Изобретение относится к прокатному производству и может быть использовано на участках рабочих линий толстолистовых станов.
Известны манипуляторы, которые устанавливаются перед и за рабочими клетями кварто толстолистовых станов и которые предназначены для установки раскатов по оси прокатки. Например, известен манипулятор реечного типа с гидравлическим приводом конструкции Уралмашзавода, содержащий штанги с каждой стороны рольганга, на штанги установлены линейки, которыми перемещается раскат по рольгангу при центровке [1]. Однако некоторые раскаты необходимо не только устанавливать по оси прокатки, но и удерживать их от смещения с оси в процессе прокатки.
Недостатком указанных манипуляторов является то, что при удержании раскатов по оси прокатки из-за возникающих значительных усилий, действующих вдоль линеек, происходят поломки узлов манипуляторов, приводящих к длительным простоям стана.
Наиболее близким к предлагаемому манипулятору по технической сущности и достигаемому результату является манипулятор чистовой четырехвалковой клети, содержащий линейки, штанги с каждой стороны рольганга и привод, причем штанги связаны поперечными траверсами и перемещаются в вертикальных роликовых направляющих [2].
Этот манипулятор обеспечивает повышенную прочность узлов и деталей по сравнению с описанным выше манипулятором за счет того, что штанги перемещаются в вертикальных роликовых направляющих. Тем не менее, недостатком этой конструкции является то, что вертикальные роликовые направляющие расположены в зоне перемещения штанг на значительном расстоянии от поверхности линеек, вдоль которых действуют силы при удержании раската по оси прокатки. Эти силы создают изгибающий момент на штангах манипулятора, и тем самым в конечном итоге это отрицательно отражается на работоспособности манипулятора. Особенно это сказывается при прокатке узких раскатов, так как в этом случае изгибающий момент, действующий на штанги, будет наибольшим из-за максимального плеча приложения силы, действующей вдоль поверхности линеек.
Задачей предложенного изобретения является создание конструкции манипулятора повышенной надежности путем защиты базовых деталей манипулятора от усилий, действующих вдоль линеек.
Поставленная задача решается тем, что в манипуляторе прокатного стана перед или за прокатной клетью, содержащем размещенные по обе стороны оси прокатки направляющие линейки, закрепленные на штангах с возможностью перемещения поперек оси прокатки, линейки манипулятора закреплены на штангах с боковым зазором и снабжены механизмом восприятия усилий, действующих вдоль линеек, выполненным в виде закрепленных на концах линеек, удаленных от клети, эксцентриковых осей с роликами, взаимодействующими с направляющими, установленными стационарно по направлению перемещения линеек, при этом эксцентриситет осей меньше величины бокового зазора крепления линеек со штангой, что обеспечивает регулировку этого зазора,
Установка эксцентриковых осей с роликами в линейках манипулятора позволяет воспринимать усилия, действующие вдоль линеек при удержании раскатов по оси прокатки, непосредственно эксцентриковой осью с роликами с дальнейшей передачей этого усилия на направляющие, встроенные в рамы рольганга и фундамент. Таким образом, усилия, действующие вдоль линеек при удержании раскатов по оси прокатки, на штанги манипулятора не будут передаваться, поэтому заявляемый манипулятор будет иметь повышенные прочностные характеристики.
Сущность предлагаемого изобретения поясняется чертежами.
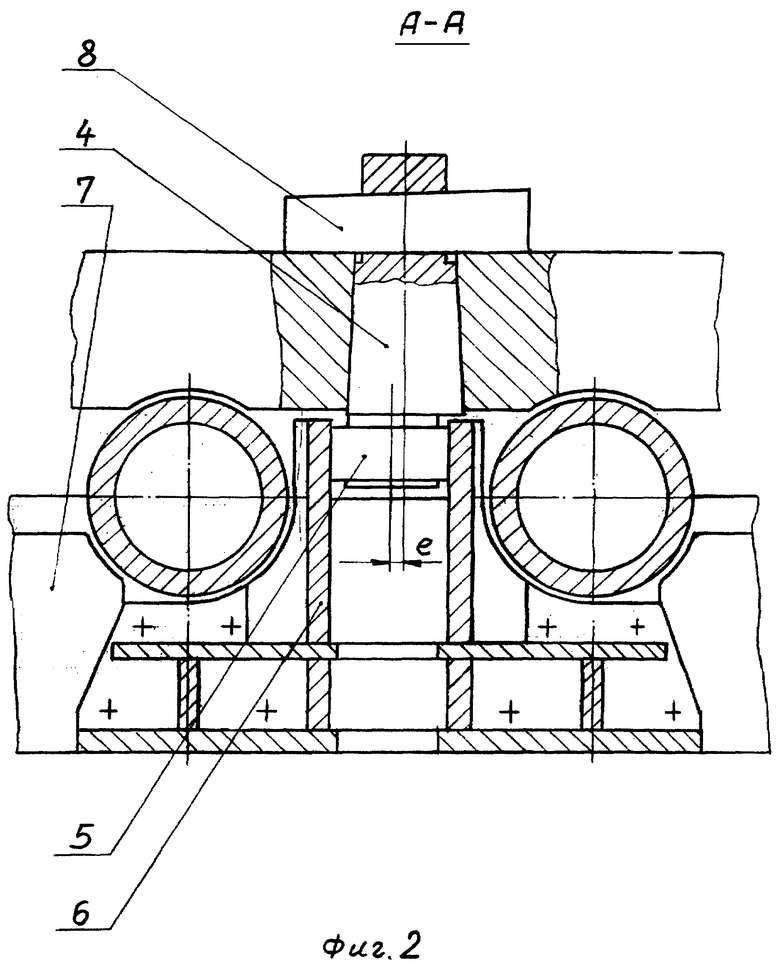
На фиг.1 показан вид манипулятора сверху.
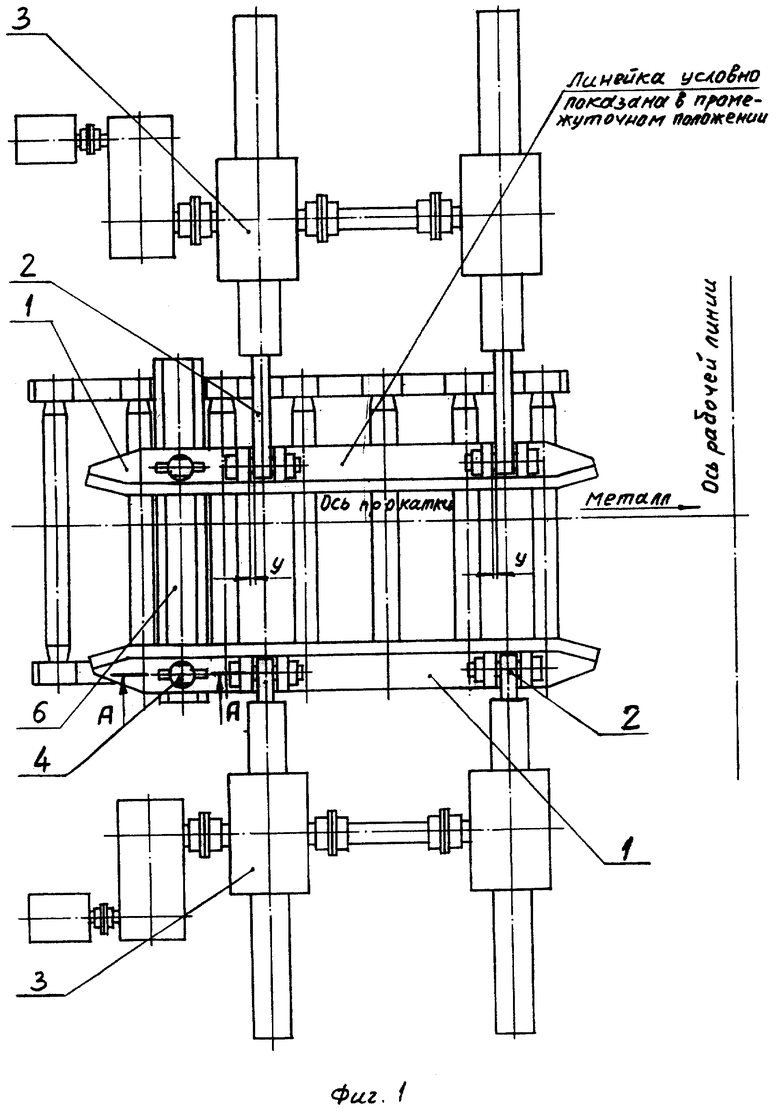
На фиг.2 - разрез А-А на фиг.1 (разрез по эксцентриковой оси).
Манипулятор включает направляющие линейки 1, соединенные штангами 2 с приводами 3. При этом линейки 1 закреплены на штангах 2 с боковым зазором "у" и с возможностью перемещения поперек оси прокатки приводом 3. На линейках 1 на их концах, удаленных от клети, вмонтированы эксцентриковые оси 4 с роликами 5, которые установлены с возможностью перемещения по направляющим 6, встроенным в рольганг 7 по направлению движения линеек 1. Эксцентриковые оси 4 вмонтированы в линейки 1 по конической поверхности и закреплены, например, клиньями 8. Эксцентриситет "е" выбирается меньше величины зазора "у" крепления линеек 1 на штангах 2, что позволяет регулировать этот зазор.
При работе направляющих линеек 1, в момент удержания раскатов по оси прокатки, возникают усилия, которые действуют вдоль линеек 1. Возникающие усилия в момент удержания раскатов по оси прокатки через эксцентриковые оси 4 и ролики 5 воспринимаются направляющими 6, встроенными в рамы рольганга 7, и не передаются на штанги 2 манипулятора.
Внедрение предложенного манипулятора на участках чистовых клетей кварто толстолистовых станов, например стана 2800, позволит повысить надежность работы манипуляторов, сократить простои стана, связанные с ремонтом и заменой деталей и узлов манипуляторов, и, в конечном итоге, увеличить производительность стана.
Источники информации, принятые во внимание
1. Оборудование прокатных станов, Г.Н.Краузе, Москва, 1963 г., стр.141-142.
2. Чичерин И.И., В.И.Роспасиенко Поэтапная реконструкция толстолистового стана 280, Сталь №5, 1998 г., стр.40-42.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор обжимного прокатного стана | 1980 |
|
SU935149A1 |
| Манипулятор обжимного прокатногоСТАНА | 1979 |
|
SU804035A1 |
| Манипулятор обжимного прокатного стана | 1986 |
|
SU1353546A2 |
| Манипулятор листового прокатного стана | 1990 |
|
SU1726081A1 |
| Способ горячей реверсивной прокатки листов и устройство для его осуществления | 1979 |
|
SU876216A1 |
| Манипулятор обжимного прокатногоСТАНА | 1979 |
|
SU810320A1 |
| Манипулятор обжимного прокатного стана | 1987 |
|
SU1444006A1 |
| Манипулятор обжимного прокатного стана | 1991 |
|
SU1785452A3 |
| Манипулятор-кантователь обжимного прокатного стана | 1982 |
|
SU1044368A1 |
| Рабочий рольганг обжимного прокатного стана | 1977 |
|
SU716660A2 |
Изобретение относится к прокатному производству, в частности, к манипуляторам толстолистовых станов. Манипулятор прокатного стана перед или за прокатной клетью содержит размещенные по обе стороны оси прокатки направляющие линейки, закрепленные на штангах с возможностью перемещения поперек оси прокатки, при этом линейки манипулятора закреплены на штангах с боковым зазором и снабжены механизмом восприятия усилий, действующих вдоль линеек, выполненным в виде закрепленных в линейке эксцентриковых осей с роликами, взаимодействующими с направляющими, установленными стационарно по направлению перемещения линеек, при этом величина эксцентриситета осей меньше величины бокового зазора крепления линеек со штангой, и эксцентриковые оси с роликами установлены на концах линеек, удаленных от клети. Изобретение обеспечивает повышение надежности манипулятора. 1 з.п. ф-лы, 2 ил.
| ЧИЧЕРИН И.И., РОСПАСИЕНКО В.И | |||
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОГО ГЛИНОЗЕМА И ЕГО СОЛЕЙ ИЗ СИЛИКАТОВ ГЛИНОЗЕМА, ПРОСТЫХ ГЛИН И. Т.П. | 1915 |
|
SU280A1 |
| Манипулятор обжимного прокатного стана | 1980 |
|
SU935149A1 |
| Манипулятор прокатного стана | 1986 |
|
SU1405932A1 |
| Манипулятор обжимного прокатного стана | 1986 |
|
SU1353546A2 |
| DE 19831479 A2, 20.01.2000 | |||
| US 6098791 A, 08.08.2000 | |||
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОДВИЖНЫХ ИЗДЕЛИЙ С ЗАМКНУТОЙ ЛИНИЕЙ ШВА | 0 |
|
SU166981A1 |

