Изобретение относится к машиностроению и может быть использовано в производстве прецизионных деталей в виде втулок с внутренним отверстием.
Известен внутридовочный станок, содержавши, приспособление для крепления датали, снабхсенное ограничителем силовой нагрузки, и связанную с механизмом возвратно-поступательного движения гильзу с инструментальHbiM шпинделем, .внутри которого расположена игла разжима инструмента, связанная с механизмом осевого перемещения 13Недостатком известного станка является относительно невысокое качество обработки деталей вследствие неравномерной сетки следов обработки на доведенной поверхности.
Цель изобретения - повышение качества обработки деталей.
Эта цель достигается, тем, что механизм возвратно-поступательного движения выполнен в виде эксцентрика и находящегося с ним в контакте рычага, связанного с гильзой, при этом устройство снабжено зубчатой передачей с передаточным отношением, выраженным иррациональным
числом, ведущее.колесо которой связано с инструментальным шпинделем, а ведомое соединено с эксцентриком.
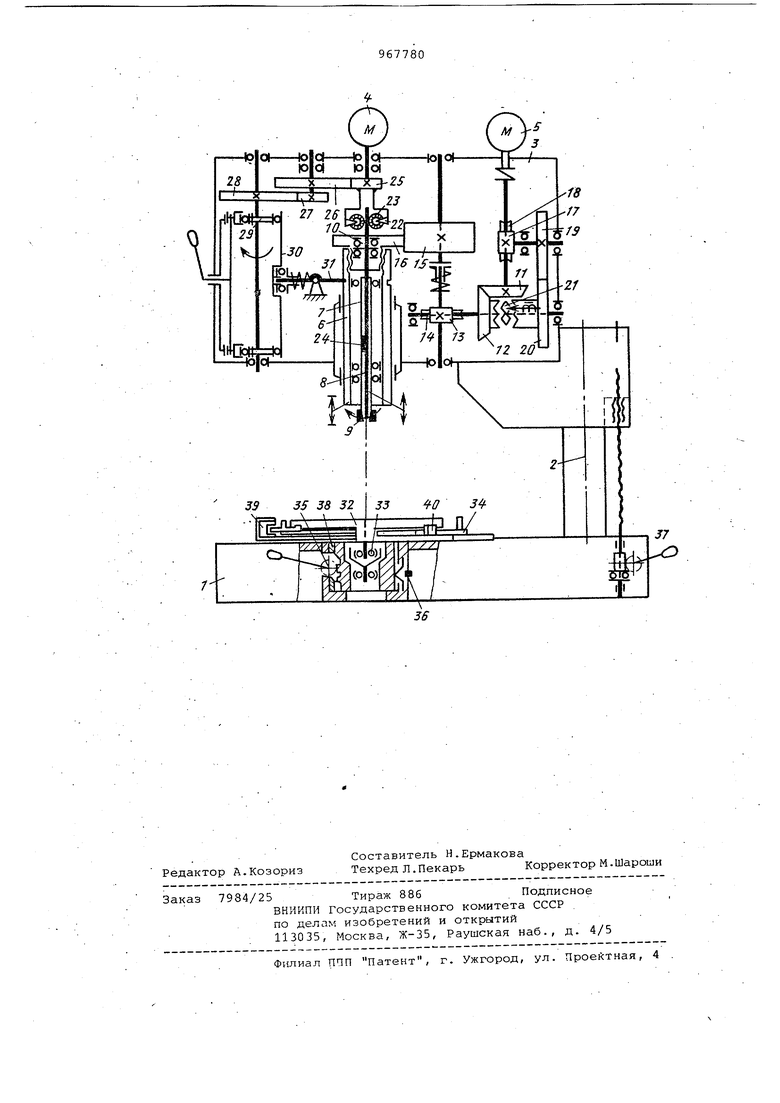
На чертеже показана конструкция станка.
На станине 1 смонтирована направляющая стойка 2. В ее верхней части размещена головка 3, несущая электродвигат-ель 4 главного движе10ния, электродвигатель 5 подач, подвижную гильзу 6 с инструментальным шпинделем 7. Внутри шпинделя 7 расположена игла 8 разжима инструмента 9-, связанная с механиз15мом 10 осевого перемещения, который может быть соединен с цепью ускоренного перемещения, состоящей из электродвигателя 5, шестерен 11 и 12, червяка 13, червячного колеса 14,
20 шестерен 15 -и 16 или с целью рабочей подачи, состоящей из электродвигателя 5, червяка 17, червячного колеса , 18, шестерен 1,9 и 20, червяка 13, червячного колеса 14,, шес25терен 15 и 16. Шестерня 16 и гильза 6 образуют передачу вйнта-гайка. Игла 8 разжима инструмента установлена с возможностью.вращения. Электромагнитная муфта 21 служит для пере30ключения цепей ускоренного перемещения и рабочей подачи. Привод враще инструментального шпинделя 7 сост ит -из электродвигателя 4 обоймы 22 с двумя попарно расположенными отн сительно иглы 8 подшипниками 23, рри этом на игле 8 выполнены лыски Вращающий момент; передается шпинделю 7 посредством скользящей шпонки 24, Механизм возвратно-поступательного движения гильзы связан с двигателем 4 посредством зубчатой пер дачи, состоящей из колес 25-28 ивыполненв виде эксцентрика 29 и рычага 30, связанного вилкой 31 с гильзой 6. Передаточное отношение зубчатой передачи из колес 25-28 выражено иррациональным числом. Приспособление для креплейия де тали состоит из стола 32, сферичес ких подшипников 33 и тарированных пружин 34. Подъем и опускание стол осуществляется зубчато-реечным механизмом 35, фиксация стола-клином 36. Подъем и опускание головки 3 производится зубчато-винтовым механизмом 37. Втулка 38 является направляющей плавающего стола. Микропереключатели 39 и 40 у становленные на станине 1, представляют собой ограничитель силово нагрузки и предназначены для созДания управляющих .сигналов при касании и перегрузке инструмента. Станок работает следующим образом, . . Деталь (не показана) устанавливается и зажимается на столе 32. Инструмент 9 с зазором вводится в обрабатываемое отверстие детали посредством перемещения стола 32 по г аправляющей втулке 38 с помощью зубчато-реечного механизма 35. При включении цикла обработки инст румент 9, вращается от двигателя 4 и одновременно начинается его быст рый разжим от двигателя 5 через цепь ускоренного перемещения. Инст румент и деталь начинают контактировать, создавая в. зоне доводки давление и крутящий момент, который непрерывно контролируется тари ванными пружинами 34. При этом микропереключатель 39 подает коман ду на включение рабочей подачи .инструмента, а микропереключатель 40 подает команду на отключение двигателя 5 при возрастании крутящего момента при перегрузке. Благодаря жесткой кинематической связи шпинделя 7 с эксцентриком 29 посредством зубчатой передачи с передаточным отношением, выраженным иррациональным числом, достигается равномерное рассогласование возвратно-поступательного перемещения гильзы б по отношению к вращению шпинделя. 7. Это приводит к тому, что каждый режущий элемент инструмента всегда перемещается по новому участку детали, не попадая на ранее ос- . тавленный след, что повышает равномерность и качество обработки. Таким образом, предложенное устройство обеспечивает получение доведенной поверхности с равномерной сеткой следов, что подтвержг дает эффект повышения качества обработки деталей. Формула изобретения Внутридоводочный станок, содержащий приспособление для крепления детали, снабженное ограничителем силовой нагрузки, и связанную с механизмом возвратно-поступательного движения гильзу с инструментальным шпинделем, внутри которого расположена игла разжима инструмента, связанная с механизмом осевого перемещения, отличающийся тем, что, с целью повышения качества обработки детали, механизм возвратно-поступательного движения выполнен в виде эксцентрика и находящегося с ним в контакте рычага, связанного с гильзой, при этом устройство снабжено зубчатой передачей с передаточным отношением, зараженным иррационалы ым числом, ведущее колесо которой связано с инструментальным шпинделем, а ведомое соединено с эксцентриком. Источни;ки информации, принятые во внимание при экспертизе 1. Лурье Г.Б. и Масловский В.В Основы технологии абразивной доводочно-притирочной обработки, м., Высшая.школа, 1973, с. 229.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2013 |
|
RU2541230C1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| Роторный зубодолбежный станок | 1984 |
|
SU1199494A1 |
| ХОБОТ ФРЕЗЕРНОГО СТАНКА | 1970 |
|
SU275350A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Устройство для автоматической смены инструмента на металлорежущем станке | 1984 |
|
SU1252113A1 |