Изобретение относится к области шлифования и полирования гибким абразивным инструментом деталей машинои приборостроения с криволинейНЕ Ми поверхностями, например экранов кинескопов, линз, лопаток турбин.
Известно устройство, состоящее из -замкнутого гибкого абразивного инструмента, свободно подвешенного на валу с возможностью сообщения ему вращения относительно оси вала посредством введенного в устройство ролика, установленного на подвижной оси. Устройство снабжено дополнительными роликами, к которым прижат гибкий инструмент посредством введенного в устройство плоского ремня, при водимого в движение от двигателя tl.
Устройство обеспечивает возмож-. ность шлифования как внутренней,так и наружной частями гибкого абразивного инструмента, что позволяет ojSpaбатывать выпуклые, вогнутыеи плоские поверхности, а также возможность управления траекторией движения замкнутого гибкого абразивного инструмента за счет регулирования скорости его контурного движения, изменения размеров, зернистости и массы инструмента, что обеспечивает приспособляемость гибкого абразивного инструмента к форме обрабатываемой поверхности, т.е. несложную переналадку устройства.
Недостаток известного устройства необходимость обеспечивать требуемую устойчивость гибкого инструмента в процессе шлифования подбором нужных режимов работы устройства (скорость
10 движения, размеры, зернистость и масса инструмента). При этом необходимые для устойчивости гибкого инструмента режимы работы устройства могут не совпадать с оптимальными
15 режимами обработки деталей определенной формы и материала. Таким образом, на таком устройстве не для всех материалов и форм обрабатУваемых деталей можно выдержать оптималь20ные режимы шлифования, т.е. устойчивость гибкого абразивного инструмента влияет (при oбecпeчeн И требуемого качества обработки) на производительность шлифования и период стой25кости инструмента.
Целью изобретения является повышение устойчивости ленты.
Цель достигается тем, что вращающийся элемент выполнен в виде двух
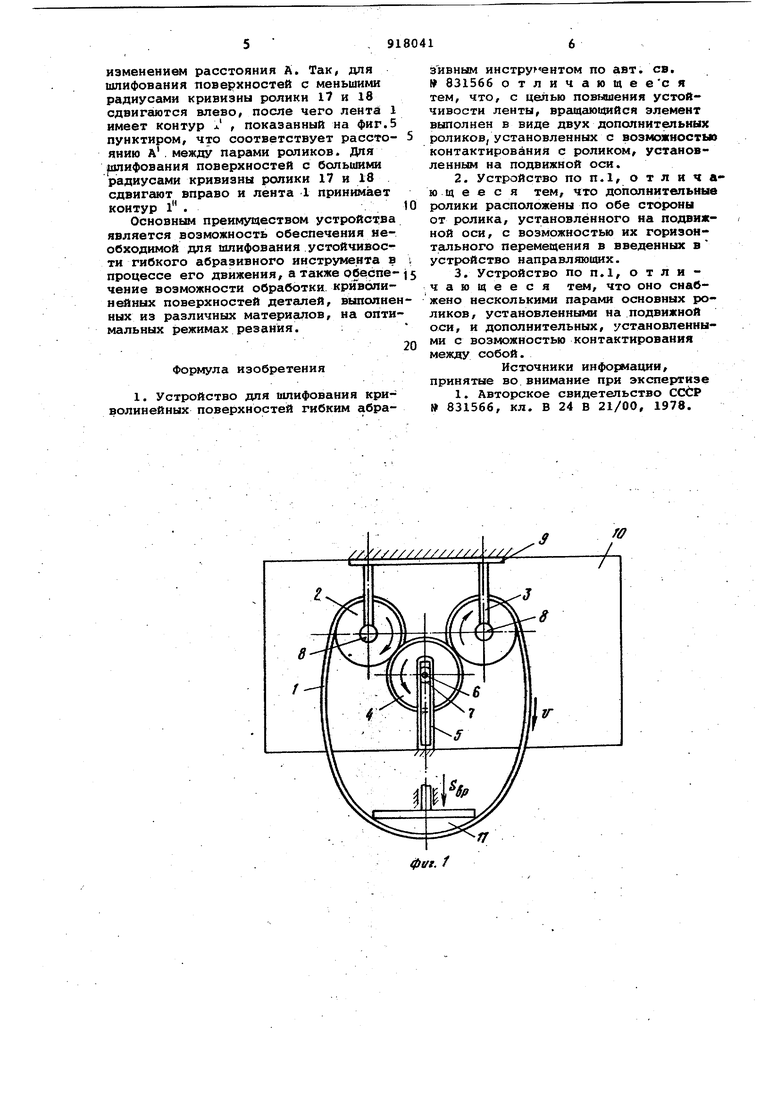
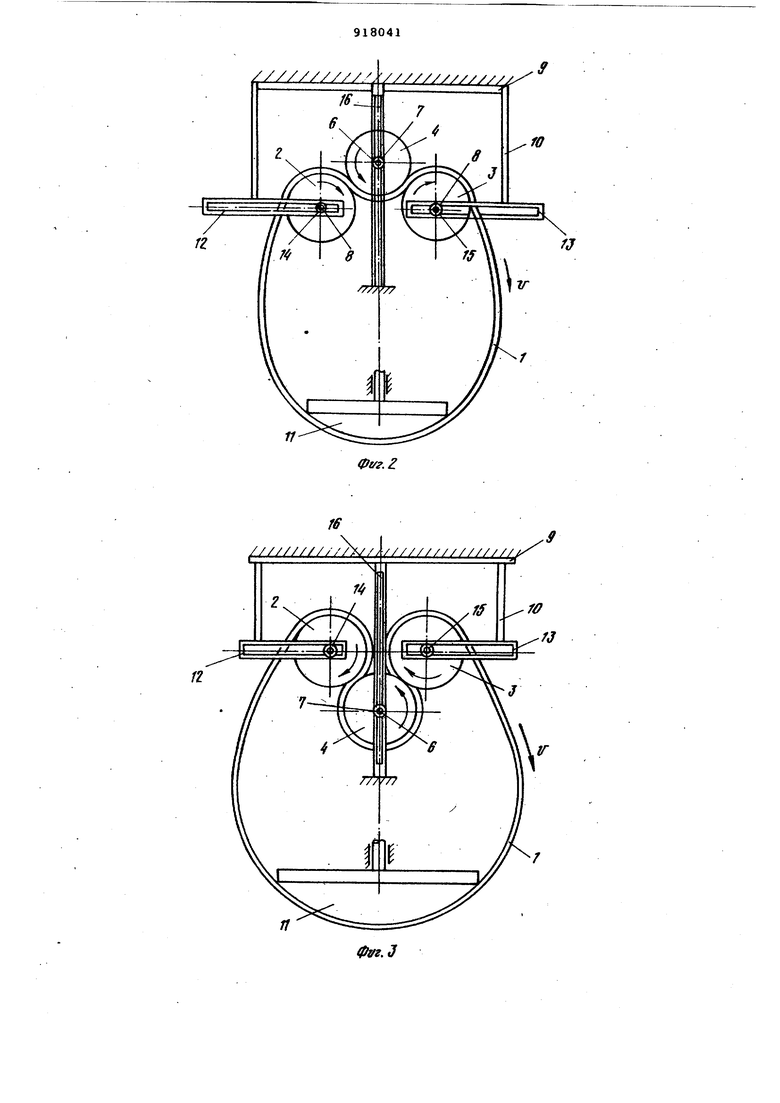
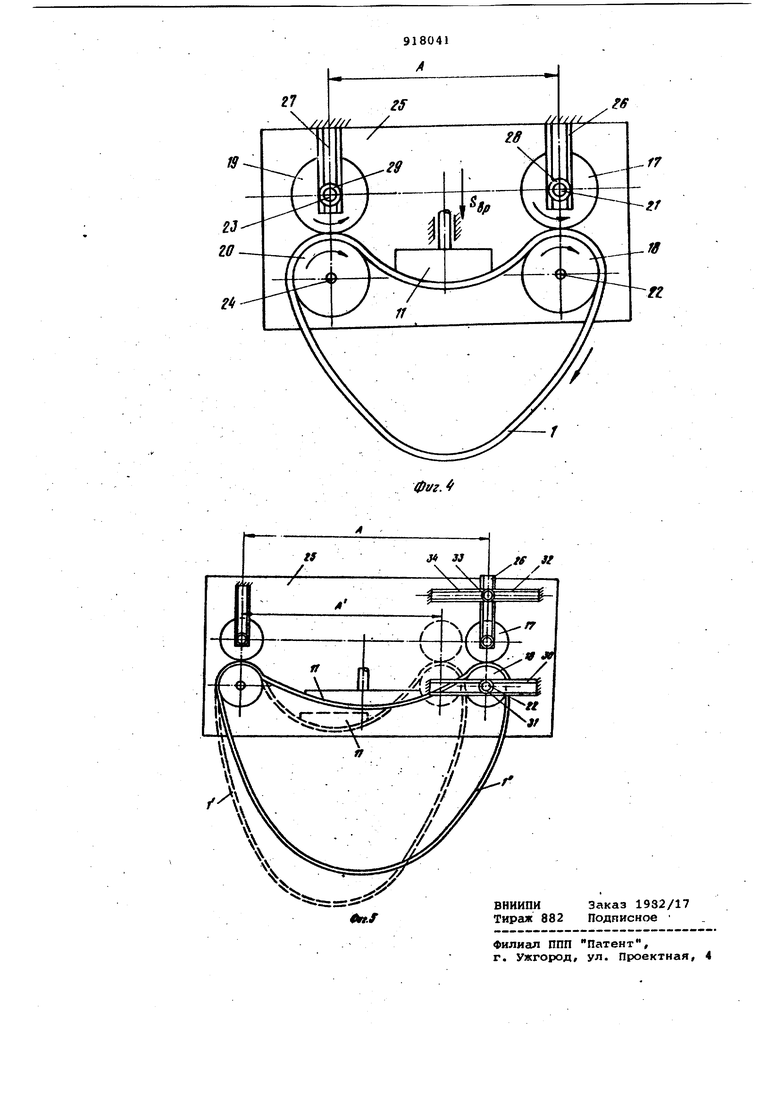
30 дополнительных роликов, установленных с возможностью контактирования с роликом, установленным на подвижной оси. Видоизменения устройства состоят в том, что, во-первых, дополнительные ролики расположены по обе сторо ны от ролика, посаженного на подвиж ной оси, с возможностью их горизонт льного перемещения в веденных в уст ройство направляющих; во-вторых, устройство снабжено несколькими парами основных роликов, установленны ми на подвижной оси, и дополнительных, установленными с возможностью контактирования между собой. На фиг.1 представлена схема устройства; на фиг.2 и 3 - устройство при переналадке; на фиг.4 - схема устройства с двумя парами роликов; на фиг.5 - схема переналадки устрой ства с двумя парами.роликов. Устройство (фиг11) состоит из шлифовальной ленты 1, пропущенной между роликами 2, 3 и 4, для чег.о ролик 4 установлен с возмЬжностью вертикального перемещения в направляющей 5 на валу 6 и застопорен в прижатом положении гайкой 7. Роли КИ 2, 3 и 4 установлены в подшипниiKax (на фиг.1 не показанных) на ва:лах 8 и 6. Валы 8 укреплены на не|подвижной перекладине 9, жестко сое диненной со станиной 10 Направляющая 5 закреплена на станине 10. Устройство работает следующим об разом. При вращении ролика 3 лента 1 на чинает двигаться вдоль себя и натягивается под действием центробежных сил. При этом лента поднимается и поджимается к детали 11. Деталь 11 поджимают с подачей.врезания по стрелке S р до образования с лентой эквидистантного контакта, обеспечиваемого гибкостью ленты. За счет того, что лента 1 контактирует с ро ликом 4 и слева от негр, устойчивос движения ленты повышается. Как показано на фиг.2 и 3, валы 8 помещаются в горизонтальных напра ляющих 12 и 13 и стопорятся в них гайками 14 и 15, а вал б помещается в вертикальных направляющих 16 и стопорится в них гайкой 7. Переналадка осуществляется следующим образом. Для увеличения 1 ривизны контура провисающей ленты (фиг.2) ролик 2 перемещают влево на некоторую длину по направляющей 12, а ролик 3 вправо на такую же длину по направляющей 13, ролик 4 при этом перемещ иот вверх до образования плотного контакта с роликами 2 и 3. После э го все валы, несущие ролики 2, 3 и 4, стопорятся гайками 7, 14 и 15 в .направляющих 12, 13 и 16. Для умен шения кривизны контура провисающей енты 1 (фиг.З) ролик 2 перемещают право, ролик 3 - влево, ролик 4 низ. Диапазон переналадки определятся длиной шлифовальной ленты 1 и иаметрами роликов 2,3 и 4. На фиг.4 показана схема ycTpottCTа для шлифования выпуклых поверхостей большого радиуса кривизны с рименением для этого ленты значительно меньшей длины, чем пришлось бы применять, шлифуя эти поверхности на устройстве, представленном на фиг.1. Устройство состоит из двух пар роликов 17 и 18, 19 и 20, между которыми пропущена шлифовальная лента 1, длина которой в 3-10 раз больше расстояния А между указанными парами роликов. Ролики посажены в подшипниках., на схеме не показанных, на валах 21, 22, 23 и 24. Валы 22 и 24 крепятся непосредственно к неподвижной станине 25. Валы 21 и 23 крепятся в вертикальных направляющих 26 и 27 для того, чтобы, перемещая в них валы 21 и 23, обеспечить плотный контакт между роликами 17 и 18, 19 и 20 и лентой 1, и стопорятся гайками 28 и 29. Направляющие 26 и 27 крепятся в станине 25 неподвижно. Устройство работает следующим образом. При вращении ролика 17 лента 1 начинает двигаться вдоль себя и натягиваться под действием центробежных, сил. За счет того, что длина ленты значительно больще расстояния А между роликами, лента 1 нижней ветвью провисает по цепной линии, а верхняя ветвь за счет действия на нее силы тяги двигателя и натяжения нижней ветви стремится к прямолинейной траектории. Силы, спрямляющие траекторию движения верхней ветви ленты, используют в качестве радиальной составляющей силы резания. Для этого деталь 11 поджимают по стрелке Sgp к верхней ветви сверху или снизу (в зависимости от того, какая сторона ленты является рабочей) и прогибают силой прижима детали 11 ленту 1 так, чтобы движущаяся лента 1 эквидистантно облегала обрабатываемую поверхность. Эквидистантный контакт ленты 1 с деталью 11 обеспечивается- подбором расстояния А. Применение ленты меньшей длинь делает устройство компактным. На фиг.5 показана схема переналаживаемого устройства для шлифования выпуклых поверхностей большого радиуса кривизны. Здесь вал 22 посажен в горизонтальной направляющей 30 и стопорится в ней гайкой 31. Вертикальные направляющие 26 крепятся в горизонтальных направляющйх 3-2 болтом 33 и стопорятся гайкой 34. Направляющие 30 и 32 крепятся к станине 25 неподвижно. Переналадка осуществляется изменением расстояния А. Так, для ишифования поверхностей с меньшими радиусами кривизны ролики 1 и 18 сдвигаются влево, после чего ленте 1 имеет контур л , показанный на фиг. 5 пунктиром, что соответствует расстоянию А . между парами роликов Дпя опифования поверхностей с больитми радиусами кривизны ролики 17 и 18 сдвигают вправо и лента 1 принимает контур 1 . Основным преимуществом устройства является возможность обеспечения необходимой для ишифования устойчивости гибкого абразивного инструмента в процессе его движения, а также обеспечение возможности обработки кр1Гв6яинейных поверхностей деталей, выполне ных из различных материалов, на опти мальных режимах резания. : Формула изобретения 1. Устройство для шлифования криволинейных поверхностей гибким абразивным инструментом по авт. св. 831566 отличающеес я тем, что, с Целью повышения устойчивости ленты, вращающийся элемент выполнен в виде двух дополнительных роликов, установленных с возможность контактирования с роликом, установленным на подвижной оси. 2.Устройство ПОП.1, отлича ю щ е е с я тем, что дополнительные ролики расположёны по обе стороны от ролика, установленного на подвижной оси, с возможностью их горизонтального перемещения в введенных в устройство направляющих. 3.Устройство по п.1, отличаю щ е е с я тем, что оно снабжено несколькими парами основных роликов, установленными на подвижной оси, и дополнительных, установленными с возможностью контактирования между собой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство CCtf № 831566, кл. В 24 В 21/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточношлифовальный станок | 1980 |
|
SU906674A1 |
| Устройство для шлифования наружной поверхности экрана кинескопа | 1980 |
|
SU917233A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Устройство для шлифования криволиней-НыХ пОВЕРХНОСТЕй гибКиМ АбРАзиВНыМиНСТРуМЕНТОМ | 1978 |
|
SU831566A1 |
| Устройство для ленточного шлифования криволинейных поверхностей | 1982 |
|
SU1013228A1 |
| Устройство для шлифования профильных деталей широкой абразивной лентой | 1973 |
|
SU524677A1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| НАСАДКА ШЛИФОВАЛЬНАЯ И ПОЛИРОВАЛЬНАЯ, ЕЕ ДИСКОВЫЕ РАБОЧИЕ ОРГАНЫ (ВАРИАНТЫ), КОНУСООБРАЗНЫЕ СМЕННЫЕ АБРАЗИВНЫЕ И ПОЛИРОВАЛЬНЫЕ ИНСТРУМЕНТЫ (ВАРИАНТЫ) | 2000 |
|
RU2201861C2 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
//////////
9
Фг/г. Z
