Фиг. t
Изобретение относится к измерительной технике, в частности к устройствам, применяемым в машиностроении и приборостроении для автоматизации операций контроля и сортировки деталей.
Цель изобретения - повышение производительности и уменьшения габаритов устройства.
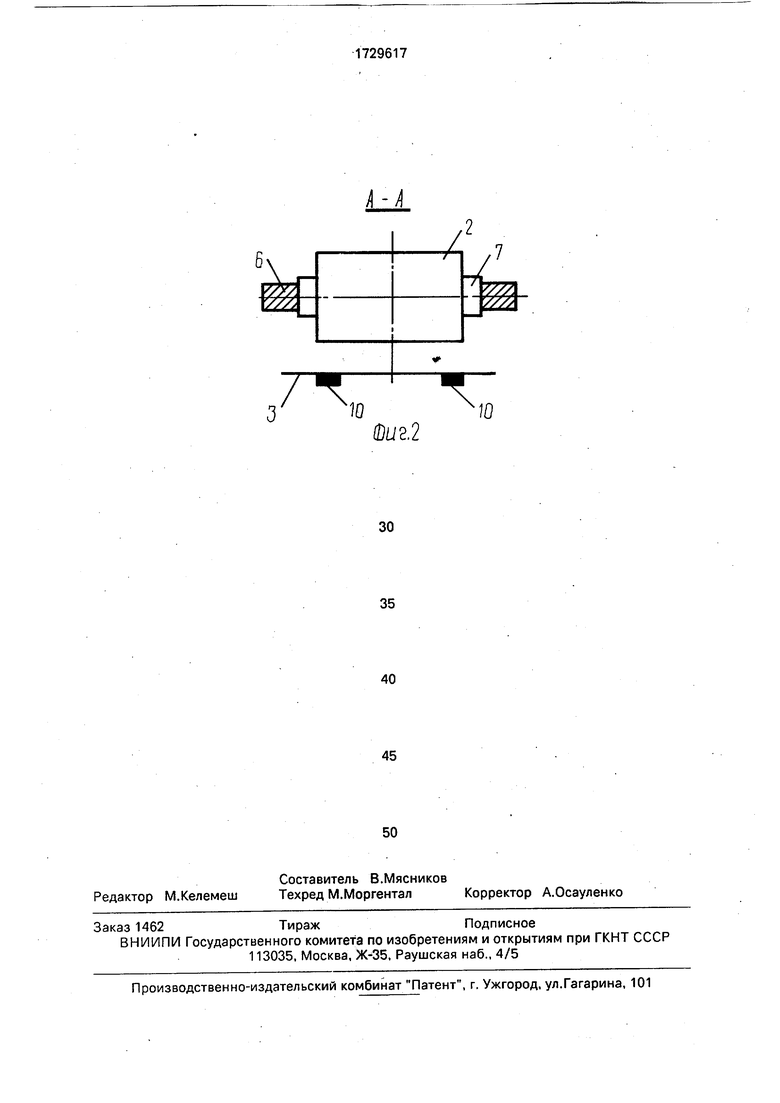
На фиг. 1 - контрольно-сортировочное устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1 с возможным положением контролируемой детали в калиброванных пазах каретки.
Контрольно-сортировочное устройство содержит (фиг. 1) накопитель 1 для контролируемых деталей 2, находящееся под ним основание (опорную плиту) 3 с пазами 4 для отвода проконтролированных деталей и пазом 5 в виде непроходного калибра для кон- троля деталей по наименьшему предельному размеру и отвода брака, установленную на основании каретку 6 с калиброванными пазами 7 в виде проходных калибров, передвигающуюся возвратно-поступательно в направляющих 8 и имеющую две выталкивающие планки 9 для освобождения непроходного калибра, расположенные в основании четыре датчика 10, анализирующие (фиг. 2) положение контролируемой детали в пазах каретки, и механизм выталкивания, выполненные, например, в виде соленоидов 11 для выталкивания брака из проходных калибров каретки. Расстояние от датчиков 10 положения до соленоидов 11 выбирается в соответствии со скоростью движения каретки.
Контрольно-сортировочное устройство работает следующим образом.
Детали 2, предназначенные для контроля при возвратно-поступательном движении каретки 6, поступают (фиг. 1) из накопителя 1 в калиброванные пазы 7 (проходные калибры). Если деталь годная, то она провалится через калибр7 каретки и застрянет в калиброванном пазе 5 основания 3. При движении каретки 6 ее планки 9 вытолкнут деталь в пазы 4 и по лоткам - в тару с годными деталями. Если размер (диаметр) детали цилиндрической формы меньше наименьшего предельного размера, то она
свободно проваливается в паз 5 и направляется в соответствующую тару с браком данного вида. Если размер детали больше наибольшего предельного размера, то она
повиснет в калибре 7 и будет перемещаться с кареткой 6. Таким образом, по состоянию двух датчиков 10 можно оценить положение детали 2 в проходном калибре 7 каретки 6. Для варианта, представленного на фиг. 2,
один из механизмов 11 выталкивания, выполненных в виде соленоидов, срабатывает и деталь цилиндрической формы с диаметром вне поля допуска выталкивается из каретки 6 в соответствующую тару для
дополнительной обработки.
Использование предлагаемого устройства позволяет повысить производительность контроля по сравнению с существующими средствами контроля, объединить контрольные операции с сортировочным. Применение в устройстве жестких калибров повышает надежность его работы, что позволяет комплектовать такими устройствами измерительные (технологические) модули большой пропускной способности, а также осуществлять переналадку устройства на измерение деталей цилиндрической формы других размеров.
Формула изобретения
Контрольно-сортировочное устройство для деталей цилиндрической формы, содержащее накопитель, делитель с калиброванными пазами, съемники и направляющие
для отбракованных деталей, отличающееся тем, что, с целью повышения производительности и уменьшения габаритов устройства, делитель состоит из приводной установленной с возможностью возвратнопоступательного перемещения каретки с двумя калиброванными пазами и съемниками в виде выталкивающих планок, размещенной на введенной в устройство опорной плите с тремя пазами, средний из которых
является непроходным калибром и расположен под питателем, при этом в опорной плите установлены введенные в устройство датчики положения детали в каретке, взаимодействующие с введенными в устройство
механизмами выталкивания бракованных деталей.
Шг1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля диаметра цилиндрических деталей | 1989 |
|
SU1747864A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Автомат для контроля внутренней резьбы гаек | 1958 |
|
SU121241A1 |
| ГЛАДКАЯ РЕГУЛИРУЕМАЯ СКОБА | 1996 |
|
RU2110765C1 |
| Автомат контроля гнезд штепсельных резъемов | 1989 |
|
SU1674981A1 |
| Устройство для контроля и сортировки цилиндрических изделий по диаметру | 1984 |
|
SU1258504A1 |
| Устройство для сортировки дискообразных деталей | 1984 |
|
SU1266576A1 |
| Автомат для контроля среднего диаметра наружной резьбы деталей и способ изготовления резьбовых полуколец для него | 1988 |
|
SU1663381A1 |
| Автомат для измерения и сортировки деталей по наружным размерам | 1938 |
|
SU57813A1 |
| Автомат для контроля и сортировки ферромагнитных деталей | 1983 |
|
SU1163918A1 |
Изобретение относится к измерительной технике, в частности к устройствам для контроля и сортировки деталей по наружному диаметру, и позволяет повысить производительность и уменьшить габариты устройства. Устройство содержит опорную плиту 3 с пазами 4,5, при этом паз 5 является непроходным калибром, а пазы 4 служат для отвода годных деталей, с установленной на ней с возможностью возвратно-поступательного движения кареткой 6 с двумя приемными пазами в виде проходных калибров, расположенный над ними питатель 1, установленные в плите контактные датчики 10 положения детали в каретке, механизм 11 выталкивания, связанный с контактными датчиками. 2 ил.
| Артоболевский И.И | |||
| Механизмы в современной технике | |||
| М., 1979, т.1, с.192. |
