Ф
СО
С
Изобретение относится к сварочному производству и может быть использовано для дуговой сварки в среде защитных газов.
Цель изобретения - повышение производительности сварки и наплавки и расши- рение номенклатуры свариваемых и наплавляемых сплавов и изделий.
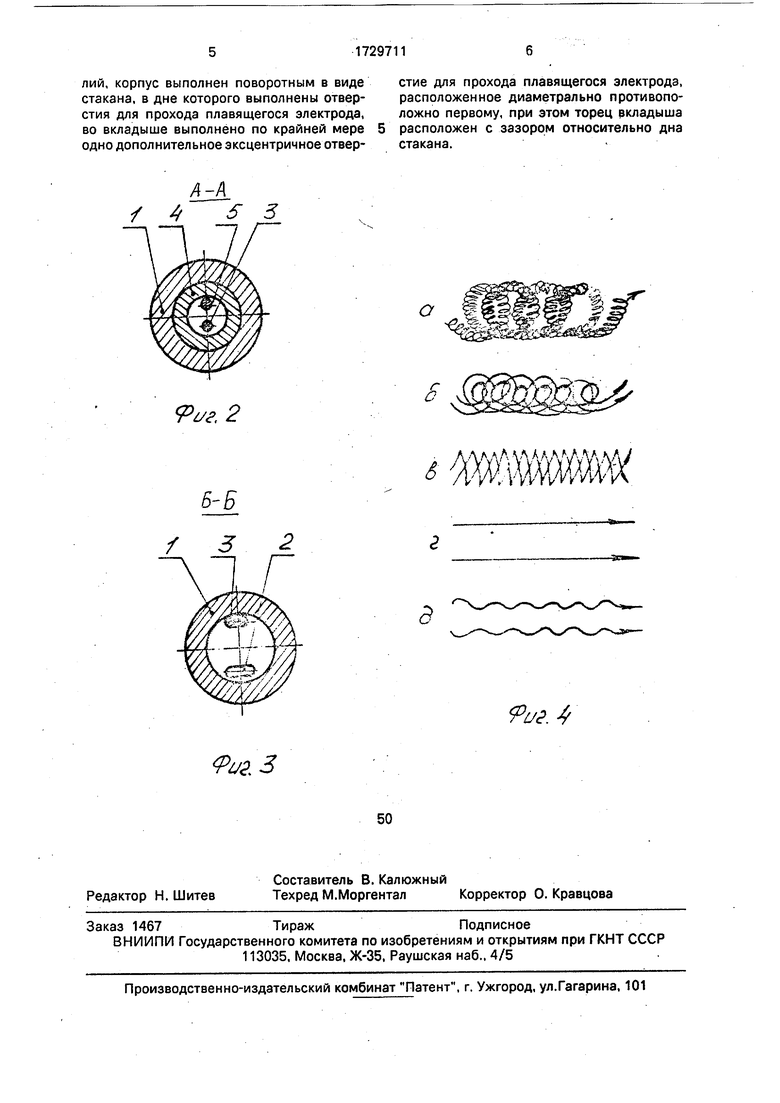
На фиг.1 показано устройство, продольный разрез; на фиг.2-сечение А-А на фиг. 1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - варианты траекторий сварки.
Предлагаемое устройство содержит корпус 1, выполненный в виде стакана, в дне которого имеются отверстия 2 для про- хода плавящегося электрода 3. В корпус 1 с возможностью поворота установлен вкладыш 4, в котором имеется не менее двух эксцентричных относительно оси устройства отверстия 5 для прохода плавящегося электрода 3. Отверстия 5 расположены на диаметрально противоположных сторонах относительно оси устройства. Торец вкладыша 4 расположен с зазором относительно дна стакана 1 (стакан 1 корпус 1). Верхний торец стакана 1 через зубчатую передачу 6 связан с приводом его вращения (приводы на чертежах не показаны). Верхний торец вкладыша 4 также связан с приводом его вращения через зубчатую передачу 7. Таким образом, имея два самостоятельных привода вращения, стакан 1 и вкладыш 4 имеют возможность вращаться относительно продольной оси устройства. В отверстия 5 вкладыша 4 заправляют сварочные проволоки 3, устанавливая, в зависимости от вида сварки, в одно или несколько отверстий 2 в стакане 1. При размещении проволок 3 в одном отверстии 2 (фиг.1 и 3) и вращения вкладыша 4 происходит их скручивание, а вращающийся стакан 1 позволяет дополнительно жгуту проволок 3 совершать враще- ние относительно продольной оси устройства. Изменяя скорость вращения вкладыша 4 относительно скорости враще- ния стакана 1, можно изменять шаг скручивания проволок 3 и, тем самым, изменять размеры сварного шва.
В исходном положении проволока 3 проходит через отверстие 5 во вкладыше 4 и через отверстие 2 в стакане 1. Если проволоки 3 установить вместе в одно отверстие 2 (для этого оно выполнено продолговатым) при вращении стакана 1 они будут скручиваться в зазоре между нижним торцом вкла- дыша 4 и дном стакана 1 и в виде жгута поступать в зону сварки. Так как отверстия 2 эксцентричны относительно оси устройства, то жгут проволок 3 также будет совершать круговое вращение. Таким образом,
при вращении стакана можно получить движение жгута проволок 3, показанное на фиг,4а: жгут вращается относительно оси устройства и относительно оси проволок 3. Если вкладыш 4 и стакан 1 вращаются одновременно, то меняя скорость вращения вкладыша 4, меняют шаг скручивания проволок. При равной скорости вращения стакана 1 и вкладыша 4 скручивания проволок
3не происходит и они подаются параллельно в зону сварки, вращаясь только относительно продольной оси устройства (фиг.4б). Если стакан 1 не вращать, а только поворачивать на некоторый угол, можно вызывать колебание проволок 3(фиг.4в). При развороте стакана 1 только в одном положении и размещений проволок 3 в разных отверстиях 2 сварка осуществляется без колебаний (фиг.4г), а если при этом осуществлять колебания стакана 1, имеется возможность получать швы по схеме, изображенной на фиг.4д.
Пример. Наружный диаметр стакана 20 мм, толщина стенки 2 мм, В дне стакана
4отверстия диаметром 2,2 мм, длина овального отверстия 4,2 мм. Размер эксцентриситета отверстий 7 мм. Наружный диаметр вкладыша 15 мм, толщина стенки 1,5мм. На торце вкладыша имеется 4 отверстия диаметром 2.,1 мм. Зазор между дном стакана и торцом вкладыша 30 мм.
К техническим преимуществам предлагаемого устройства по сравнению с прототипом, относят: возможность образования жгута проволок за счет вкладыша относительно стакана; возможность комбинирования формы наплавляемого валика за счет наличия нескольких отверстий в дне стакана; возможность изменение шага скручивания проволок ft жгуте ьа счет автономного привода вращения стакана; простота процесса скручивания проволок: достаточно рассогласомть скорости вращения вкладыша и стакана.
Использование изобретения повышает производительность сварки и наплавки и расширятюся номенклатура свариваемых и наплавляемых деталей.
Формула изобретения Устройство для дуговой сварки, содержащее корпус, в котором с возможностью поворота установлен вкладыш с эксцентричным относительно оси устройства отверстием для прохода плавящегося электрода, отличающееся тем, что, с целью повышения производительности сварки и наплавки и расширения номенклатуры свариваемых и наплавляемых сплавов и изде
лий, корпус выполнен поворотным в видестие для прохода плавящегося электрода,
стакана, в дне которого выполнены отвер-расположенное диаметрально противопостия для прохода плавящегося электрода,ложно первому, при этом торец вкладыша
во вкладыше выполнено по крайней мере5 расположен с зазором относительно дна
одно дополнительное эксцентричное отвер-стакана.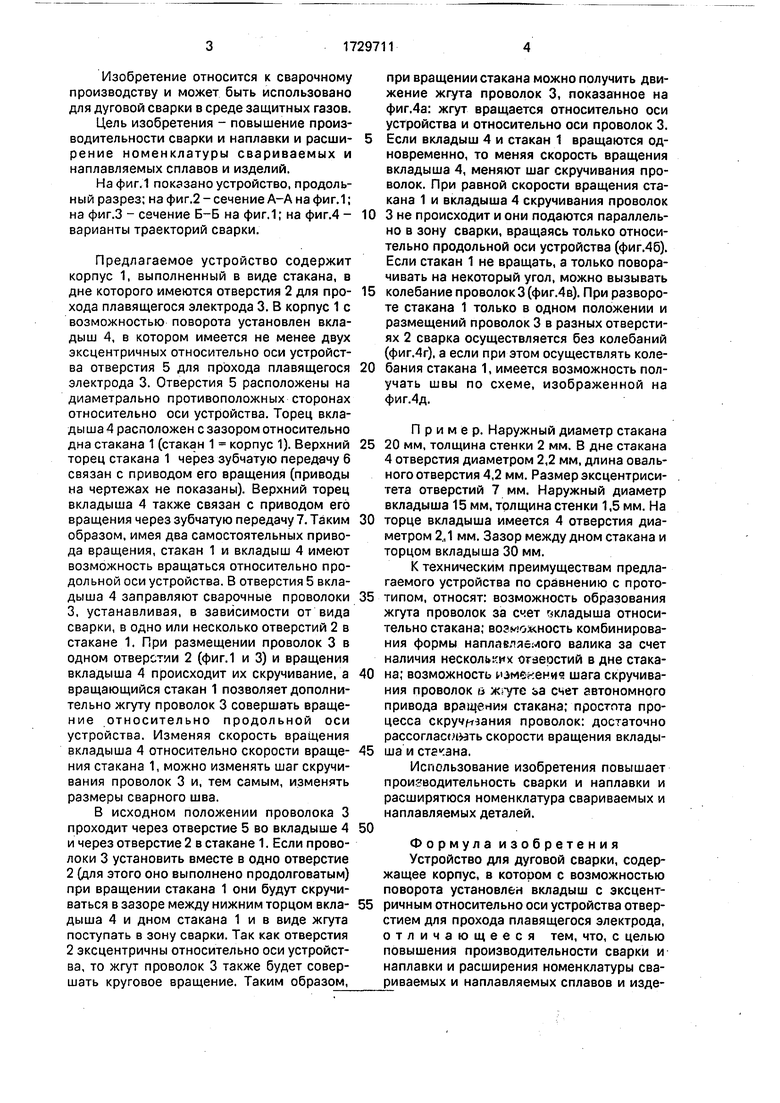
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
| СПОСОБ И СИСТЕМА НАПЛАВКИ ПОДШИПНИКА | 2008 |
|
RU2469825C2 |
| Токоподводящий мундштук к устройствам для дуговой сварки | 1986 |
|
SU1428542A1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |
| Способ наплавки алюминиевых сплавов плавящимся электродом с дополнительной присадочной проволокой | 2024 |
|
RU2834976C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2070492C1 |
| Способ двухдуговой наплавки плавящимися электродами | 2024 |
|
RU2831172C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
Использование: сварочные горелки, сварка изделий с узкой глубокой разделкой. Сущность изобретения: устройство содержит поворотный корпус, выполненный в виде стакана 1. В дне стакана имеются эксцентричные отверстия 2 для прохода проволок 3. В стакан с зазором установлен поворотный вкладыш 4 с отверстиями 5 для прохода проволок. Стакан и вкладыш связаны через зубчатые передачи 6 и 7 соответственно с приводами их вращения. При установке проволок 3 в дно отверстия 2 и вращении стакана и вкладыша с различными скоростями они сплетаются в жгут. При расположении проволок 3 в различных отверстиях 2 и колебании стакана получают различные формы наплавляемого валика. 4 ил.
Ф& 3
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
