Изобретение относится к технике магнитной записи и может быть использовано при изготовлении стирающих магнитных головок.
Известен способ изготовления стирающих магнитных головок, при котором на прессованную катушку наматывают обмотку и вставляют в нее ферритовые сердечники, после чего полученную сборку заливают смолой.
Недостаток способа заключается в том, что в процессе заливки одновременно формируют корпус из смолы или компаунда, т. е. не используют его как готовый элемент конструкции. Это приводит к трудоемкости изготовления. При этом в процессе заливки достаточно сложно скрепление сердечников между собой, что приводит к изменению
ширины рабочего зазора, влияющего на выходные параметры головки.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления стирающей магнитной головки, при котором в полость корпуса устанавливают до упора сборку магнитопровода с катушкой, заливают ее компаундом и вскрывают рабочий зазор.
Недостатком этого способа является то, что полная заливка корпуса в процессе полимеризации компаунда приводит к увеличению тангенса потерь в ферритовом сердечнике за счет увеличения сжатия, а также к изменению свойств катушки за счет тангенса диэлектрических потерь в компаунде.
ч
го
00
со
00
ел
Цель изобретения - повышение стабильности выходных параметров стирающих магнитных головок за счет уменьшения потерь в магнитопроводе в процессе изготовления и эксплуатации.
Поставленная цель достигается тем, что заливку полости корпуса проводят в два этапа до и после установки сборки магнитопро- вода, причем на первом этапе заливают полость на глубину меньшую, чем расстояние от катушки установленного магнитопро- вода до дна, а на втором этапе - полость, дно которой образовано платой под выводы катушки магнитопровода.
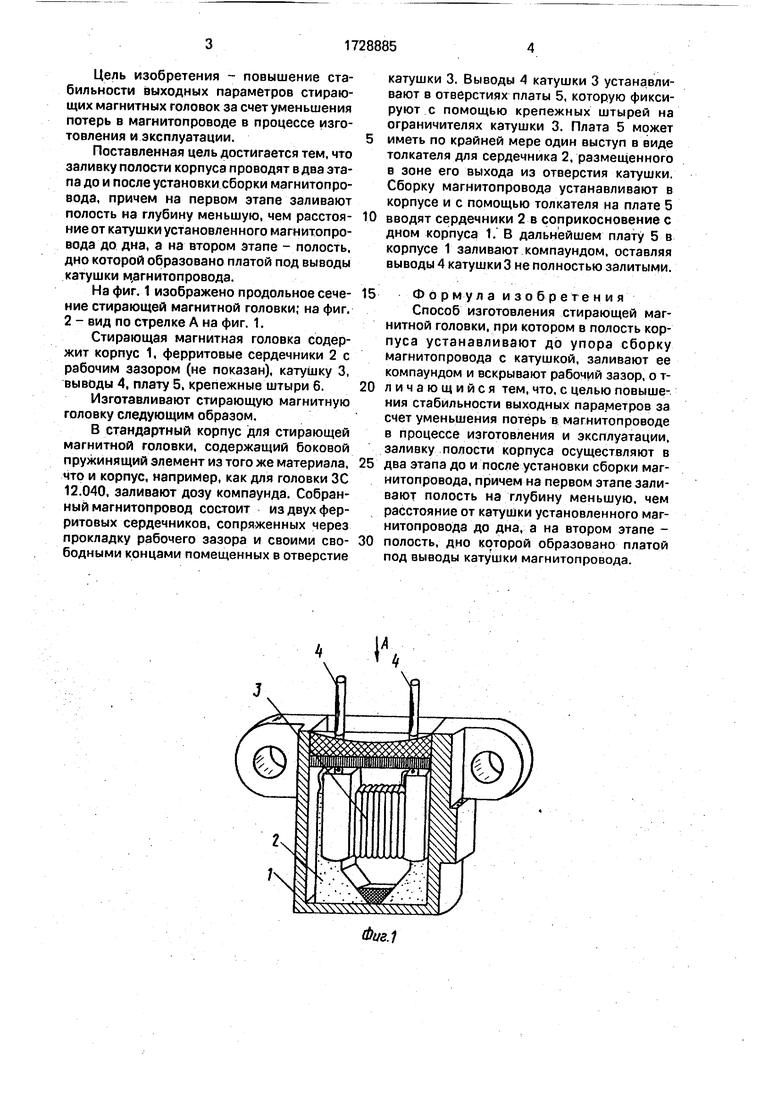
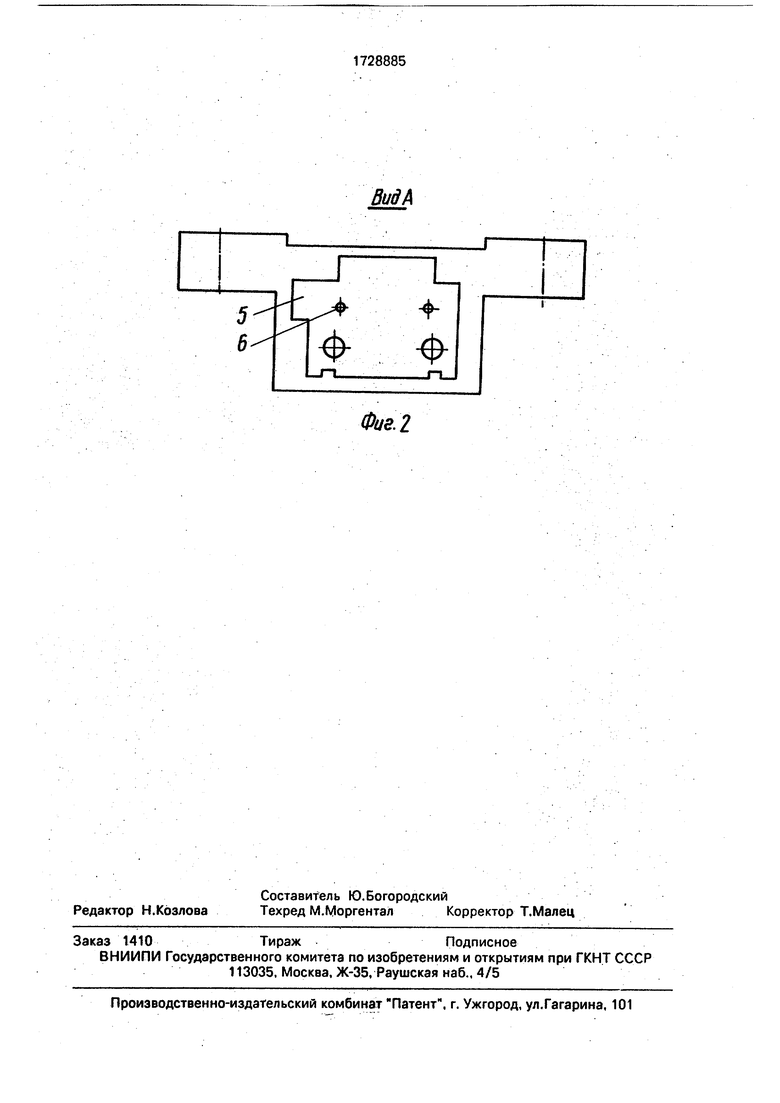
На фиг. 1 изображено продольное сечение стирающей магнитной головки; на фиг. 2 - вид по стрелке А на фиг. 1.
Стирающая магнитная головка содержит корпус 1, ферритовые сердечники 2 с рабочим зазором (не показан), катушку 3, выводы 4, плату 5, крепежные штыри 6.
Изготавливают стирающую магнитную головку следующим образом.
В стандартный корпус для стирающей магнитной головки, содержащий боковой пружинящий элемент из того же материала, что и корпус, например, как для головки ЗС 12.040, заливают дозу компаунда. Собранный магнитопровод состоит из двух фер- ритовых сердечников, сопряженных через прокладку рабочего зазора и своими свободными концами помещенных в отверстие
катушки 3. Выводы 4 катушки 3 устанавливают в отверстиях платы 5, которую фиксируют с помощью крепежных штырей на ограничителях катушки 3. Плата 5 может
иметь по крайней мере один выступ в виде толкателя для сердечника 2, размещенного в зоне его выхода из отверстия катушки. Сборку магнитопровода устанавливают в корпусе и с помощью толкателя на плате 5
вводят сердечники 2 в соприкосновение с дном корпуса 1. В дальнейшем плату 5 в корпусе 1 заливают компаундом, оставляя выводы 4 катушки 3 не полностью залитыми.
Ф о р м у л а и з о б р е те н и я
Способ изготовления стирающей магнитной головки, при котором в полость корпуса устанавливают до упора сборку магнитопровода с катушкой, заливают ее компаундом и вскрывают рабочий зазор, о тличающийся тем, что, с целью повышения стабильности выходных параметров за счет уменьшения потерь в магнитопроводе в процессе изготовления и эксплуатации, заливку полости корпуса осуществляют в
два этапа до и после установки сборки магнитопровода, причем на первом этапе заливают полость на глубину меньшую, чем расстояние от катушки установленного магнитопровода до дна, а на втором этапе полость, дно которой образовано платой под выводы катушки магнитопровода.
Вид А
| название | год | авторы | номер документа |
|---|---|---|---|
| Многодорожечная стирающая магнитная головка | 1972 |
|
SU471604A1 |
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| Способ изготовления блока магнитных головок | 1988 |
|
SU1561095A1 |
| Магнитный преобразователь углового положения вала в код | 1978 |
|
SU765848A1 |
| Способ изготовления блока магнитных головок | 1974 |
|
SU506052A1 |
| Способ изготовления магнитной головки | 1982 |
|
SU1064304A1 |
| Способ изготовления стирающих магнитных головок | 1974 |
|
SU490168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК | 1972 |
|
SU325631A1 |
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
| Устройство для сборки магнитных головок | 1976 |
|
SU538403A1 |
Изобретение относится к технике магнитной записи, в частности к технологии изготовления стирающих магнитных головок, и позволяет повысить стабильность выходных параметров за счет уменьшения потерь в магнитопроводе в процессе изготовления и эксплуатации. Это достигается тем, что заливку полости корпуса осуществляют в два этапа до и после установки сборки магнитопроводэ. На первом этапе заливают полость на глубину, меньшую расстояния от катушки 3 установленного магни- топровода до дна, а на втором этапе - полость, дно которой образовано платой под выводы 4 катушки 3 магнитопровода. 2 ил.
Фие.2
| Способ изготовления стирающих магнитных головок | 1974 |
|
SU490168A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Устройство для установки магнитного сердечника магнитной головки | 1981 |
|
SU980143A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
