Изобретение относится к черной металлургии и может быть использовано на реверсивных толстолистовых прокатных станах.
Известна конструкция манипулятора, содержащего линейки и привод их перемещения. Такая конструкция не обеспечивает удержания проката в процессе его движения при прокатке из-за сильных вибраций.
Известно также устройство, предусматривающее установку роликов на линейнка манипулятора, Одна ко для листов, толщиной менее 14-16 мм, сжатие их по боковым кромкам легко приводит к потере устойчивости.
Наиболее близким к изобретению является устройство, содержащее линейки с закрепленными на них наклонными опорными роликами и привод перемещения линеек. Ролики снабжены приводами вращения, а угол их наклона равен 40-70°, При прокатке в одном направлении ролики прижимают прокат к рольгангу, что повышает устойчивость прокате, однако при изменении направления прокатки (а именно, на реверсивных листовых станах актуальна задача удержания листа линейками манипулятора для повышения его качества) ролики линеек стремятся поднять лист, оторвать его от поверхности рольганга, и при этом лист легко теряет устойчивость, что препятствует повышению его качества.
Целью изобретения является повышение качества проката за счет обеспечения возможности регулирования углов наклона роликов в зависимости от направления прокатки,
Поставленная цель достигается тем, что каждая линейка выполнена в виде двух установленных одна над другой балок, верхняя из которых установлена с возможностью горизонтального перемещения и связана с приводом указанного перемещения, при этом опоры каждого ролика установлены на балках шарнирно.
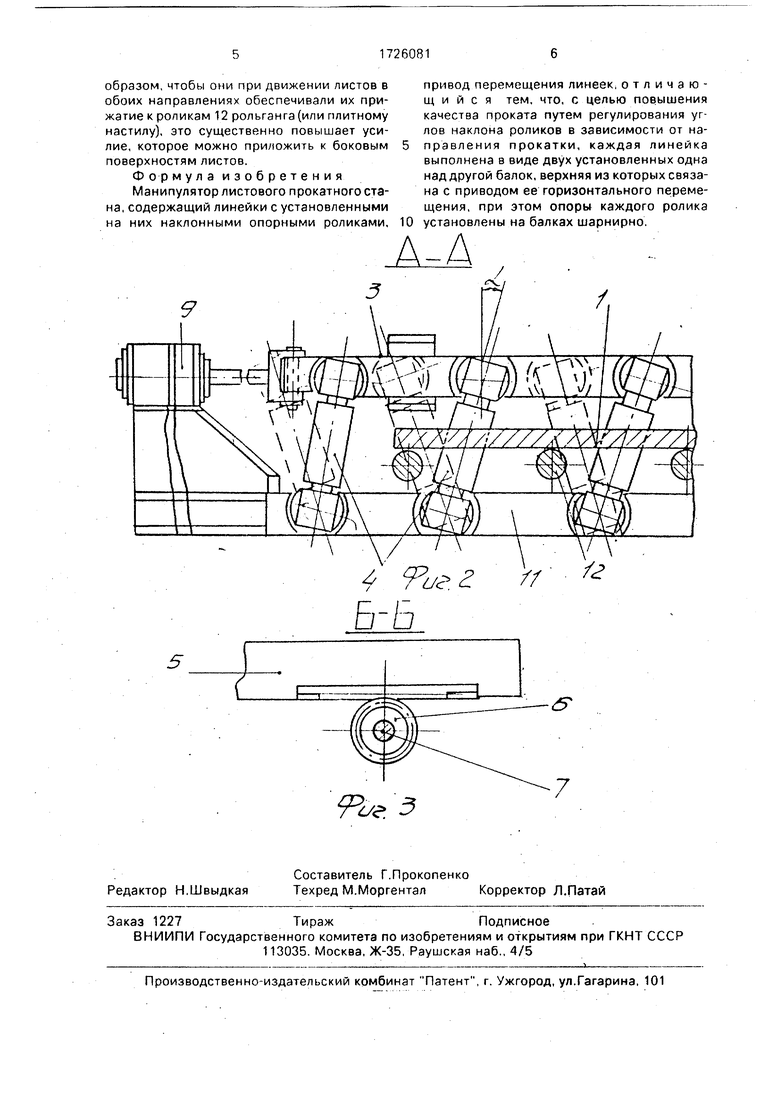
На фиг.1 показан манипулятор, общий вид, план: на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1,
На чертеже показаны прокатываемый лист 1, подвижные балки 2 и 3 линейки манипулятора, в которых установлены ролики 4. Линейки 3 соединены со штангами 5, рейки которых взаимодействуют с шестернями 6, расположенными на общем валу 7 с приводом от двигателя 8. Балки 2 и 3 линеек соединены с гидравлическими цилиндрами 9 и могут перемещаться в опорах 10, Нижние балки 11 линеек неподвижны. Прокат 1 транспортируют ролики 12 рольганга.
Устройство работает следующим образом.
Когда лист 1 поступает по рольгангу к прокатной клети, его сначала центрируют, а
потом для повышения устойчивости (и уменьшения поперечной разнотолщинно- сти листов) удерживают балками 2 и 3 линеек, Для того, чтобы на боковых поверхностях листа 1 не было трения скольжения,
0 используют балки 2 и 3 и линейки с роликами 4, установленными наклонно к вертикали под углом 5-10°. Ролики 4, установленные в балках 2 и 3 линеек, прижаты к листу 1 через штанги 5, через реечные передачи от шесте5 рен 6, установленных на валу 7, соединенном с двигателем 8. Эти двигатели для обеих линеек (2 и 3) электрически синхронизированы (можно, конечно, обеспечить и механическую синхронизацию валом с ко0 ническими передачами). При сжатии листа 1 роликами усилие ограничено условием потери устойчивости листа. Наклон роликов на угол а- 5-10° при движении листа 1 вправо (фиг.1 и 2) обеспечивает вертикальную
5 компоненту скорости и усилия, прижимая листы 1 к роликам 12 рольганга, что создает опору листов по широким граням и повышает (в два и более раз) предельное (по условиям потери устойчивости листа 1) усилие
0 прижатия к листу 1 роликов 4. Это обеспечивает надежное удержание листа и его вы- сокое качество: низкую разнотолщинность без искривления и искажения формы.
Однако при реверсивной прокатке, ког5 да лист 1 перемещается влево, наклоненные так, как показано на фиг.2, ролики 4 отрывают лист 1 от роликов 12 рольганга и способствуют его изгибу вверх и потере устойчивости. Чтобы этого не происходило,
0 верхние подшипниковые опоры роликов 4 установлены в балках 2 и 3, подвижных в горизонтальном направлении, а нижние подшипниковые опоры роликов 4 - в стационарных (относительно линеек и штанг 5)
5 балках 11. Это позволяет при реверсе гидравлическим цилиндром 9 переместить балку 3 (Фиг.2) в крайнее левое положение. Это перемещает и все верхние опоры роликов 4 влево, так что их наклон изменяется от ве р0 тикали в противоположную сторону, Подвижные балки 2 и 3 перемещаются в опорах 10, связанных с балками 11 (стационарными), Это положение роликов 4 на фиг.2 показано пунктиром.
5 Таким образом, при прокатке листов 1 в реверсивной клети при каждом реверсе осуществляют не только центрирование иудер- жзние листов 1 линейками, точнее расположенными на линейках роликами 4, но и устанавливают наклон роликов 4 таким
образом, чтобы они при движении листов в обоих направлениях обеспечивали их прижатие к роликам 12 рольганга (или плитному настилу), это существенно повышает усилие, которое можно приложить к боковым поверхностям листов.
Ф о р мула изобретения Манипулятор листового прокатного стана, содержащий линейки с установленными на них наклонными опорными роликами,
привод перемещения линеек, отличающийся тем, что, с целью повышения качества проката путем регулирования углов наклона роликов в зависимости от направления прокатки, каждая линейка выполнена в виде двух установленных одна над другой балок, верхняя из которых связана с приводом ее горизонтального перемещения, при этом опоры каждого ролика
установлены на балках шарнирно.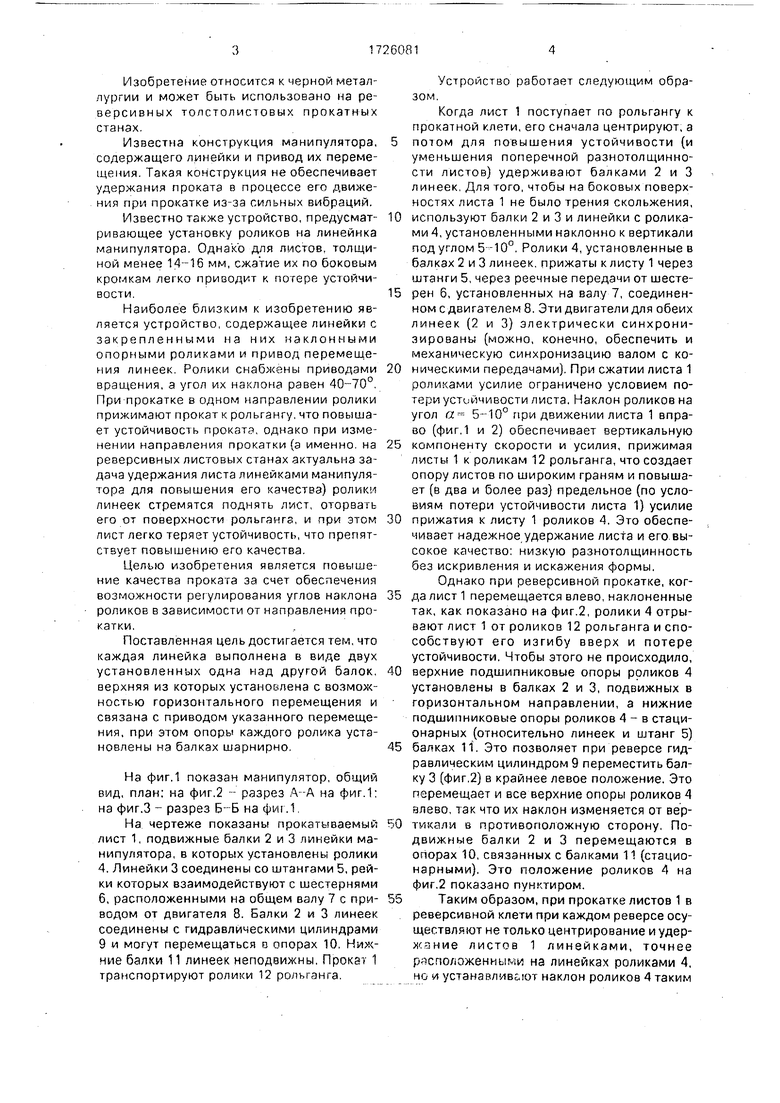
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор обжимного прокатного стана | 1980 |
|
SU935149A1 |
| МАНИПУЛЯТОР ПРОКАТНОГО СТАНА | 2003 |
|
RU2254947C2 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Манипулятор обжимного прокатного стана | 1991 |
|
SU1785452A3 |
| Способ горячей реверсивной прокатки листов и устройство для его осуществления | 1979 |
|
SU876216A1 |
| Рабочий рольганг обжимного прокатного стана | 1977 |
|
SU716660A2 |
| Манипулятор обжимного прокатного стана | 1986 |
|
SU1353546A2 |
| ЛИСТОПРОКАТНЫЙ СТАН С УДЛИНЕННЫМИ РАБОЧИМИ ВАЛКАМИ | 2011 |
|
RU2499637C2 |
| Устройство для центрирования и транспортирования проката | 1980 |
|
SU921654A1 |
| Манипулятор обжимного прокатного стана | 1987 |
|
SU1444006A1 |
Изобретение относится к прокатному производству и может быть использовано на реверсивных толстолистовых прокатных станах. Цель изобретения - повышение качества проката путем регулирования углов наклона роликов в зависимости от направления прокатки. Прижатие прокатываемого листа к роликам рольганга в зависимости от направления движения обеспечивается путем изменения угла наклона боковых опорных роликов 4, установленных шарнирно на стационарных 11 и подвижных 2.3 балках, с помощью гидроцилиндров 9. Это позволяет повысить качество кромок проката. 3 ил.
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Обжимной прокатный стан | 1984 |
|
SU1187900A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
