11
Р1зобретение относится к металлургическому производству и может быть использовано при горячей прокатке листов для улучшения их плоскостности и повышения производительности прокатного стана.
Цель изобретения - повышение плоскостности листа и увеличение производительности путем обеспечения равенства вытяжек по ширине раската.
Способ заключается в том, что раскат обжимают с ПОСТОЯННЫМ относительным обжатием до достижения соотношения Ь/h 120-160, определяют температуру раската в проходе, а последующую прокатку ведут с соотношением относительных обжатий в смежных (предыдущем и; последующем) проходах пропорциональным вытяжке и температуре раската в посл е- дуюш,ем пропуске в соответствии с 1 зависимостью
;- ;.,-S35
; i,-535
(1)
где
относительное обжатие
вытяжка,
толщина раската перед и после пропуска;
температура раската в
пропуске, С, 1 - номер пропуска.
Известно что процесс прокатки в чистовой клети толстолистового стана делится на две стадии: прокатка с постоянным усилием деформации и прокатка с уменьшающимся от пропуска к пропуску усилием деформации
Первая стадия обеспечивает высокую производительность прокатного стана до дост1-1жения соотношения размеров раската b/h 120-160, После этого усилие прокатки необходимо уменьшить от пропуска к пропуску для обеспечения формы листа. Несоб- лвздение этого правила приводит к тому, что лист из валков выходит неплоским (волнистым или коробова- тым) и для того, чтобы его можно было задать в машину горячей правки, необходимо сделать один-два прогладочных пропуска, что приводит к снижению производительности прокатного стана.
Поэтому на первой стадии раскат обжимают с постоянным относитель052
ным обжатием до достижения соотношения b/h 120-160, что обеспечивает максимально возможную производительность стана в первой стадии
прокатки.
Установлено, что в чистовых пропусках имеет место зависимость
-г: а icorist ,
i где Р - усилие прокатки;
6 - относительное обжатие в
пропуске-,
а - постоянная величина, зависящая от параметров стана и прокатываемого листа.
Из приведенного соотношения следует
, , при Р,.Р const, .
I и
(индекс доп. соответствует предельно допустимой величине).
Прокатка в первой стадии с постоянным относительным обжатием обеспечивает полное использование силовых
возможностей прокатного стана.
На второй стадии определяют температуру раската в пропуске, а последующую прокатку ведут с соотношением относительного обжатия от пропуска
к пропуску, пропорциональным вытяжке и температуре раската в последую-, щем проходе, что обеспечивает равенство вытяжек по ширине.
Установлено, что необходимое для
обеспечения плоскостности листов снижение усилия прокатки обеспечивается соблюдением соотношения относительных обжатий в смежных пропусках
40
°
(2).
где а - коэффициент, зависящий от
температуры раската. Учитывая, что
45
(
-е
(3)
приходим после очевидных преобразований к зависимости
50
fi
(4)
После статистической обрабо тки получаем зависимость коэс|х 1И |;нента 55 Я от температуры раската i .
о
i;-,-535 t:-S35
(5)
После подстановки (5) в (4) имеем формулу (1).
Диапазон Ь/Н обусловлен диапазоном температур конца прокатки листов.
Для обычной технологии температура конца прокатки находится в пределах 950-1000 С, а потеря листов формы происходит при достижении соотношения Ь/I) 160. При контролируемой прокатке (температура конца прокатки УОО-вОО С) чувствительность листа к потере формы при прочих равных условиях возрастает и лист теряет форму уже при Ь/Ь 120.
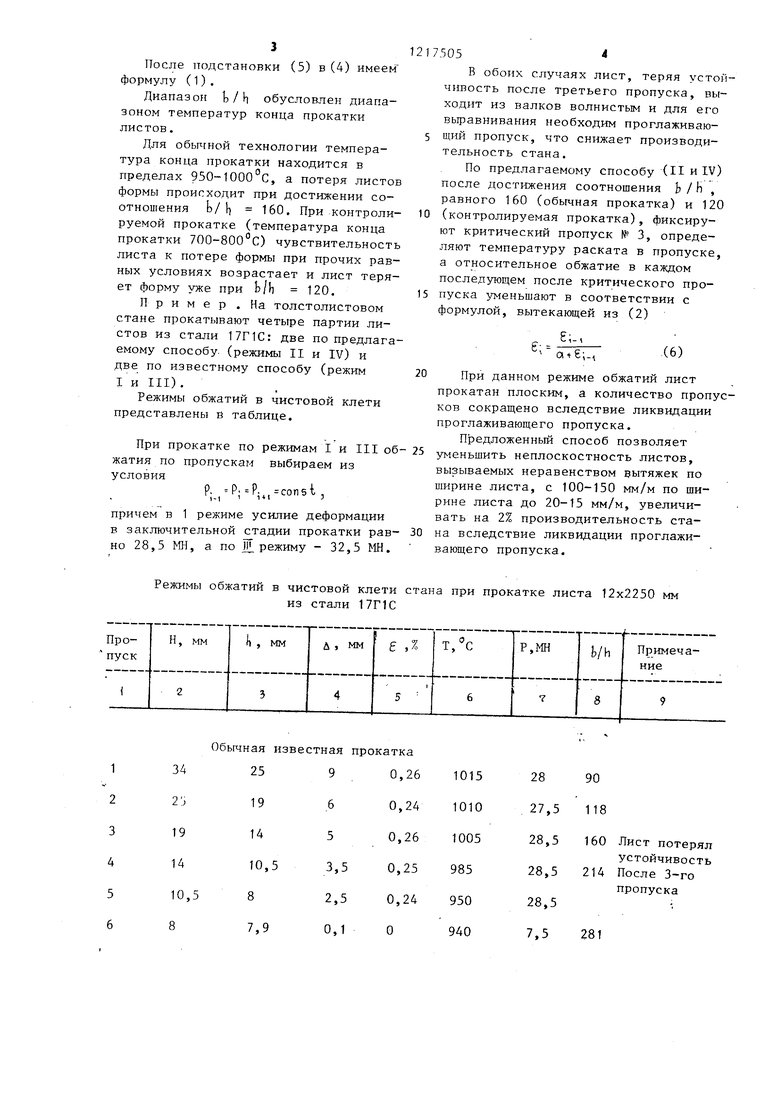
Пример . На толстолистовом стане прокатывают четыре партии листов из стали 17Г1С: две по предлагаемому способу, (режимы II и IV) и две по известному способу (режим I и III).
Режимы обжатий в чистовой клети представлены в таблице.
При прокатке по режимам I и III об- жатия по пропускам выбираем из условия
Р, ,,, -const,
причем в 1 режиме усилие деформации
в заключительной стадии прокатки рав-
но 28,5 МН, а по F режиму - 32,5 МН.
Режимы обжатий в чистовой клети стана при прокатке листа 12x2250 мм из стали 17Г1С
Обычная известная прокатка
2 3 4 5 6
15
217305
В обоих случаях лист, теряя устойчивость после третьего пропуска, выходит из валков волнистым и для его выравнивания необходим проглаживаю- 5 щий пропуск, что снижает производительность стана.
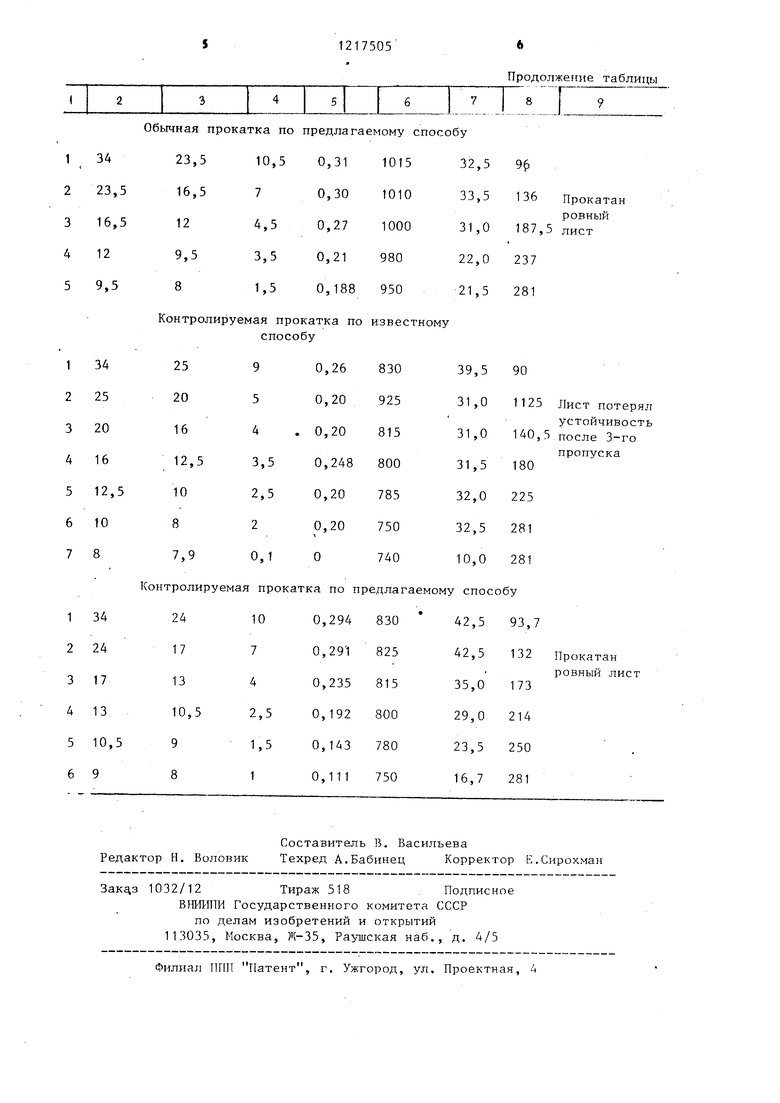
По предлагаемому способу (II и IV) после достижения соотношения Ь/Ь , равного 160 (обычная прокатка) и 120 10 (контролируемая прокатка), фиксируют критический пропуск № 3, определяют температуру раската в пропуске, а относительное обжатие в каждом последующем после критического пропуска уменьшают в соответствии с
формулой, вытекающей из (2)
е;
iiii- Of ;-
(6)
При данном режиме обжатий лист прокатан плоским, а количество пропусков сокращено вследствие ликвидации проглаживающего пропуска.
Предложенный способ позволяет уменьшить неплоскостность листов, вызываемых неравенством вытяжек по ширине листа, с 100-150 мм/м по ширине листа до 20-15 мм/м, увеличивать на 2% производительность стана вследствие ликвидации проглаживающего пропуска.
160 Лист потерял устойчивость
214 После 3-го пропуска
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячей прокатки листов и полос с подстуженной поверхностью | 1985 |
|
SU1258522A1 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| Способ регулирования ширины толстых листов при прокатке | 1980 |
|
SU919770A2 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ С ОБЖАТЫМИ КРОМКАМИ | 1992 |
|
RU2019324C1 |
| Способ реверсивной прокатки толстых листов | 1989 |
|
SU1667958A1 |
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| Способ прокатки листов | 1990 |
|
SU1726078A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2495142C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2414974C1 |
| Способ прокатки листов | 1981 |
|
SU1014601A1 |
| Меерович И.М | |||
| Прокатка листов и плит из легких сплавов | |||
| М.: Металлургия, 1969, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ НАЖИМНЫМИ МЕХАНИЗМАМИ ЛИСТОВЫХ СТАНОВ ГОРЯЧЕЙПРОКАТКИ | 0 |
|
SU257573A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
