Изобретение относится к оборудованию и техническим средствам для сборочных операций сложных радиомеханических устройств и может быть использовано для несинхронной сборки радиоэлектронной аппаратуры,в частности, в производстве видеомагнитофонов и их узлов.
Известны конвейерные системы, состоящие из нескольких транспортных ветвей, перемещение объектов производства на которых производится с использованием плавающих спутников-носителей. Спутники-носители могут предназначаться как для непосредственной транспортировки объектов
производства, так и для обеспечения выполнения сборочных работ.
К недостаткам известных конвейерных систем следует отнести большую занимаемую производственную площадь, высокие энергетические затраты, недостаточную гибкость при изменении производственных условий.
Наиболее близкой по технической сущности к предлагаемому конвейеру является автоматизированная сборочная система ФМС с конвейером в виде двух транспортных линий, имеющим модульный принцип компоновки, исполнение в виде секций.
снабженных отдельными приводными механизмами, который предназначен для сборки-монтажа деталей и узлов на плавающих сборочных палетах, возвращающихся на исходные позиции за счет циркуляции в горизонтально замкнутых транспортных дорожках сборочного конвейера или за счет опусканиями подъема палет подъемниками на д руНЬйИфус вертикально замкнутых транспортных дорожек.
Недостатки известного устройства заключаются в том, что оно занимает большую производственную площадь, особенно при созда нии горизонтально замкнутых компоновок, когда площадь внутри конвей- ера использовать затруднительно. При уста- новке подъемников для создания вертикального замыкания требуется расширение рабочего места для посадки оператора, если ряд операций выполняется вручную. Компоновка конвейера не позволяет использовать его трассу для совмещения транспортирования сборочных палет, . тары с комплектующими изделиями и опорожненной тары без дополнительных дора- боток, что также требует увеличения занятых конвейером производственных площадей и снижает производственную гибкость конвейерной системы. Кроме того, возрастают энергетические затраты в связи с необходимостью выполнения работ по длительному (почти постоянному) перемещению транспортной линии, подъема палет над линией и опускании их на линию.
Целью изобретения является расшире- ние технологических возможностей за счет обеспечения одновременного транспортирования палет и тары с комплектующими деталями и без них, сокращение энергозатрат и производственных площадей.
Цель достигается тем, что в конвейере для несинхронной сборки, включающем двухъярусные транспортные линии в виде конвейерных секций, расположенные с торцов конвейерных секций вертикальные подъемники с приводами прдъема и приводы верхнего и нижнего ярусов конвейерных линий, транспортная линия нижнего яруса выполнена трехдорожечной и имеет механизм передачи между дорожками, выпол- ненный в виде каретки с приводом подъема и установленных на ней тяговых тросов с приводом горизонтального перемещения в виде тяговых пневмоцилиндров, при этом конвейерные линии выполнены в виде роли- ковых секций, а подъемники - в виде роликовых кареток, причем привод средней дорожки нижнего яруса транспортной линии связан с ее боковыми дорожками посредством муфт. Поставленная цель
достигается также тем, что тяговые пневмо- цилиндры привода горизонтального перемещения выполнены бесштоковыми.
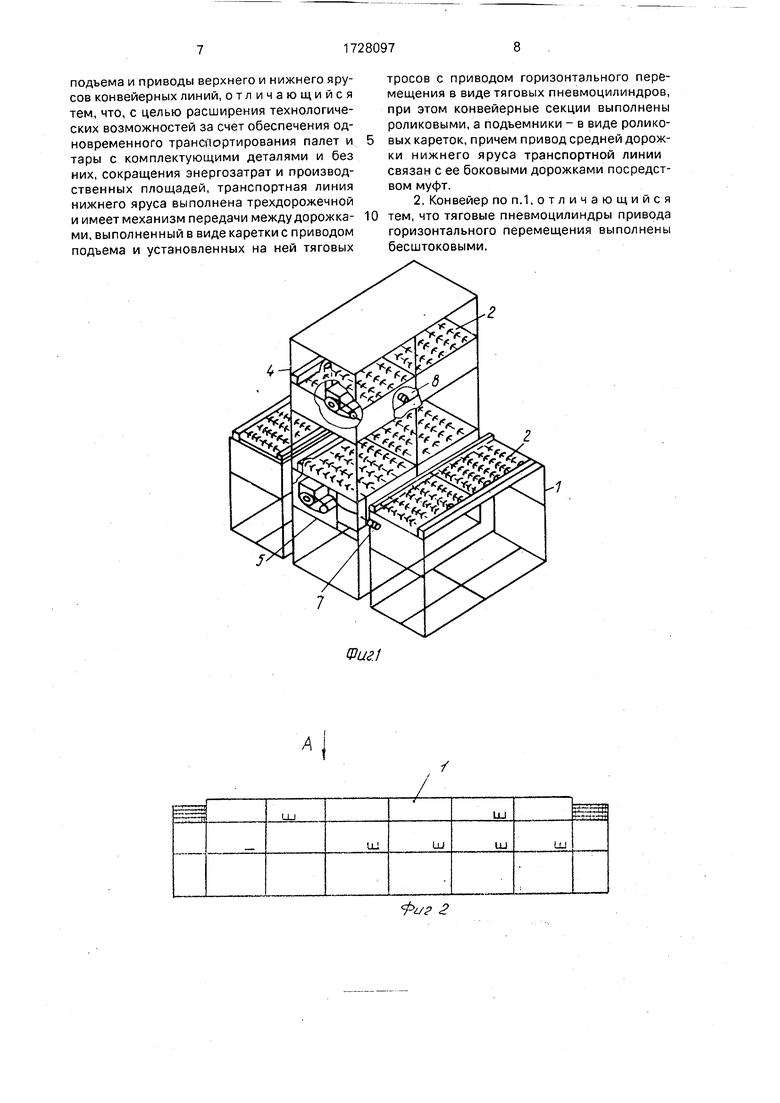
На фиг.1 приведена конвейерная секция; на фиг.2 - конвейер для несинхронной сборки; на фиг.З - вид А на фиг.2; на фиг.4 - сборочная палета; на фиг.5 - вертикальный подъемник, общий вид; на фиг.6 - механизм привода горизонтального перемещения; на фиг.7 - разрез Б-Б на фиг.6; на фиг.8 - узел I на фиг.6; на фиг.9 - вал рольганговой дорожки; на фиг.Ю - муфта с механизмом включения, общий вид; на фиг.11 - разрез В-В на фиг.Ю; на фиг.12 - муфта с механизмом включения, вид сверху; на фиг.13 -разрез Г-Г на фиг.12.
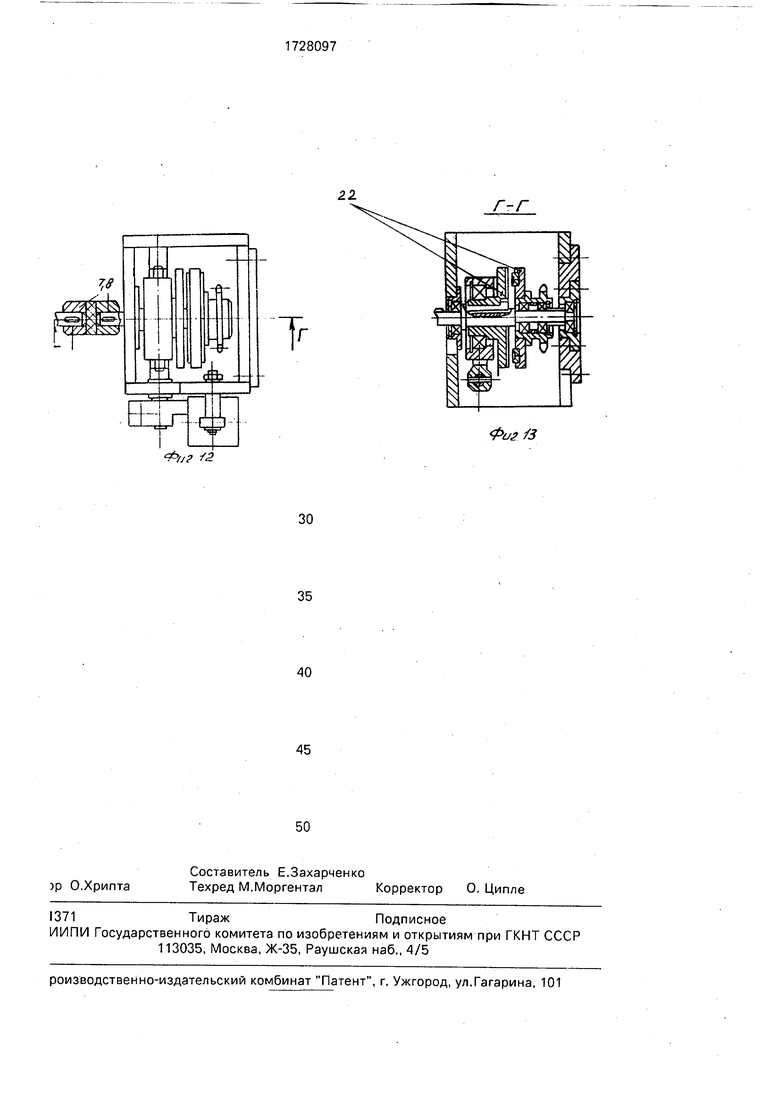
Конвейер для несинхронной сборки содержит двухъярусные транспортные линии в виде конвейерных секций 1, снабженные транспортными линиями 2, выполненными в виде роликовых секций, вертикальные подъемники 3, расположенные с торцов конвейерных секций 1, приводы верхнего 4 и нижнего 5 ярусов конвейерных линий и сборочные налеты 6. Двухъярусные конвейерные секции 1 выполнены трех.дорожечны- ми в нижнем ярусе, причем привод нижнего центрального яруса 5 связан с периферийными транспортными линиями 2 конвейерных секций 1 посредством соединительных муфт 7 и 8, расположенных с двух сторон от центральной транспортной линии. Привод 9 горизонтального перемещения сборочных палет 6 выполнен в виде автономных бес- штоковых тяговых пневмоцилиндров 10, взаимодействующих с гибкими тросами 11, закрепленными обоими концами через опорные ролики на поршне бесштокового цилиндра 10.
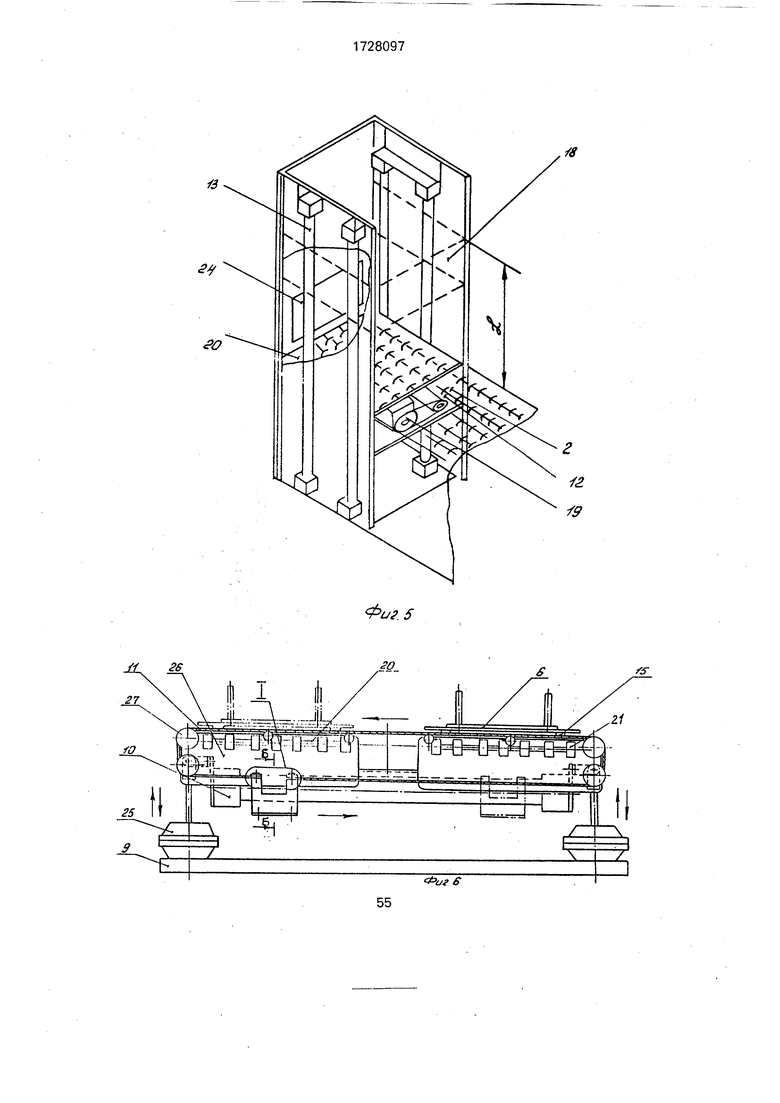
В пунктах вертикального перемещения сборочных палет 6 установлены роликовые каретки 12, прикрепленные через кронштейны к поршням бесштоковых тяговых пневмоцилиндров 13. Сборочная палета 6 состоит из основания 14, направляющих 15, сменной каретки 16 и опорных штырей 17. Вертикальный подъемник 3 содержит роликовую каретку 12, бес- штоковые тяговые пневмоцилиндры 13, каркас 18, привод 19 и рольганговые дорожки 20 роликовой каретки 12. Роликовая каретка 12 включает ролики 21, диски 22 сцепления, один из которых через систему рычагов с цилиндром 23, а второй с фрикционной накладкой связан с приводом 5 конвейерных секций, и окно 24 для загрузки палет 6.
Механизм привода 9 горизонтального перемещения включает бесштоковый тяговый пневмоцилиндр 10, закрепленный на
штоках мембранного пневмоцилиндра 35, установленного на основание механизма привода горизонтального перемещения, каретки 26, установленную на мембранные пневмоцилиндры 25 и опорные ролики 27, предназначенные для закрепления гибких тросов 11.
Конвейер для несинхронной сборки работает следующим образом.
Конвейерные секции 1 жестко соединяются скобами торцами одна к другой, и элементы транспортных линий 2 образуют единую транспортную ветку для движения палетб. Палеты при движении центрируются направляющими 15 по роликам 21. На периферийных транспортных линиях 2 оператор-сборщик или соответствующее устройство выполняют технологическую операцию сборки согласно маршрутной технологии. При выполнении операции ролики периферийных транспортных линий 2 неподвижны. После окончания операции подается команда на включение привода 5, если нужно переместить грузопередачу по центральной транспортной линии. Если нужно переместить грузопередачу по периферийной транспортной линии, подается команда на включение привода 5 и цилиндра 23, связанного с диском 22 сцепления через систему рычагов, происходит сцепление дисков, и через муфту 7 (8) движение посредством цепной передачи подается на периферийную транспортную линию.
Каждая двухъярусная конвейерная секция в нижнем ярусе имеет одно автономное приводное устройство 5, так что соседние секции управляются независимо одна от другой от своих приводных устройств 5. Протяженность транспортной линии 2 конвейерной секцйии 1 выбирается в несколько раз больше длины палеты 6, так что при работе возможно накопление нескольких палет, что обеспечивает асинхронность цикла. Конвейер может быть использован для сборки на обеих транспортных линиях двух идентичных объектов, например, для сборки МЛП (механизма лентопротяжного) видеомагнитофона.
Так как палеты 6 возвращаются по верхнему ярусу и распределяются механизмом привода 9 горизонтального перемещения на левую и правую периферийные транспортные линии 2, на основании 14 палеты 6 симметрично располагаются шесть опорных штырей 17. Выдерживая расстояние I (фиг.4), можно обеспечить установку шасси МЛП к любому краю палеты 6, что позволяет избежать операции поворота палет. В другом случае на периферийных транспортных линиях 2 можно производить сборку разных
изделий, несинхронность ритма сборки при этом обеспечивается программным включением соответствующих линий 2 конвейерных секций 1. Возврат палет 6 по верхнему
ярусу блоком управления (не показан) координируется с работой вертикальных подъемников 3.
Работа вертикального подъемника 3 осуществляется следующим образом. При
0 подаче сжатого воздуха в нижние полости бесштоковых пневмоцилиндров 13 (они являются направляющими) роликовая каретка 12 поднимается на высоту L, рольганговые дорожки 20 каретки 12 совмещаются с ана5 логичными на верхнем ярусе. В верхнем по. ложении от концевого выключателя (не
показан) следует команда на включение
привода 19 роликов 21 для принятия или
отсылки палеты 6. При подаче сжатого воз0 духа в верхние полости цилиндров 13 роликовая каретка 12- опускается в нижнее положение. В этом случае также возможно включение роликовых дорожек 20 от привода 19 в любую сторону. Для загрузки палет
5 6 непосредственно на каретку-рольганг 12 вертикального подъемника 3 предусмотрено окно 24. Через окно 24 может осуществляться адресная раздача объектов сборки по центральной транспортной линии 2 кон0 вейера до любой конвейерной секции 1, а также уборка опорожненной коробчатой тары и упаковочных, материалов в коробках в конец конвейера, так как ролики транспортных линий 2 образуют плоскость, по кото5 рой может перемещаться при вращении роликов любой плоский предмет.
Механизм привода 9 горизонтального перемещения работает следующим образом. При подаче сжатого воздуха в нижние
0 полости мембранных пневмоцилиндров 25 поднимается каретка 26, направляющие 15 палеты 6 выходят за верхнюю плоскость роликов 21 роликовой дорожки 20, опираясь на гибкие тросы 11. В верхнем положении
5 подаётся сжатый воздух в одну из полостей бесштокового пневмоцилиндра 10, и гибкие тросы 11, закрепленные обоими концами через опорные ролики 27 на поршне бесштокового тягового пневмоцилиндра 10,
0 смещают налету 6 с центральной на периферийную транспортную линию и наоборот. В другом крайнем положении каретка 26 опускается, и палета 6 продолжает движение по выбранной транспортной линии.
5 Формула изобретения
1. Конвейер для несинхронной сборки, включающий двухъярусные транспортные линии в виде конвейерных секций, расположенные с торцов конвейерных секций вертикальные подъемники с приводами
подъема и приводы верхнего и нижнего ярусов конвейерных линий, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения одновременного транспортирования палет и тары с комплектующими деталями и без них, сокращения энергозатрат и производственных площадей, транспортная линия нижнего яруса выполнена трехдорожечной и имеет механизм передачи между дорожками, выполненный в виде каретки с приводом подъема и установленных на ней тяговых
0
тросов с приводом горизонтального перемещения в виде тяговых пневмоцилиндров, при этом конвейерные секции выполнены роликовыми, а подъемники.- в виде роликовых кареток, причем привод средней дорожки нижнего яруса транспортной линии связан с ее боковыми дорожками посредством муфт.
2. Конвейер по п.1,отличающийся тем, что тяговые пневмоцилиндры привода горизонтального перемещения выполнены бесштоковыми.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая сборочная линия | 1985 |
|
SU1299772A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| Горизонтальный двухъярусный накопитель | 1982 |
|
SU1088918A1 |
| Автоматическая линия механической обработки | 1983 |
|
SU1191260A1 |
| КОМПЛЕКС ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ ДЛЯ УТИЛИЗАЦИИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ НА АТОМНОЙ ЭЛЕКТРОСТАНЦИИ И ЕГО СОСТАВНЫЕ ЧАСТИ | 2007 |
|
RU2350545C1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Двухъярусная конвейерная линия для изготовления строительных изделий | 1978 |
|
SU992188A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ПОДСБОРКИ ШАССИ И ЕГО СТЫКОВКИ И СБОРКИ С КУЗОВОМ АВТОМОБИЛЯ | 2000 |
|
RU2175928C1 |
| Поточная линия для производства сварных изделий | 1974 |
|
SU507419A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ РЕЛЬСОШПАЛЬНЫХ РЕШЕТОК ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2285080C1 |


Использование: радиоэлектроника, сборка видеомагнитофонов и их узлов. Сущность изобретения: конвейер включает двухъярусные транспортные линии в виде конвейерных секций 1. С торцов конвейерных секций 1 расположены вертикальные подъемники с приводами подъема. При этом конвейерные секции 1 имеют приводы верхнего яруса 4 и нижнего яруса 5, а транспортная линия 2 для яруса 5 выполнена трехдорожечной и имеет механизм передачи между дорожками. Последний выполнен в виде каретки с приводом подъема и установленных на ней тяговых тросов с приводом горизонтального перемещения в виде тяговых пневмоцилиндров. Подъемники выполнены в виде роликовых кареток, секции 1 роликовыми. Привод средней дорожки яруса 5 связан с боковыми дорожками транспортной линии 2 через муфты. Пакеты перемещаются по центральным дорожкам ярусов 5 при включении их привода и переводятся механизмом передачи на боковые дорожки, где происходит процесс сборки. После осуществления сборки включается привод дорожки и палета передается на следующую боковую дорожку для сборки. Возврат палет производится ярусом 4 при подаче на него палет с яруса 5 подъемником. 1 з.п. ф-лы, 13 ил.
Фиг 2
Вид А
ФУ2 3
.
Фиг. 5
-+JФ/j 12
Фиг 13
| Хартли Д | |||
| ГПС в действии | |||
| - М.: Машиностроение, 1987, с.63-86, 119-252 | |||
| Каталог фирмы Bosch | |||
| Техника для монтажных работ | |||
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
