14 рычагом 15., установленными с возможностью взаимодействия с соответствующими опорными элементами 10 кассеты. 5. .
На кассете 5 относительно базовых поверхностей 11 опорных элементов 10 выполнены продольные 16 и поперечные 17 пазы для крепления центрирующих призм 8 и подпружиненных пластин 9.
Устройство работает следующим образом.
Кассета 5 с вертикально расположенными в центрирующих призмах 8 и поджатыми к ним пластинами 9 деталям подается на роликовые направляющие 6 тактового, стола 7. Рычаг 15 каретки 12 под действием силового цилиндра . поворачивается и, взаимодействуя с опорным элементом 10 кассеты 5, поджимает ее к неподвижному упору 13, базируя кассету 5 на каретке 12 строго в заданном положении относительно
5
0
5
базовых поверхностей ее опорных элементов 10. Каретка 12 перемещает кассету 5 в захватную головку манипулятора 1 и фиксируется. Захватная головка, поворачиваясь вокруг горизонтальной оси 4, вначале схватом 2 забирает деталь, подлежащую обработке, а затем схватом 3 устанавливает в освобожденную центрирующую призму 8 кассеты 5 уже обработанную деталь. Манипулятор 1 перемещается в зону обработки станка, и захватная головка схватом 3 вынимает обработанную деталь из патрона станка, а схватом 2 подает в него необработанную деталь.
При возвращении манипулятора 1 в зону расположения кассеты 5 цикл захвата детали из первого ряда ее центрирующих призм 8 повторяется.
После заполнения обработанными деталями первого ряда призм 8 каретка 12 перемещает кассету 5 на шаг, совмещая вертикальную ось захватной головки с плоскостью, проходящей через оси деталей центрирующих призм 8 второго ряда кассеты 5. Таким образом происходит подача деталей из других рядов кассеты 5 в зону обработки станка.
После обработки всех деталей кассета 5 с обработанными деталями подается в исходное положение,, рычаг 15 убирается, расфиксируя кассету 5, и последняя заменяется на новую. 5
Предлагаемая конструкция механизма шаговой подачи позволяет базировать кассеты 5 различных типоразмеров по длине. Закрепление центрирующих призм 8 и пластин 9 в продольных и поперечных пазах 17, выполненных на строго за.данном расстоянии от базовых поверхностей 11 опорных элементов 10, позволяет обеспечить точную соосность 5 подаваемых деталей различных типоразмеров с координатными осями перемещения схватов 2 и 3 манипулятора 1.
Формула изобретения 0
Загрузочное устройство, содержащее манипулятор с захватами, кабсету с опорными элементами для ее фиксации и центрируюш 1ми призмами для размеще- 5 ния деталей, установленную на роликовых направляющих стола, и механизм шагового перемещения и фиксации кассеты, отличающееся тем.
0
.313
что, с целью повышения точности базирования деталей относительно координатных осей перемещения захватов манипулятора, механизм шагового перемещения и фиксации кассеты выполнен в виде каретки, установленной параллельно роликовым направляющим стола с возможностью возвратно-поступательного, перемещения и фиксации и снаб27 4
женной неподвижным упором и связанным с силовым цилиндром зажимным рычагом, установленными с возможностью взаимодействия с соответствующими опорными элементами кассеты, причем на кассете относительно базовой поверхности опорных элементов выполнены поперечные и продольные пазы для крепления центрирующих призм деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль | 1986 |
|
SU1404273A1 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| Гибкий производственный модуль | 1990 |
|
SU1824287A1 |
| Автоматизированная технологическая единица | 1984 |
|
SU1222503A1 |
| Устройство для подачи деталей | 1985 |
|
SU1301640A1 |
| Автоматизированный участок механической обработки деталей | 1984 |
|
SU1238946A2 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| Установка для контактной точечной сварки | 1988 |
|
SU1600938A1 |
Изобретение относится к области станкостроения и может быть использовано для подачи деталей в металлорежущие станки и другое оборудование различного технологического назначения. Целью изобретения является повышение точности базирования деталей относительно координатных осей перемещения захватов манипулятора. Для. этого кассета 5 с деталями подается на роликовые направляющие 6 тактового стола 7 и при помощи механизма шагового перемещения, выполненного в виде каретки 12с неподвижным упором 13 и подвижным рычагом, вначале фиксируется, а затем подается в зону работы захватов манипулятора в соответствии с заданной программой работы устройства. По мере подачи деталей манипулятором из кассеты 5 в патрон станка и заполнения центрирующих призм обработанными деталями производится пошаговое перемещение кассеты 5 кареткой 12. Точность базирования кассеты 5 относительно координатных осей схватов 2 и 3 манипулятора 1 достигается за счет строчной фиксации кассеты 5 относительно ее опорных элементов 10, а также размещения центрирующих призм 8 в поперечных и продольных пазах, выполненных на заданном расстоянии от базовых поверхностей указанных опорных элементов 10 кассеты 5. 4 ил. с $ (Л сд to bO 
6 /3 10
9 иг. 2
(Риг.
Редактор В.Петраш
Составитель В.Мещанинов
Техред Н.Глущенко Корректор М.Пожо
Заказ 2252/13Тираж 786Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для загрузки станков | 1978 |
|
SU1040713A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
