Изобретение относится к машиностроению и может быть использовано в станках при обработке как длинномерных, так и малогабаритных деталей.
Целью изобретения является расширение функциональных возможностей за счет обеспечения автоматизированной переналадки станка на различные типоразмеры деталей.
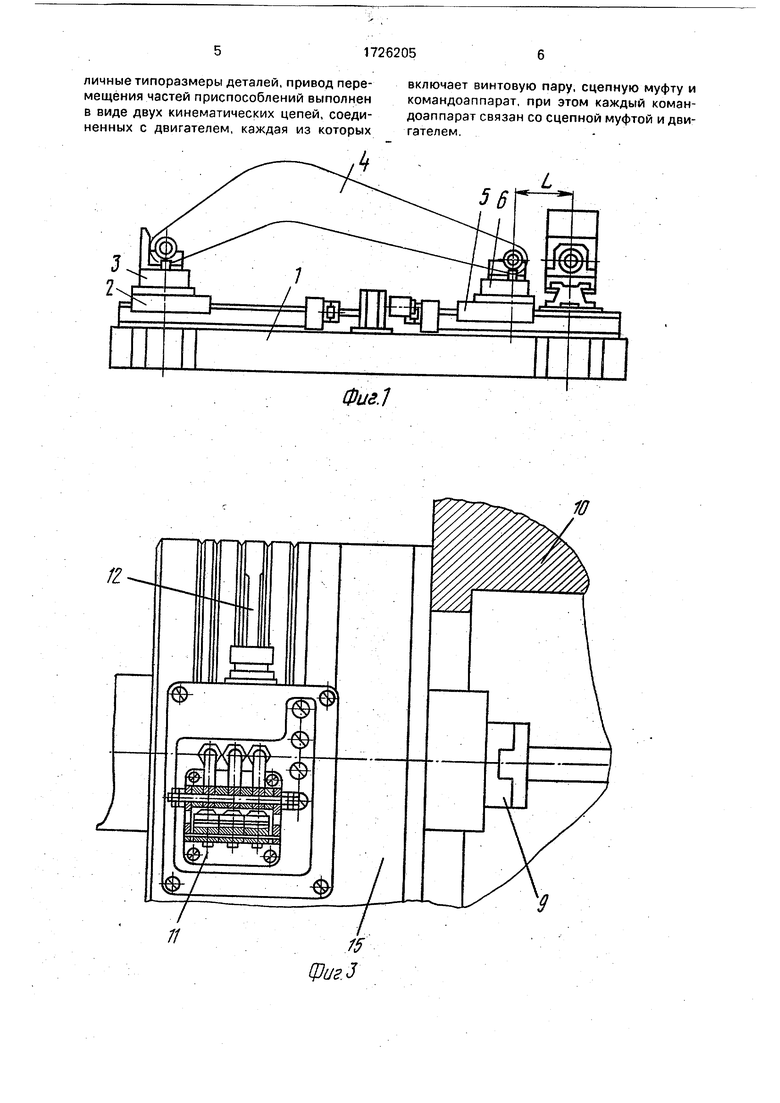
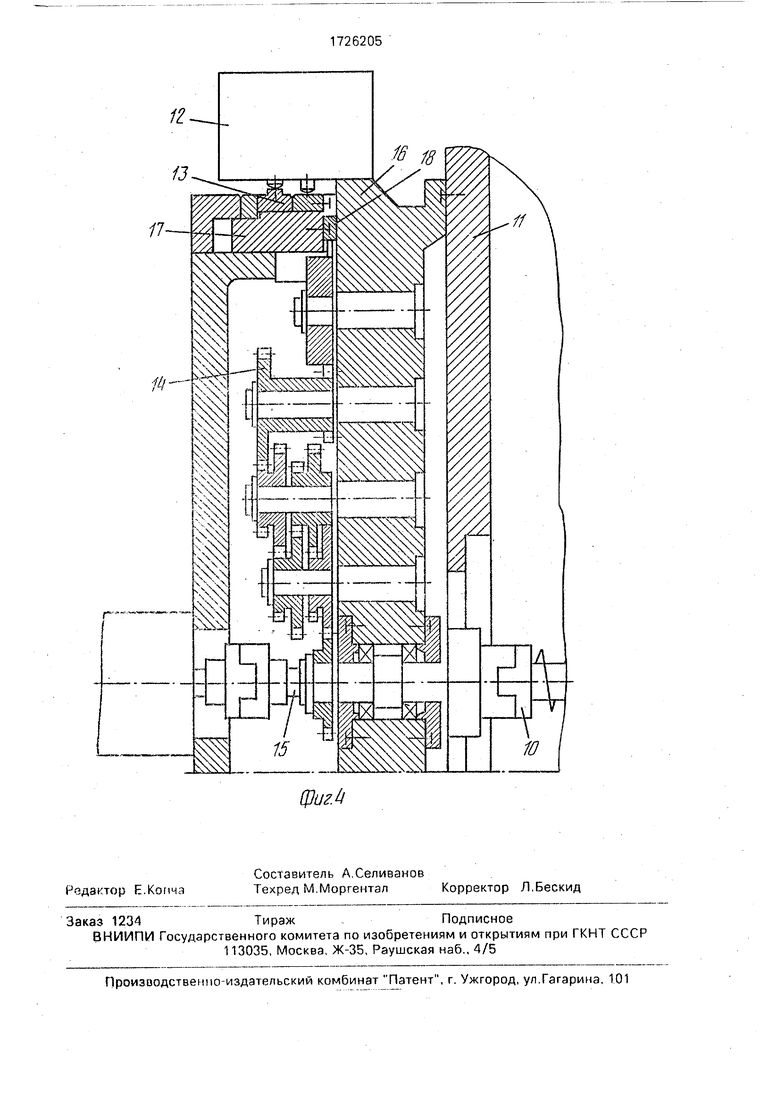
На фиг.1 изображен станок, общий вид и вид спереди; на фиг,2 - то же, вид в плане; на фиг.З - командоаппарат с блоком микропереключателей; на фиг.4 - то же, разрез.
Станок состоит из станины 1, на которой установлен стол 2 с приспособлением 3 для закрепления детали 4 или закрепления одного конца длинномерной детали, стол 5 с приспособлением 6 для закрепления другого конца длинномерной детали, а при об- рзоо ке малогабаритных деталей - детали цг;л-п:ом.
Cioni-j 2 и Б снабжены винтовыми парами 2,. при этом двигатель 8 соединен с винтом 9 каждой винтовой пары 7 через муфту 10 сцепления и редуктор 11 рабочих и ускоренных перемещений, которые управляются (./ .оком миркопереключателей 12, под воздействием на них кулачков 13, кинематически связанных посредством зубчатых шестерен 14 с валом привода 15, размещенном в корпусе командоаппарата 16, на котором установлен блок микропереключателей 12,
Кулачки 13 расположены на барабане 17, к торцу которого прикреплена шестерня 18 с внутренним зацеплением.
К станине 1 пристыкованы боковые станины 19-22, на которых соответственно установлены силовые столы 23-26 со шпиндельными головками 27-30. При этом силовые столы 23 и 24 отстоят от силовых столов 25 и 26 на расстоянии, соразмерном самой длинной детали, предусмотренной технической характеристикой данного станка.
Станок работает следующим образом.
При обработке длинномерных деталей стол 2 устанавливается против силовых столов 23 и 24, а стол 5 отводится на расстояние, соразмерное длине обрабатываемой детали. Величины перемещений зависят от настройки кулачков 13, которые при вращении вала привода 15 и промежуточных зубчатых шестерен 14 воздействуют на блок микропереключателей 12, дающих команду на включение и выключение муфты 10 сцепления. Блок микропереключателей 12 также определяет момент включения рабочих и ускоренных перемещений.
Деталь устанавливается одним концом в приспособление 3 на столе 2,. а другим концом - в приспособление 6 на столе 5 и закрепляется. При этом оба приспособления 3 и 6 обеспечивают расположение осей обрабатываемых отверстий на левом конце детали соосным осям шпинделей в головках 27 и 28, установленных на силовых столах 23 и 24.
0Включается рабочий цикл силовых столов 23 и 24 со шпиндельными головками 27 и 28, далее следует быстрый подвод, рабочий ход и отвод в исходное положение. В начале рабочего хода включается вращение
5 инструмента. После окончания рабочего цикла силовых столов 23 и 24 столы 2 и 5 синхронно перемещают обрабатываемую деталь в правое положение до установки ее правого конца против шпиндельных голо0 вок29иЗО.
Величина перемещения детали вправо зависит от разности длин обрабатываемых деталей и межцентровых расстояний растачиваемых отверстий.
5После позиционирования обрабатываемой детали производится рабочий цикл силовых столов 25 и 26 аналогично рабочему циклу силовых столов 23 и 24. При необходимости позиционирование обрабатывае0 мой детали и рабочие циклы силовых столов повторяются. Переналадка станка при обработке длинномерных деталей осуществля- . ется перемещением приспособления 6 столом 5 на расстояние, равное разности
5 длин вновь установленной и обработанной деталей.
При обработке малогабаритных деталей
они устанавливаются как на левом столе 2, так
и на правом столе 5 и обрабатываются по
0 программе шпиндельными головками 27-30 независимо друг от друга. При этом двигатель 8 работает постоянно, а столы 2 и 5 в зависимости от поступающих команд от блока микропереключателей 12 на муфты
5 10 сцепления и редукторы 11 рабочих и ускоренных перемещений работают по заданной программе, обеспечивая автоматическое независимое позиционирование обрабатываемых деталей.
0
Ф о р м у л а и з о б р е т е н и я Агрегатный станок, содержащий столы с инструментальными головками и приспособление для закрепления деталей, выпол5 ненное из двух частей, установленных с возможностью перемещения одна относительно другой, отличающийся тем, что, с целью расширения функциональных возможностей за счет обеспечения автоматизированной переналадки станка на раз4личные типоразмеры деталей, привод перемещения частей приспособлений выполнен в виде двух кинематических цепей, соединенных с двигателем, каждая из которых
включает винтовую пару, сцепную муфту и командоаппарат, при этом каждый коман- доаппарат связан со сцепной муфтой и двигателем.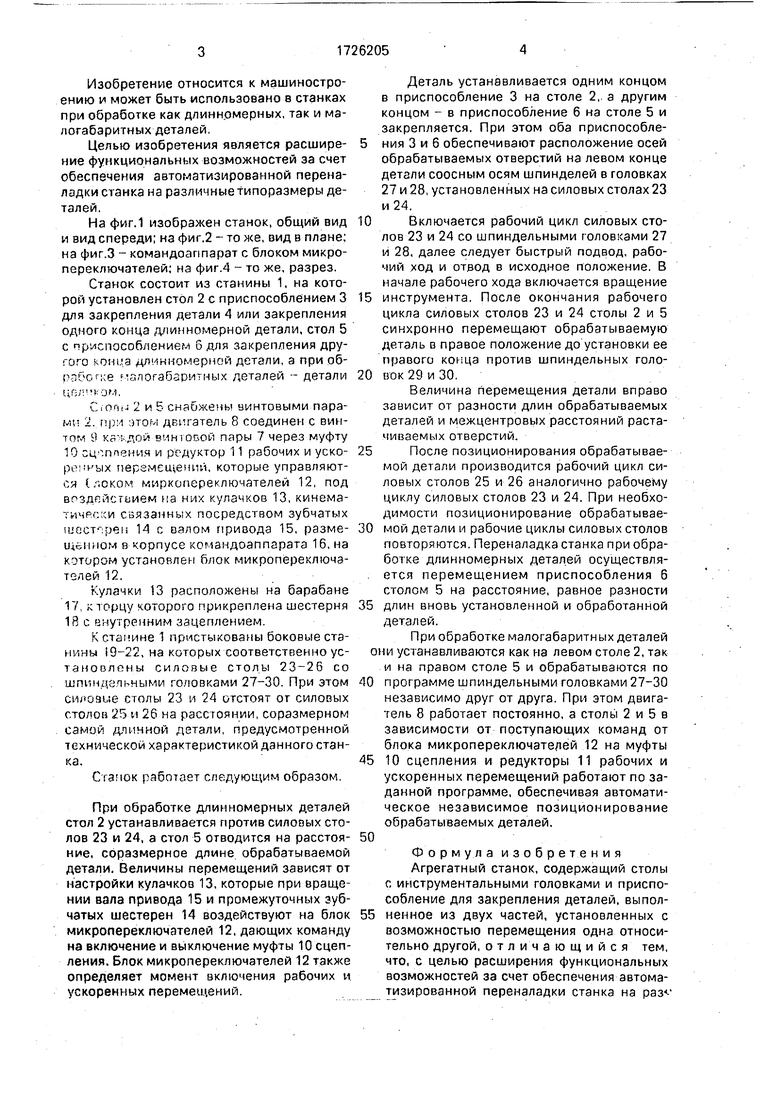
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутридоводочный станок | 1981 |
|
SU967780A1 |
| Металлорежущий станок для обработки деталей с двух сторон | 1990 |
|
SU1787704A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Многошпиндельный станок | 1983 |
|
SU1155373A1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Устройство для разжима брусков хона | 1977 |
|
SU722741A2 |
| Станок для многошпиндельной виброобработки деталей | 1973 |
|
SU607715A1 |
| Фрезерный станок для орнаментных работ | 1977 |
|
SU636079A1 |
| Агрегатный станок | 1985 |
|
SU1303378A1 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
Использование: машиностроение, станки для обработки деталей различной длины. Сущность изобретения: при обработке длинномерных деталей две части приспособления 3 и 6 перемещаются относительно друг друга на величину, необходимую для установки в приспособлении детали. Перемещение частей приспособления осуществляется от привода, состоящего из двух кинематических цепей, включающих винтовые пары 7, 9. сцепные муфты 10 и командо- аппараты 12, которые управляют работой сцепных муфт 11 и общего двигателя. Далее происходят синхронное установочное перемещение обеих частей приспособления и обработка детали. При обработке малогабаритных деталей приспособления 3 и 6 перемещаются по заданной программе с установленными на них деталями независимо друг от друга. 4 ил. (Л
| Металлорежущий станок | 1984 |
|
SU1212759A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
