17
Изобретение относится к порошковой металлургии, в частности к металлургии волокон, и может быть использовано для получения металлических волокон из различных металлов и сплавов.
Целью изобретения является предотвращение расплющивания заготовок.
Предлагаемый способ изготовления металлических волокон заключается в деформировании сферических частиц металлического порошка между двумя рабочими поверхностями инструмента t со сдвигом поперечных слоев образую- щихся волокон путем закручивания при непрерывном нанесении шероховатости на рабочие поверхности инструмента.
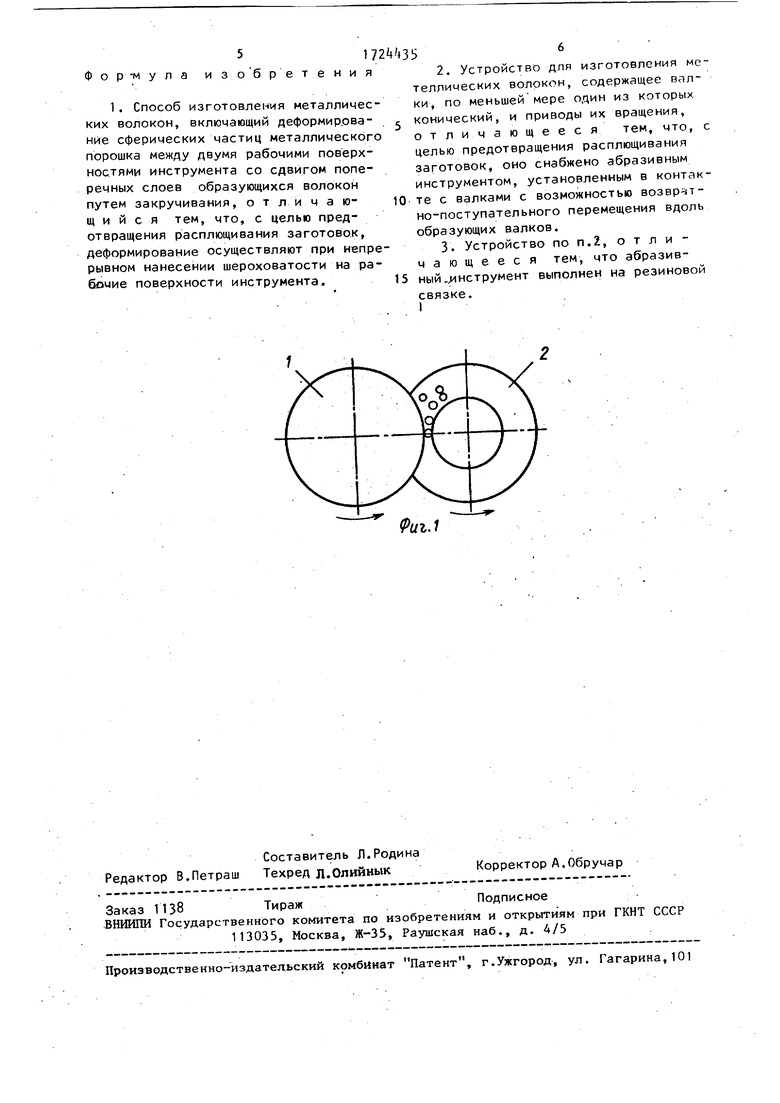
На фиг.1 приведено устройство, об- щий вид; на фиг.2 - то же, вид сверху.
Устройство включает валки 1 и 2, по крайней мере один из которых кпни ческий. Валки 1 и 2 установлены с постоянным зазором между их рабочими поверхностями и с возможностью вращения в данном направлении с разны - ми окружными скоростями от приводов 3 и 4. В контакте с валками 1 и 2 находится абразивный инструмент 5, осуществляющий возвратно-поступательные перемещения от привода 6.
Способ осуществляют следующим образом.
В процессе работы сферическая частица порошка за счет вращения валков с рассогласованием и превышения ок- . ружной скорости подающего валка затягивается в зону деформации и получа- ет вращательное движение под -действием сил трения со стороны валков 1 и 2 При перекатывании заготовки через . зону деформации формируются цилиндрические волокна с диаметром, опре- деляемым величиной минимального зазора между валками 1 и 2, Однако в процессе деформации частиц порошка происходит частичное налипание частиц порошка на рабочие поверхности валков, что приводит к снижению их шероховатости. Кроме того, в процессе деформирования частиц порошка п роисходит некоторое сглаживание микронеровностей на рабочих поверхностях валков, т..е; уменьшение их шероховатости.
Абразивный инструмент 5, приводимый в движение приводом 6 и не находя
5
43
Q 5
0
5
5,5
50
5.
щийся в постоянном контакте с валками 1 и 2, осуществляет возвратно-поступательное перемещение вдоль образующих валков, снимая с их поверхностей материал порошка и нанося новые микронеровности. Абразивный инструмент 5 желательно изготавливать на резиновой основе, что облегчает установку его на валках с требуемым натягом, что позволяет легко обеспечить необходимую глубину микронеровностей. Возможна установка двух абразивных инстру- ментов с общим или индивидуальными приводами, осуществляющими возвратно- поступательные перемещения вдоль образующей соответствующего валка. Таким образом, осуществляя непрерывное нанесение микронеровностей на поверхности валков, можно осуществлять деформирование при одновременном раскатывании большего числа обрабатываемых частиц, что в значительной мере уменьшает засорение получаемых волокон частицами чешуйчатой формы.
Пример. Заготовки сферической формы бронзового порошка марки БрОФ 10-1 диаметром d 80 мкм пропускают между коническими валками длиной 200 мм, диаметром в средней части
D - 200 мм и углом конусности 1.0°. Частота вращения подающего валка 230 об/мин, частота вращения второго валка 250 об/мин, зазор между ними был 20 мкм. Деформированные частицы представляют собой смесь волок- нообразных частиц и частиц чешуйчатой формы. После ситового разделения и последующего взвешивания частиц количество чешуйчатых частиц составляет около 37%.
После этого на валки устанавливают абразивный инструмент, представляющий собой алмазную пыль на резиновой связке. Абразивный инструмент устанавливают на конце штока пневмо- цилиндра, осуществляющего возвратно- поступательные перемещения с частотой 0,1 Гц. Из полученной продукции также определяют количество частиц чешуйчатой формы 9%.
Таким образом, снижается выход чешуйчатых частиц примерно в 4 раза. Кроме того, увеличение трения заготовок о поверхности валков позволяет . сократить время их нахождения в зоне обработки, что увеличивает производительность устройства.
Ф о р м у л а
и з
5
о б р
е т е
1. Способ изготовления металлических волокон, включающий деформирование сферических частиц металлического порошка между двумя рабочими поверхностями инструмента со сдвигом поперечных слоев образующихся волокон путем закручивания, отличающийся тем, что, с целью предотвращения расплющивания заготовок, деформирование осуществляют при непрерывном нанесении шероховатости на рабочие поверхности инструмента.
н и я 2. Устройство для изготовления ме- теллических волокон, содержащее валки, по меньшей мере один из которых конический, и приводы их вращения, отличающееся тем, что, с целью предотвращения расплющивания заготовок, оно снабжено абразивным инструментом, установленным в контакте с валками с возможностью возвратно-поступательного перемещения вдоль образующих валков.
3. Устройство по п.2, отличающееся тем, что эбразив- 15 ный„инструмент выполнен на резиновой
10
связке. I
10
связке. I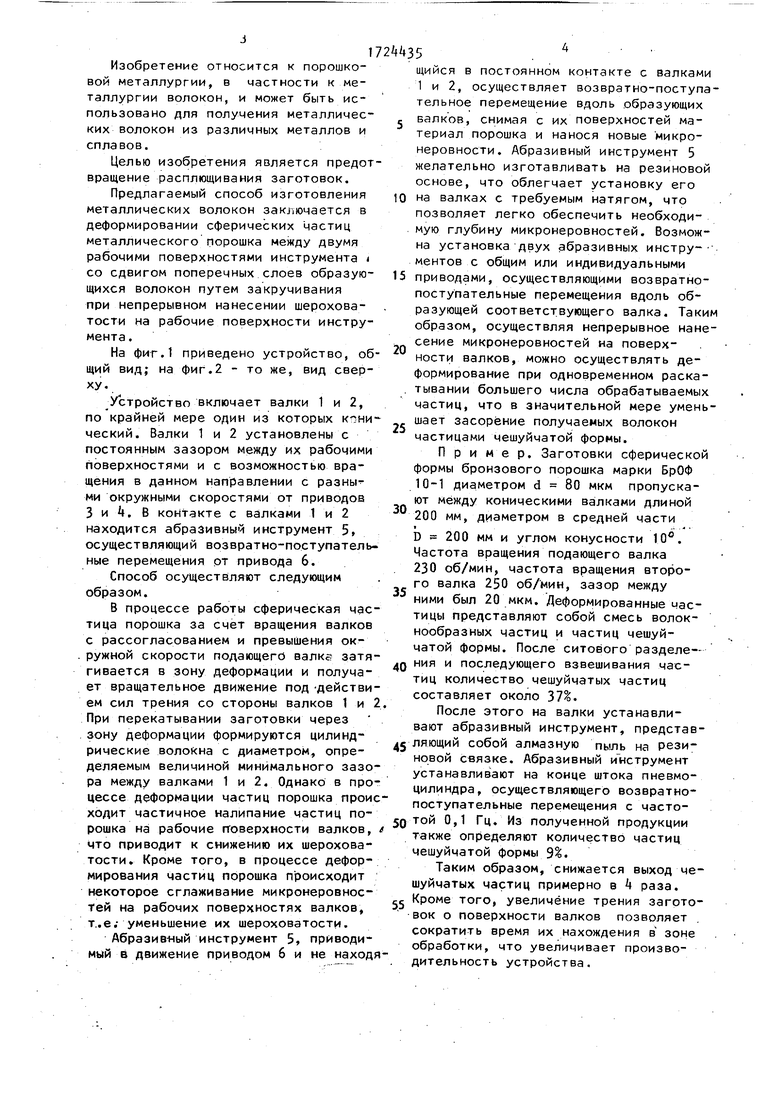
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлических волокон и устройство для его осуществления | 1981 |
|
SU1072996A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО РАСКАТЫВАНИЯ | 2010 |
|
RU2440231C2 |
| МНОГОЭЛЕМЕНТНОЕ ОСЦИЛЛИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2441741C2 |
| Устройство для изготовления металлических волокон | 1981 |
|
SU1088880A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОРАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2441742C2 |
| Способ изготовления металлических волокон и устройство для его осуществления | 1987 |
|
SU1650359A1 |
| СПОСОБ РАСКАТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2440230C2 |
| Способ изготовления металлических волокон и устройство для его осуществления | 1987 |
|
SU1699715A1 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
| Способ изготовления металлических волокон и устройство для его осуществления | 1982 |
|
SU1139563A1 |
Изобретение относится к порошковой металлургии, в частности к металлургии волокон, и может быть использовано для получения металлических волокон из различных металлов и спла-, BOB, Цель изобретения - предотвращение расплющивания заготовок. Сферическая частица порошка за счет вращения валков 1 и 2 затягивается в зону деформации, где формируются цилиндрические волокна с диаметром, определяемым величиной минимального зазора между валками. При этом абразивный инструмент 5 осуществляет возвратно-поступательное перемещение вдоль образующих валков, снимая с их поверхности налипшие; частицы порошка и нанося новые микронеровности. Изобретение позволяет осуществлять деформирование при одновременном раскатывании большего числа обрабатываемых частиц,, что в значительной мере уменьшает засорение получаемых волокон частицами чешуйчатой формы. 2 с. и 1 з.п.ф-лы, 2 ил. 3 (Л
| Замок для пробочного водопроводного или газопроводного крана | 1928 |
|
SU11382A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления металлических волокон и устройство для его осуществления | 1986 |
|
SU1650358A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
