Изобретение относится к области керамического производства, а именно к конструкции оборудования для изготовления изделий с резьбовыми отверстиями из пластичных керамических масс и подобных им материалов.
Цель изобретения - повышение качества изделий.
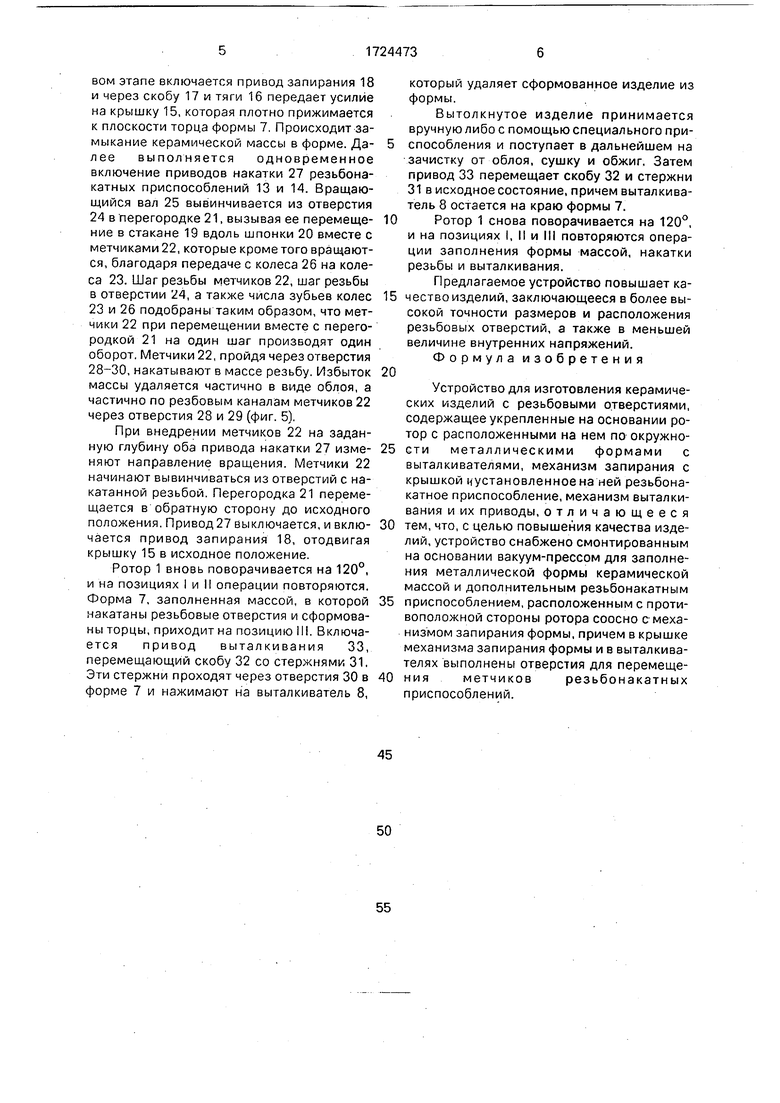
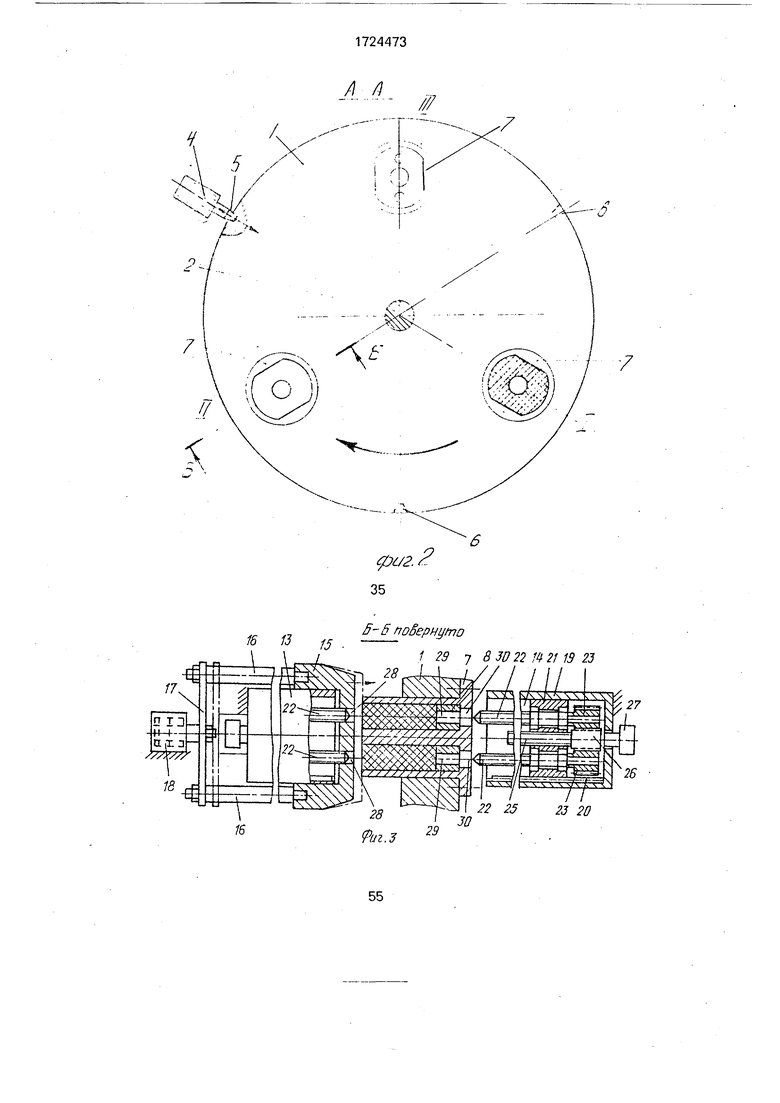
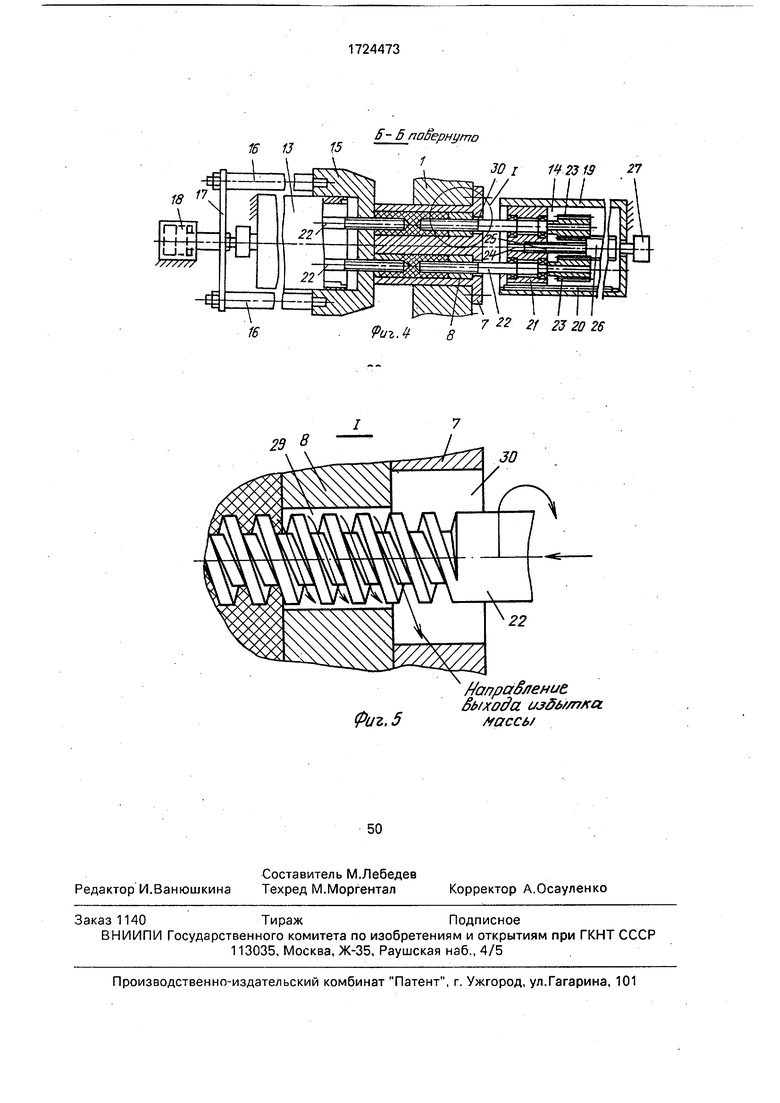
На фиг. 1 приведено устройство, общий вид,с частичными разрезами; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 и 4 - разрез Б-Б на фиг. 2, соответственно, в исходном положении резьбонакатных приспособлений и в конечном; на фиг. 5 - узел I на фиг. 4.
Устройство для изготовления керамических изделий с резьбовыми отверстиями содержит ротор 1, который расположен на валу 2, соединенном с приводом 3 поворота. В непосредственной близости от ротора Ремонтирован привод 4 фиксации с подвижным штоком 5, для взаимодействия с которым в роторе 1 выполнены отверстия 6. На роторе 1 равномерно по окружности размещены три металлические формы 7, выпол- ненные в соответствии с конфигурацией формуемых изделий.
В каждой из трех форм 7 установлены выталкиватели 8, которые могут свободно перемещаться вдоль внутренней полости форм. На выталкивателях 9 жестко закреплены толкатели 9, для которых в донышках форм 7 выполнены отверстия 10, причем толкатели 9 через эти отверстия могут вызы- вать срабатывание конечного выключателя 11. В состав устройства входит вакуум- пресс 12, который установлен с возможностью поочередного заполнения керамической массой одной из форм 7.
Кроме того, устройство содержит расположенные с противоположных сторон ротора 1, соосно друг другу два одинаковых резьбонакатных приспособления 13 и 14, а также механизм запирания формы, включа- ющий крышку 15, связанную тягами 16 и скобой 17с приводом запирания 18, причем тяги 16 образуют жесткое соединение с крышкой 15 и скобой 17. Крышка 15 подвижно связана с резьбонакатным приспособле- нием 13, имея возможность свободного перемещения вдоль него с сохранением взаимной соосности. В состав каждого из резьбонакатных приспособлений 13 и 14 входит стакан 19с закрепленной во внут- ренней полости шпонкой 20. Внутри стакана смонтирована подвижная перегородка 21, имеющая соответствующий шпоночный паз.
На перегородке 21 в подшипниках качения установлены метчики 22, имеющие
резьбонакатывающую часть и хвостовик для сопряжения с подшипниками и для закрепления зубчатых колес 23. Кроме того, в перегородке 21 выполнено отверстие 24 с резьбой, образующее вместе с валом 25 передачу винт-гайка. Вал 25 имеет винтовую нарезку и выполнен заодно с зубчатым колесом 26, входящим в зацепление с колесами 23. Посредством подшипника качения вал 25 закреплен в стакане 19 и соединен с приводом накатки 27.
Для перемещения метчиков 22 в крышке 15 механизма запирания формы имеются отверстия 28, в выталкивателях 8 - отверстия 29 и в донышках форм 7 - отверстия 30, причем зазоры метчиков 22 по отношению к отверстиям 28 и 29 минимальны (0,05-0,15 мм), а по отношению к отверстиям 30 выбираются максимально возможными. Устройство для изготовления керамических изделий с резьбовыми отверстиями содержит также механизм выталкивания в виде штырей 31, закрепленных на скобе 32, соединенной с приводом выталкивания 33.
Вал 2 ротора 1 установлен с возможностью вращения на общем основании устройства. На этом же основании жестко закреплены привод фиксации 4, вакуум- пресс 12, резьбонакатные приспособления 13 и 14, привод запирания 18 и привод выталкивания 33.
Устройство для изготовления керамических изделий с резьбовыми отверстиями работает следующим образом.
Изготовление изделия начинается на позиции I с момента включения вакуум- пресса 12, который заполняет керамической массой металлическую форму 7, находящуюся на этой позиции. Выталкиватель 8 под действием выдавливаемой массы перемещается внутри формы 7 к ее донышку (из положения, показанного на фиг. 1 штрих- пунктирной линией). Заполнение формы 7 идет до тех пор, пока толкатель 9 через отверстие 10 вызовет срабатывание конечного выключателя 11. При этом вакуум- пресс 12 выключается. Затем начинает работу привод фиксации 4, выводя шток 5 из соответствующего отверстия 6. Включается привод поворота 3, который, вращая вал 2, поворачивает ротор 1 на 120°. Масса, заполнившая форму 7,при повороте ротора 1 срезается точно по торцовой кромке формы. Затем снова включается привод фиксации 4, и шток 5 фиксирует ротор 1 в новом положении. На позицию I приходит очередная форма 7, и начинается ее заполнение керамической массой.
На позиции I в это же время осуществляется накатка резьбы по этапам. На первом этапе включается привод запирания 18 и через скобу 17 и тяги 16 передает усилие на крышку 15, которая плотно прижимается к плоскости торца формы 7. Происходит замыкание керамической массы в форме. Да- лее выполняется одновременное включение приводов накатки 27 резьбона- катных приспособлений 13 и 14. Вращающийся вал 25 вывинчивается из отверстия 24 в перегородке 21, вызывая ее перемеще- ние в стакане 19 вдоль шпонки 20 вместе с метчиками 22, которые кроме того вращаются, благодаря передаче с колеса 26 на колеса 23. Шаг резьбы метчиков 22, шаг резьбы в отверстии 24, а также числа зубьев колес 23 и 26 подобраны таким образом, что метчики 22 при перемещении вместе с перегородкой 21 на один шаг производят один оборот. Метчики 22, пройдя через отверстия 28-30, накатывают в массе резьбу. Избыток массы удаляется частично в виде облоя, а частично по резбовым каналам метчиков 22 через отверстия 28 и 29 (фиг. 5).
При внедрении метчиков 22 на заданную глубину оба привода накатки 27 изме- няют направление вращения. Метчики 22 начинают вывинчиваться из отверстий с накатанной резьбой. Перегородка 21 перемещается в обратную сторону до исходного положения. Привод 27 выключается, и вклю- чается привод запирания 18, отодвигая крышку 15 в исходное положение.
Ротор 1 вновь поворачивается на 120°, и на позициях I и II операции повторяются. Форма 7, заполненная массой, в которой накатаны резьбовые отверстия и сформованы торцы, приходит на позицию III. Включается привод выталкивания 33, перемещающий скобу 32 со стержнями 31, Эти стержни проходят через отверстия 30 в форме 7 и нажимают на выталкиватель 8,
который удаляет сформованное изделие из формы.
Вытолкнутое изделие принимается вручную либо с помощью специального приспособления и поступает в дальнейшем на зачистку от облоя, сушку и обжиг. Затем привод 33 перемещает скобу 32 и стержни 31 в исходное состояние, причем выталкиватель 8 остается на краю формы 7.
Ротор 1 снова поворачивается на 120°, и на позициях I, II и III повторяются операции заполнения формы массой, накатки резьбы и выталкивания.
Предлагаемое устройство повышает качество изделий, заключающееся в более высокой точности размеров и расположения резьбовых отверстий, а также в меньшей величине внутренних напряжений.
Формула изобретения
Устройство для изготовления керамических изделий с резьбовыми отверстиями, содержащее укрепленные на основании ротор с расположенными на нем по окружности металлическими формами с выталкивателями, механизм запирания с крышкой постановленное на ней резьбона- катное приспособление, механизм выталкивания и их приводы, отличающееся тем, что, с целью повышения качества изделий, устройство снабжено смонтированным на основании вакуум-прессом для заполнения металлической формы керамической массой и дополнительным резьбонакатным приспособлением, расположенным с противоположной стороны ротора соосно с механизмом запирания формы, причем в крышке механизма запирания формы и в выталкивателях выполнены отверстия для перемещения метчиков резьбонакатных приспособлений.
Фиг, 5
Малрсгбление бы ход а из5ы/ггка. массб/
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатный станок | 1935 |
|
SU48110A1 |
| Установка для изготовления керамических деталей | 1981 |
|
SU979122A1 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ НАКАТКИ РЕЗЬБЫ ВИНТА | 2009 |
|
RU2408448C1 |
| Автоматическое устройство сбора, сортировки и переработки пластиковых и стеклянных бутылок | 2021 |
|
RU2770022C1 |
| Способ изготовления крепежных деталей с многогранным стержнем | 1990 |
|
SU1759517A1 |
| ПРЕССОВАЯ УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ БРИКЕТИРОВАНИЯ ИЗМЕЛЬЧЁННЫХ ХВОСТОВ ТВЁРДЫХ БЫТОВЫХ И СЫПУЧИХ ТЕХНОЛОГИЧЕСКИХ ОТХОДОВ "ГИПОЦИКЛОИДА" | 2014 |
|
RU2580352C2 |
| Способ изготовления стержневых резьбовых изделий | 1989 |
|
SU1766573A1 |
| СИСТЕМА И СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ КРЫШКИ ДЛЯ РЕЗЬБОВОЙ ЕМКОСТИ | 2018 |
|
RU2761630C2 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| Устройство к резьбонакатному стану для выталкивания заготовок из зоны накатки | 1978 |
|
SU733825A1 |
Изобретение относится к керамическому производству. Цель изобретения - повышение качества формуемых изделий. Устройство содержит ротор 1 с расположен ными на нем по окружности металлическими формами 7 с выталкивателями 8, механизм запирания с крышкой, на которой установлено резьбонакатное приспособление, а также механизм выталкивания с приводом 33. Новыми в устройстве являются вакуум-пресс 12 для заполнения форм 7 керамической массой и дополнительное резьбонакатное приспособление 14, установленное соосно механизму запирания. В крышке механизма запирания формы и в выталкивателях 8 выполнены отверстия для перемещения метчиков 22 резьбонакатных приспособлений. Качество формуемых изделий повышается благодаря точной дозировке керамической массы, наполняющей формы 7, а также благодаря направляющим отверстиям для метчиков 22, снижающим их деформации и смещение. 5 ил. (Л С
| Булавин И.А | |||
| Машины и автоматические линии для производства тонкой керамики | |||
| - М.: Машиностроение, 1979, с | |||
| Синхронизирующее устройство для аппарата, служащего для передачи изображений на расстояние | 1920 |
|
SU225A1 |
