Изобретение относится к машиностроению и может быть использовано При ленточном шлифовании деталей.
Известен способ ленточного шлифования, при котором несколько состыкованных абразивных лент, образующих единую совокупную формообразующую поверхность, размещают на направляющих роликах, сообщают им вращение и вводят ленты в контакт с обрабатываемой поверхностью.
Недостатком известного способа является сравнительно невысокое качество обработки, обуславливаемое влиянием стыка лент. Наличие стыка приводит к ударам при работе. Место стыка повреждает поверхность обрабатываемых деталей.
Цель изобретения - повышение качества обработки.
Поставленная цель достигается тем, что ленты на каждом из роликов размещают из
условия смещения стыков в окружном направлении на смежно расположенных лентах на величину t, которую определяют из условия
О
ю
где L - длина развернутой ленты;
Z - количество лент.
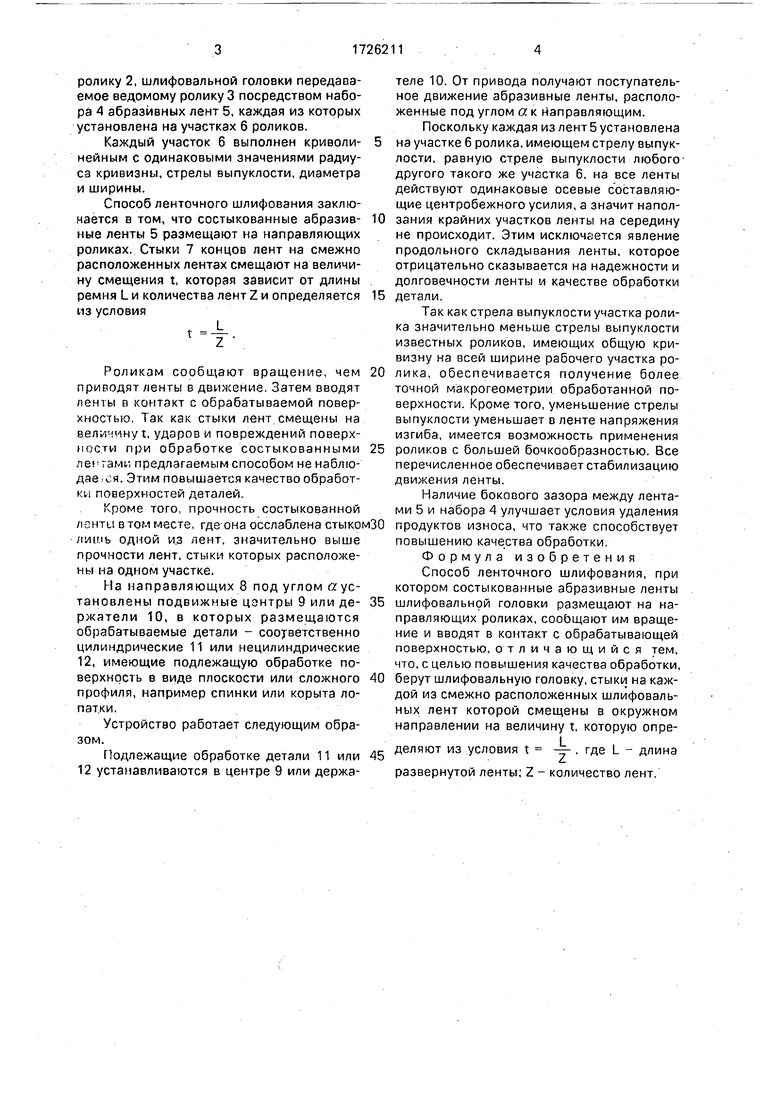
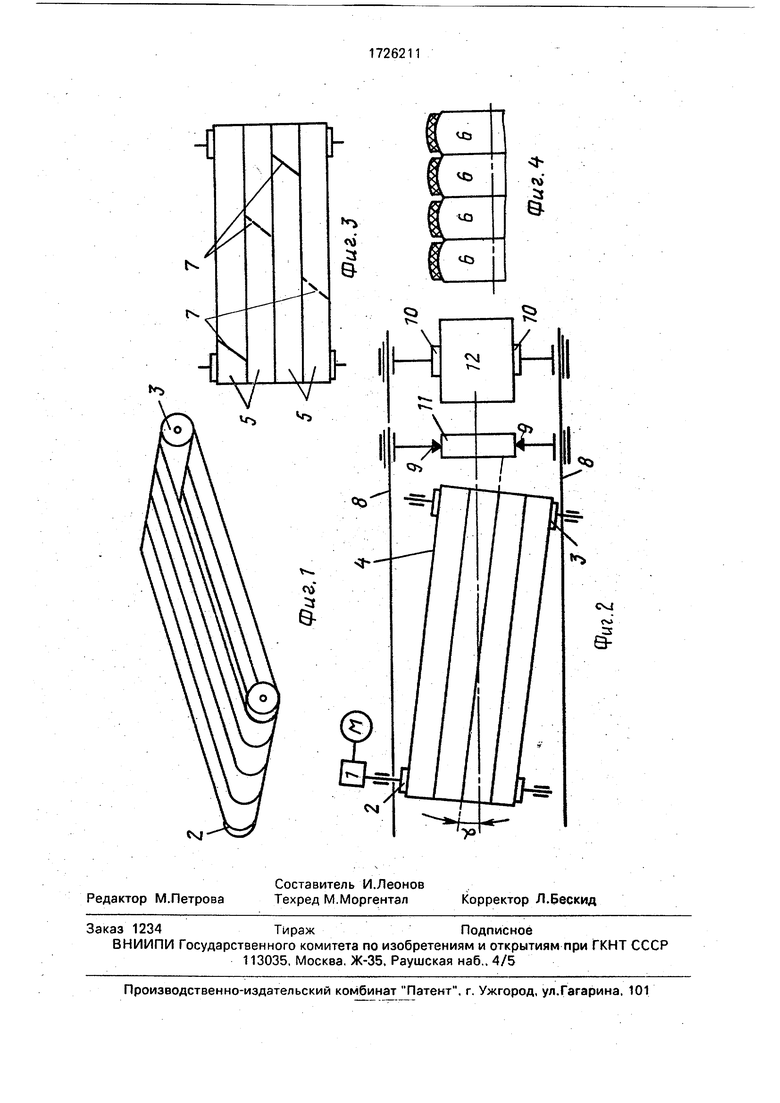
На фиг.1 представлена общая схема устройства для реализации предлагаемого способа, вид в аксонометрии; на фиг.2 - схема устройства, вид в плане; на фиг.З - схема расположения стыков, на лентах; на фиг.4 - фигурный ролик с оазоезом лент (на схемах натяжные и прижимные элементы условно не показаны).
Устройство состоит из привода 1. задающего вращательное движение ведущему
ролику 2, шлифовальной головки передаваемое ведомому ролику 3 посредством набора 4 абразивных лент 5, каждая из которых установлена на участках 6 роликов.
Каждый участок 6 выполнен криволи- нейным с одинаковыми значениями радиуса кривизны, стрелы выпуклости, диаметра и ширины.
Способ ленточного шлифования заклю- нается в том, что состыкованные абразив- ные ленты 5 размещают на направляющих роликах. Стыки 7 концов лент на смежно расположенных лентах смещают на величину смещения t, которая зависит от длины ремня L и количества лент Z и определяется из условия
L
t
Z
Роликам сообщают вращение, чем приводят ленты в движение. Затем вводят ленты в контакт с обрабатываемой поверхностью. Так как стыки лент смещены на величину t, ударов и повреждений поверхности при обработке состыкованными лем гами предлагаемым способом не наблюдав ;ся. Этим повышается качество обработки поверхностей деталей.
Кроме того, прочность состыкованной ленты втом месте, осслаблена стыко лишь одной и.з лент, значительно выше прочности лент, стыки которых расположены на одном участке.
На направляющих 8 под углом «установлены подвижные цэнтры 9 или де- ржатели 10, в которых размещаются обрабатываемые детали - соответственно цилиндрические 11 или нецилиндрические 12, имеющие подлежащую обработке поверхность в виде плоскости или сложного профиля, например спинки или корыта ло- пат.ки.
Устройство работает следующим образом.
Подлежащие обработке детали 11 или 12 устанавливаются в центре 9 или держателе 10. От привода получают поступательное движение абразивные ленты, расположенные под углом о. к направляющим.
Поскольку каждая из лент 5 установлена на участке 6 ролика, имеющем стрелу выпуклости, равную стреле выпуклости любого другого такого же участка 6, на все ленты действуют одинаковые осевые составляющие центробежного усилия, а значит напол- зания крайних участков ленты на середину не происходит. Этим исключается явление продольного складывания ленты, которое отрицательно сказывается на надежности и долговечности ленты и качестве обработки детали.
Так как стрела выпуклости участка ролика значительно меньше стрелы выпуклости известных роликов, имеющих общую кривизну на всей ширине рабочего участка ролика, обеспечивается получение более точной макрогеометрии обработанной поверхности. Кроме того, уменьшение стрелы выпуклости уменьшает в ленте напряжения изгиба, имеется возможность применения роликов с большей бочкообрэзностью. Все перечисленное обеспечивает стабилизацию движения ленты.
Наличие бокового зазора между лентами 5 и набора 4 улучшает условия удаления продуктов износа, что также способствует повышению качества обработки.
Формула изобретения
Способ ленточного шлифования, при котором состыкованные абразивные ленты шлифовальной головки размещают на направляющих роликах, сообщают им вращение и вводят в контакт с обрабатывающей поверхностью, отличающийся тем, что, с целью повышения качества обработки, берут шлифовальную головку, стыки на каждой из смежно расположенных шлифовальных лент которой смещены в окружном направлении на величину t, которую определяют из условия t -, где L - длина развернутой ленты; Z - количество лент.
45
из
t
I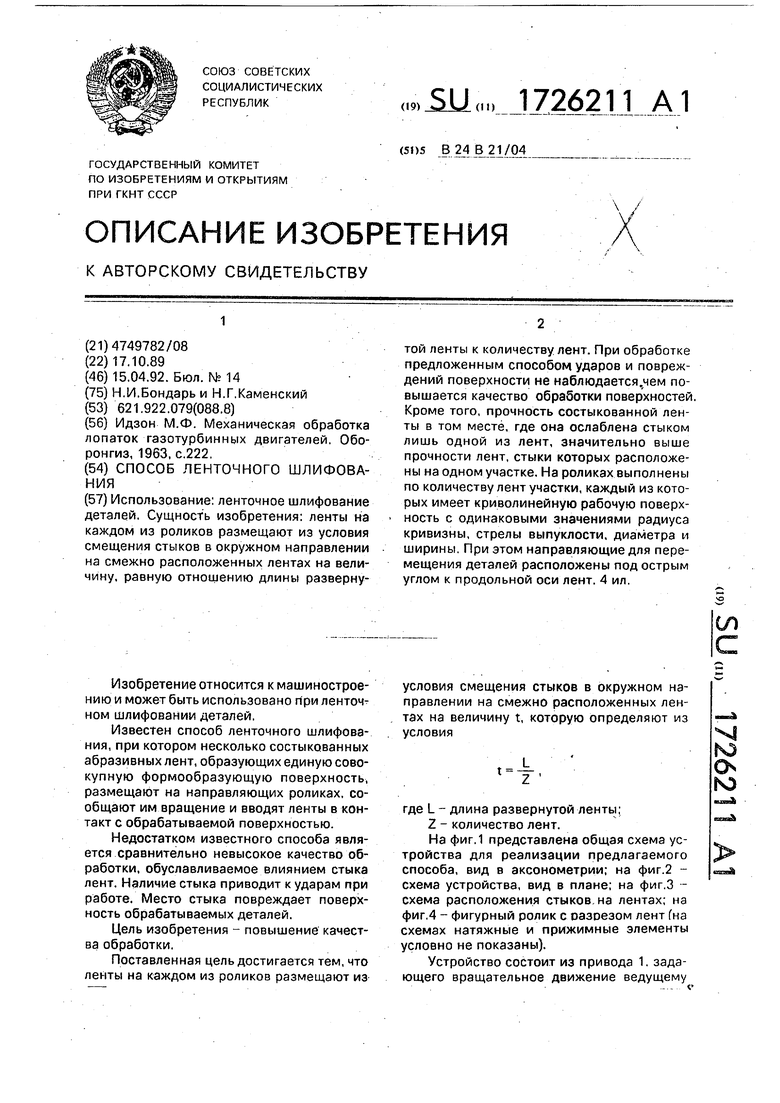
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования лентой | 1981 |
|
SU982875A2 |
| Ленточно-шлифовальный станок | 1990 |
|
SU1803307A1 |
| Устройство для ленточного шлифования | 1989 |
|
SU1685691A1 |
| Ленточно-шлифовальный станок | 1982 |
|
SU1279520A3 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Устройство для шлифования криволинейных поверхностей гибким абразивным инструментом | 1979 |
|
SU918041A2 |
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2053102C1 |
Использование: ленточное шлифование деталей. Сущность изобретения: ленты на каждом из роликов размещают из условия смещения стыков в окружном направлении на смежно расположенных лентах на величину, равную отношению длины развернутой ленты к количеству лент. При обработке предложенным способом ударов и повреждений поверхности не наблюдается.чем повышается качество обработки поверхностей. Кроме того, прочность состыкованной ленты в том месте, где она ослаблена стыком лишь одной из лент, значительно выше прочности лент, стыки которых расположены на одном участке. На роликах выполнены по количеству лент участки, каждый из которых имеет криволинейную рабочую поверхность с одинаковыми значениями радиуса кривизны, стрелы выпуклости, диаметра и ширины. При этом направляющие для перемещения деталей расположены под острым углом к продольной оси лент. 4 ил.
| Идзон М.Ф | |||
| Механическая обработка лопаток газотурбинных двигателей | |||
| Обо- ронгиз, 1963, с.222. |
