Известны устройства для автоматического регулирования толщины полосы при прокатке, основанные иа принципе косвенного измерения толщины полосы при помощи месдозы и датчика положения нажимного винта.
Особенность описываемого устройства заключается в том, что оно дополнительно снабжено блоком запоминания давления прокатки на переднем конце полосы, содержащим запоминающий реохорд. Это позволяет уменьшить разнотолщинность па переднем конце полосы.
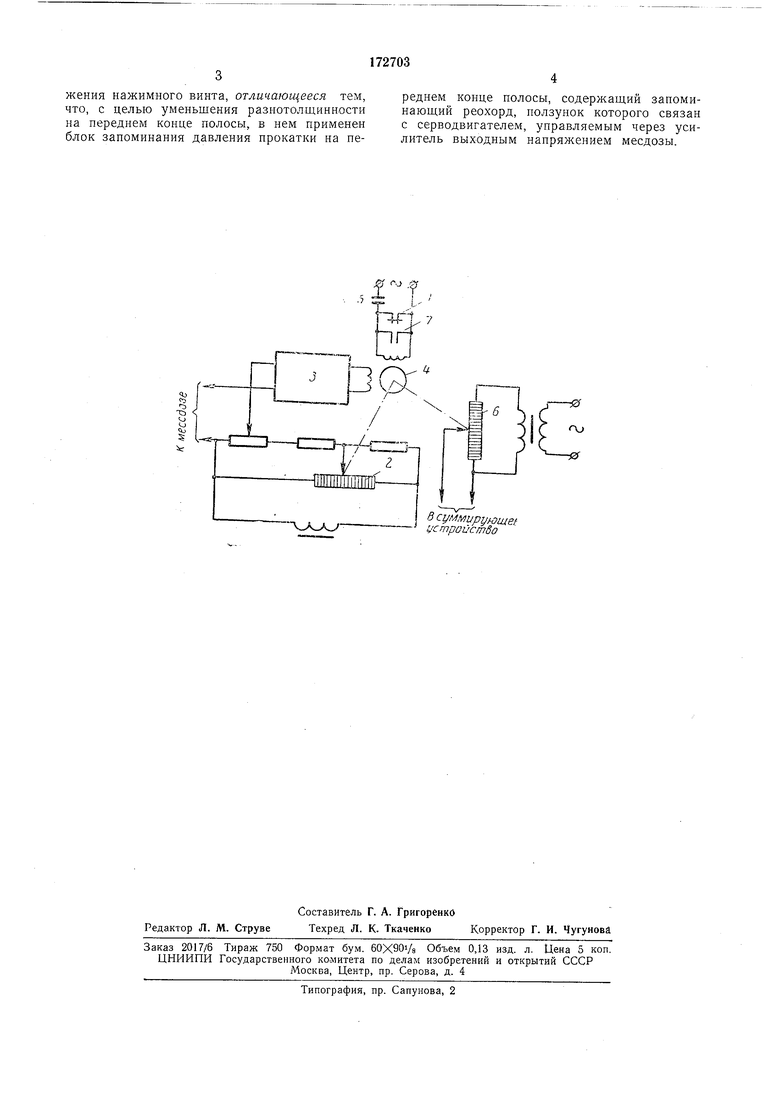
На чертеже приведена схема блока запоминания дазлепия.
Принцип работы устройства состоит .в том, что опо «запоминает давление на валюи, которое имело место при прокатке предыдущей полосы па ее переднем конце. В интервалах между полосами в суммирующее устройство поступает сигнал от блока запоминания давления, а в процессе прокатки полосы - непосредственно от месдозы. Переключение осуществляется с помощью нагрузочного реле / прокатного двигателя клети. В момент входа полосы в валки на устройство поступает напряжение с месдозы, которое сравнивается с напряжением обратной связи, снимаемым с реохорда 2. Разность этих напряжений поступает в усилитель 5, к которому подключена управляющая обмотка двухфазного асинхронного серводвигателя 4. Обмотка возбуждения электродвигателя через фазосдвигающий конденсатор 5 подключена к переменному току. Таким образом, образуется следящая система, в которой ползунок реохорда 2 «следит за входным напряжением устройства.
Реохорд 6 расположеп параллельно реохорду 2, а их ползунки жестко связаны между собой. Поэтому напряжение, снимаемое с реохорда 6 и подаваемое в суммирующее устройство, всегда пропорционально напряжению месдозы. В момент входа полосы в последующую
клеть втягивается нагрузочное реле 7 прокатного двигателя последующей клети и серводвигатель 4 резко тормозится. Ползупок реохорда 2 «запомнит давление прокатки переднего конца полосы и будет хранить его
до тех пор, пока .в данную клеть не войдет следующая полоса. Далее цикл работы устройства повторяется.
Предмет изобретения
Устройство для автоматического регулирования толщины полосы на непрерывных станах горячей прокатки, действие которого основано на косвенно.м измерении толщины нолосы при помощи месдозы и датчика положения нажимного винта, отличающееся тем, что, с целью уменьшения разнотолщинности на переднем конце полосы, в нем применен блок запоминания давления прокатки на переднем конце полосы, содержащий запоминающий реохорд, ползунок которого связан с серводвигателем, управляемым через усилитель выходным напряжением месдозы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для автоматического регулирования толщины стальной полосы в процессе горячего проката | 1957 |
|
SU124401A1 |
| Способ регулирования толщины полосы на прокатном стане | 1979 |
|
SU977077A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1979 |
|
SU863037A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1982 |
|
SU1071339A1 |
| Устройство стабилизации межвалкового зазора на непрерывном прокатном стане | 1983 |
|
SU1107917A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА ПРОКАТНОМ СТАНЕ | 1972 |
|
SU356004A1 |
| Устройство для компенсации биения валков | 1980 |
|
SU921647A1 |
| Устройство автоматической коррекции толщины полосы стана горячей прокатки | 1978 |
|
SU774645A1 |
| Устройство автоматического регулирования толщины полосы | 1981 |
|
SU1014612A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2281817C1 |
f- .
г .4. /
/ яауеа, .
В ci/MMupy.omef 1,строистбо
