Изобретение относится к дорожному строительству и промышленности строительных материалов, в частности к изготовлению гидрофобизированных бетонных изделий, применяемых при строительстве покрытий и оснований автомобильных дорог.
Цель изобретения - повышение качества изделий за счет повышения прочности и гидрофобности и снижения пористости.
Сущность способа заключается в том, что сначала готовят бетонную смесь, укладывают в автоклавную термоформу, уплотняют вибрированием. При этом предварительно термоформу изнутри покрывают битуминозным материалом, затем производят нагрев до температуры плавления гидрофобизатора. Бетонную смесь в автоклавной термоформе вакуумируют в течение 5-30 мин. При высокотемпературном вакуумировании битуминозный материал из твердого состояния переходит в жидкое. Закрытие формы не дает материалу вытечь. Воздух выкачивается через специальные небольшие отверстия. В порах бетонной смеси создается разрежение. При подаче пара битуминозный материал заполняет разреженное по- ровое пространство, давление в термоформе растет. Изделие подвергается тепловлажностной обработке, которая ведется по следующему режиму: давление 0,8 МПа, температура 174°С, время обработки 12 ч (2-8-2).
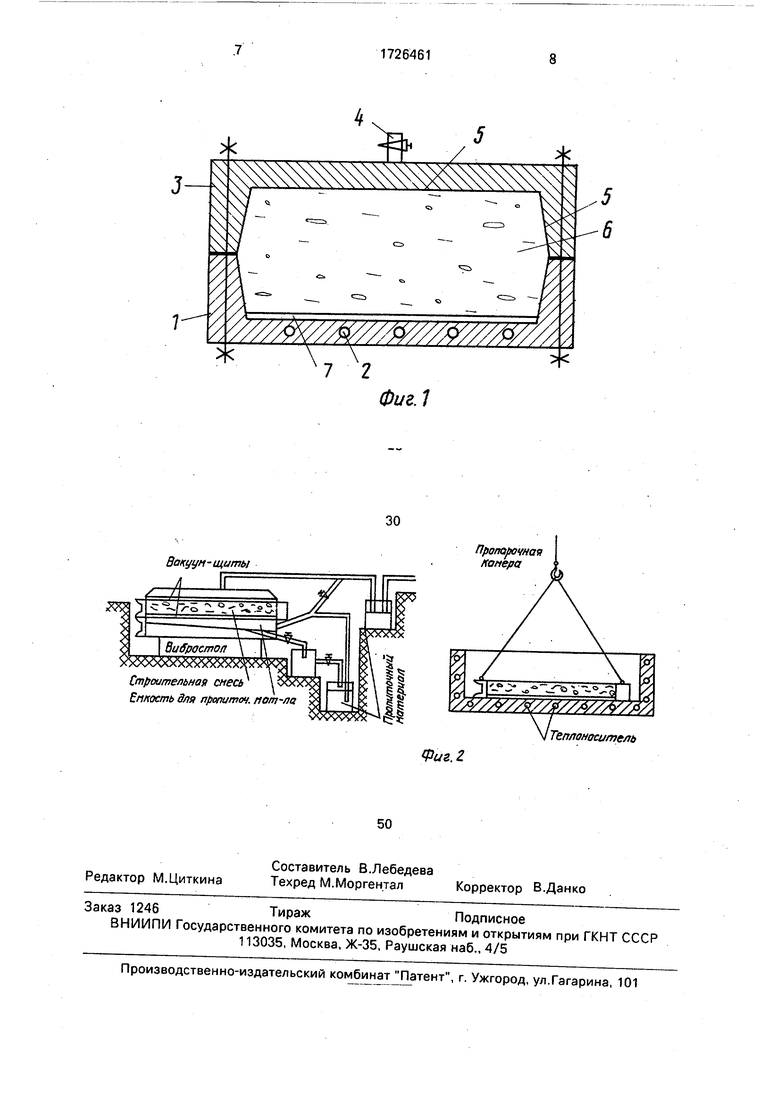
На фиг.1 и 2 изображена схема изготовления бетонных изделий.
Термоформа 1 имеет тепловую полость 2, по которой подается теплоноситель для нагрева термоформы 1. В крышке 3 термоформы 1 имеется вакуум-клапан 4, соединенный с вакуум-насосом (не показан), на стенки термоформы нанесен слой битуминозного материала 5, в форму уложена бетонная смесь 6. Термоформа 1 снабжена уплотнителем 7.
Пример. Испытаны образцы мелкозернистых (песчаных) цементных бетонов,
со
С
VI
Ј
4 О
полученных по предлагаемому способу и способу-прототипу. Гранулометрический состав минерального материала соответствует требованиям СН-488-76, в качестве вяжущего материала в бетоне применяют портландцемент марки 400. Используют воду, предназначенную для приготовления бетонной смеси, пригодную для питья. В качестве гидрофобизирующей смазки используют битум БНД 90/130. Соотношение между компонентами цемент:песок:вода 1:2,9:0,4. Содержание битума 5-30% от массы цемента.
Предварительно приготовленные бетонные смеси укладывают в формы и уплот- няют вибрированием в течение 30 с в соответствии с требованиями СН 488-76, затем подвергают тепловлажностной обработке в следующем режиме: давление 0,8 МПа, температура 174°С, время обработки 12 часов (2-8-2). В отличие от способа-прототипа, бетонную смесь помещают в формы, предварительно обработанные битумом, и подвергают высокотемпературному вакуумированию при 90-120°С, давле- нии 0,1 МПа, время обработки 5-30 мин.
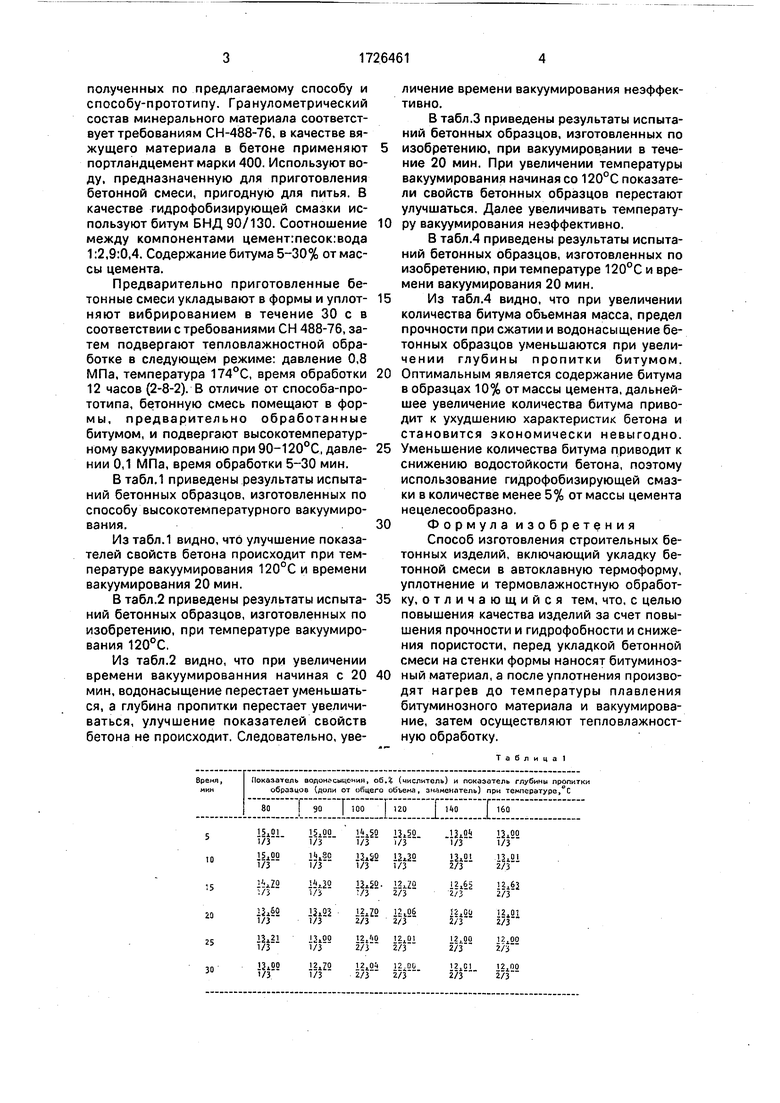
В табл.1 приведены результаты испытаний бетонных образцов, изготовленных по способу высокотемпературного вакуумиро- вания.
Из табл.1 видно, что улучшение показателей свойств бетона происходит при температуре вакуумирования 120°С и времени вакуумирования 20 мин.
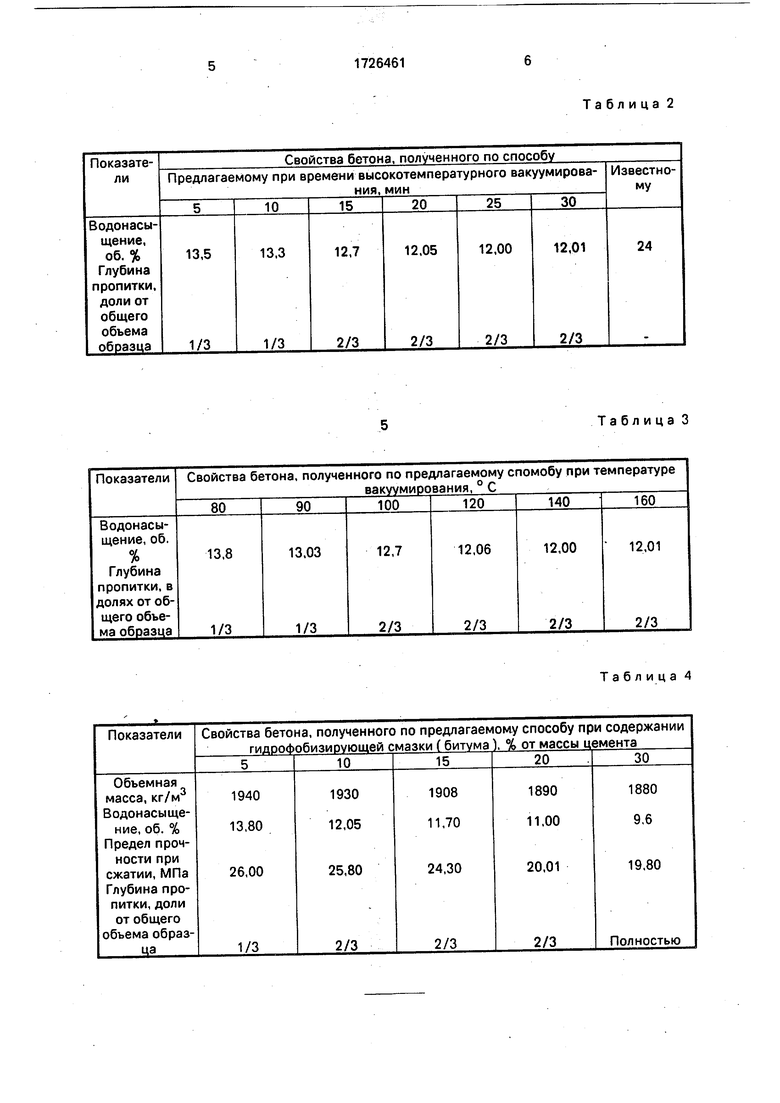
В табл.2 приведены результаты испыта- ний бетонных образцов, изготовленных по изобретению, при температуре вакуумирования 120°С.
Из табл.2 видно, что при увеличении времени вакуумированния начиная с 20 мин, водонасыщение перестает уменьшаться, а глубина пропитки перестает увеличиваться, улучшение показателей свойств бетона не происходит. Следовательно, увеличение времени вакуумирования неэффективно.
В табл.3 приведены результаты испытаний бетонных образцов, изготовленных по изобретению, при вакуумировании в течение 20 мин. При увеличении температуры вакуумирования начиная со 120°С показатели свойств бетонных образцов перестают улучшаться. Далее увеличивать температуру вакуумирования неэффективно.
В табл.4 приведены результаты испытаний бетонных образцов, изготовленных по изобретению, при температуре 120°С и времени вакуумирования 20 мин.
Из табл.4 видно, что при увеличении количества битума объемная масса, предел прочности при сжатии и водонасыщение бетонных образцов уменьшаются при увеличении глубины пропитки битумом. Оптимальным является содержание битума в образцах 10% от массы цемента, дальнейшее увеличение количества битума приводит к ухудшению характеристик бетона и становится экономически невыгодно. Уменьшение количества битума приводит к снижению водостойкости бетона, поэтому использование гидрофобизирующей смазки в количестве менее 5% от массы цемента нецелесообразно.
Формула изобретения
Способ изготовления строительных бетонных изделий, включающий укладку бетонной смеси в автоклавную термоформу, уплотнение и термовлажностную обработку, отличающийся тем, что, с целью повышения качества изделий за счет повышения прочности и гидрофобности и снижения пористости, перед укладкой бетонной смеси на стенки формы наносят битуминозный материал, а после уплотнения производят нагрев до температуры плавления битуминозного материала и вакуумирова- ние, затем осуществляют тепловлажност- ную обработку.
Таблица 1
Таблица 2
Использование: изготовление дорожных и строительных гидрофобизированных бетонных изделий. Сущность изобретения: на стенки автоклавной формы наносят битуминозный материал, укладывают бетонную смесь и уплотняют ее. Затем форму закрывают, нагревают до температуры плавления битуминозного материала и вакуумируют в течение 5-30 мин. После этого проводят тепловлажностную обработку при 174°С и давлении 0,8 МПа по режиму 2+8+2 ч. 2 ил., 4 табл.
Таблица 3
Таблица 4
Фиг.1
Фиг. 2
| Казаков Е.Г | |||
| Высокотемпературная тепловая обработка силикатных бетонов в закрытом формовочном оборудовании | |||
| М.: Стройиздат, 1973, с.79-81. |
