Известны устройства для резки листовой пористой или монолитной резины на два слоя заданной толщины, включающие закрепленный на станиие плоский с двухсторонней заточкой нож с лезвием, расположенным в зазоре двух транспортирующих валиков, смонтированных на станине один над другим и приводимых электроприводом. В них транспортирующие валики выполнены с гладкой поверхностью и при послойной резке листовой резины в каждом слое образуется ровная шероховатая поверхность, которая не может обеспечить сравнительно прочное склеивание резиновых заготовок, например, с деталями низа обуви.
Предлагаемое режущее устройство отличается от известных тем, что в нем транспортирующие валики выполнены зубчатыми и смонтированы на Сталине так, что зубья одного валика точно совпадают с впадинами зубьев другого валика. Это обеспечивает при послойной резке листовой резины образование слоев с шероховатой и гофрированной (увеличенной) поверхностью, пригодной для прочного склеивания резиновых заготовок, например, с деталями низа обуви.
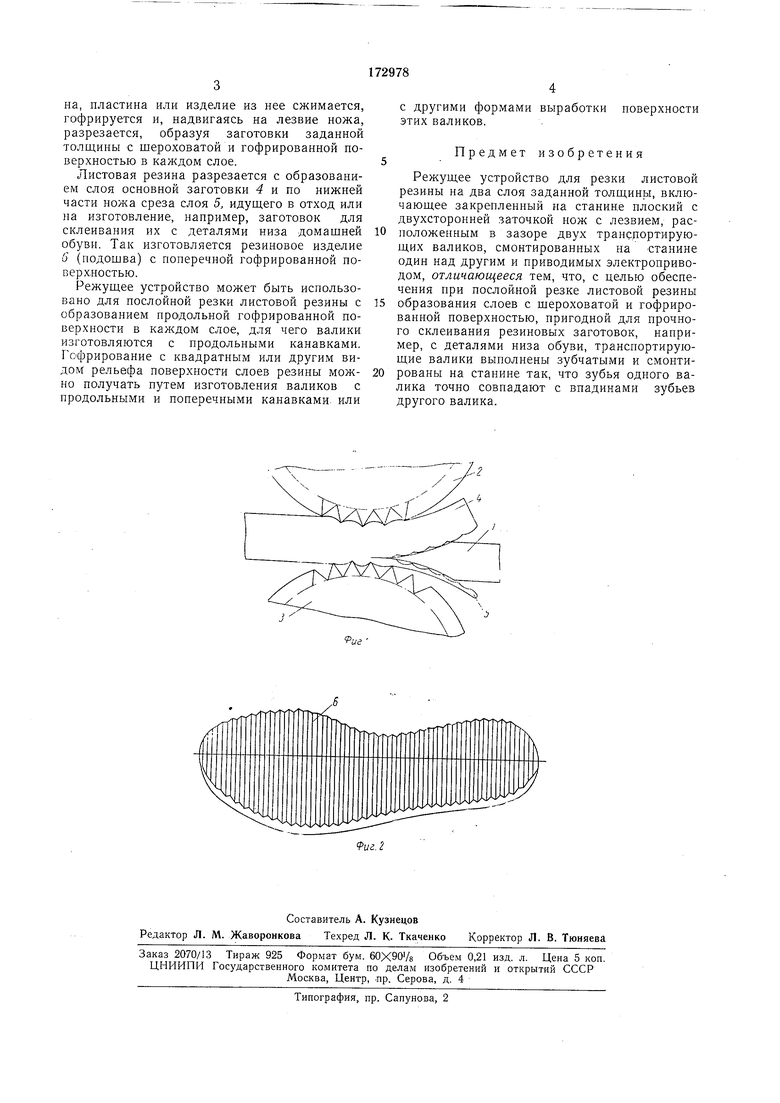
На фиг. 1 показано режущее устройство, вид сбоку в разрезе; на фиг. 2 - изделие с гофрированной поверхностью к деталям низа обуви (подощва).
Режущее устройство для резки листовой пористой или монолитной резины на два слоя заданной толщины включает смонтированные на станине плоский нож / и два транспортирующих валика - верхний 2 и нижиий 8 - диаметрами 75 мм, приводимые от электропривода через шестеренчатую передачу.
На валиках профрезерованы поперечные канавки с шагом между зубьями, равным
2,5-3 мм. Валики смонтированы на станине с минимальным зазором, устанавливаемым практически в зависимости от упругости материала, значительно меньшим толщины пропускаемого материала, который при проходе
между валиками сжимается. Они установлены так, что зубья одного валика точно совпадают с впадинами зубьев другого валика.
Число оборотов транспортирующих валиков - в пределах 100 об/мин. Нижний валик
подпружинивается так, чтобы не иметь амортизации при пропускании как жесткой, так и мягкой листовой резины.
Нож имеет двухстороннюю 35-мм заточку лезвия, расположенного в зазоре двух валиков.
Зазор между нижним валиком и ножом, точнее между верщиной зуба нижнего валика и лезвием ножа, например, равен 0,5-0,7 мм, он определяет толщину отрезаемых слоев.
на, пластина или изделие из нее сжимается, гофрируется и, надвигаясь на лезвие ножа, разрезается, образуя заготовки заданной толщины с шероховатой и гофрированной поверхностью в каждом слое.
Листовая резина разрезается с образованием слоя основной заготовки 4 и по нижней части ножа среза слоя 5, идущего в отход или на изготовление, например, заготовок для склеивания их с деталями низа домашней обуви. Так изготовляется резиновое изделие б (подошва) с поперечной гофрированной поверхностью.
Режущее устройство может быть использовано для послойной резки листовой резины с образованием продольной гофрированной поверхности в слое, для чего валики изготовляются с продольными канавками. Гофрирование с квадратным или другим видом рельефа поверхности слоев резины можно получать путем изготовления валиков с продольными и поперечными канавками или
с другими формами выработки поверхности этих валиков.
Предмет изобретения
Режущее устройство для резки листовой резины на два слоя заданной толщины, включающее закрепленный на станине плоский с двухсторонней заточкой нож с лезвием, расположенным в зазоре двух транспортирующих валиков, смонтированных на станине один над другим и приводимых электроприводом, отличающееся тем, что, с целью обеспечения при послойной резке листовой резины
образования слоев с шероховатой и гофрированной поверхностью, пригодной для прочного склеивания резиновых заготовок, например, с деталями низа обуви, транспортирующие валики выполнены зубчатыми и смонтированы на станине так, что зубья одного валика точно совпадают с впадинами зубьев другого валика.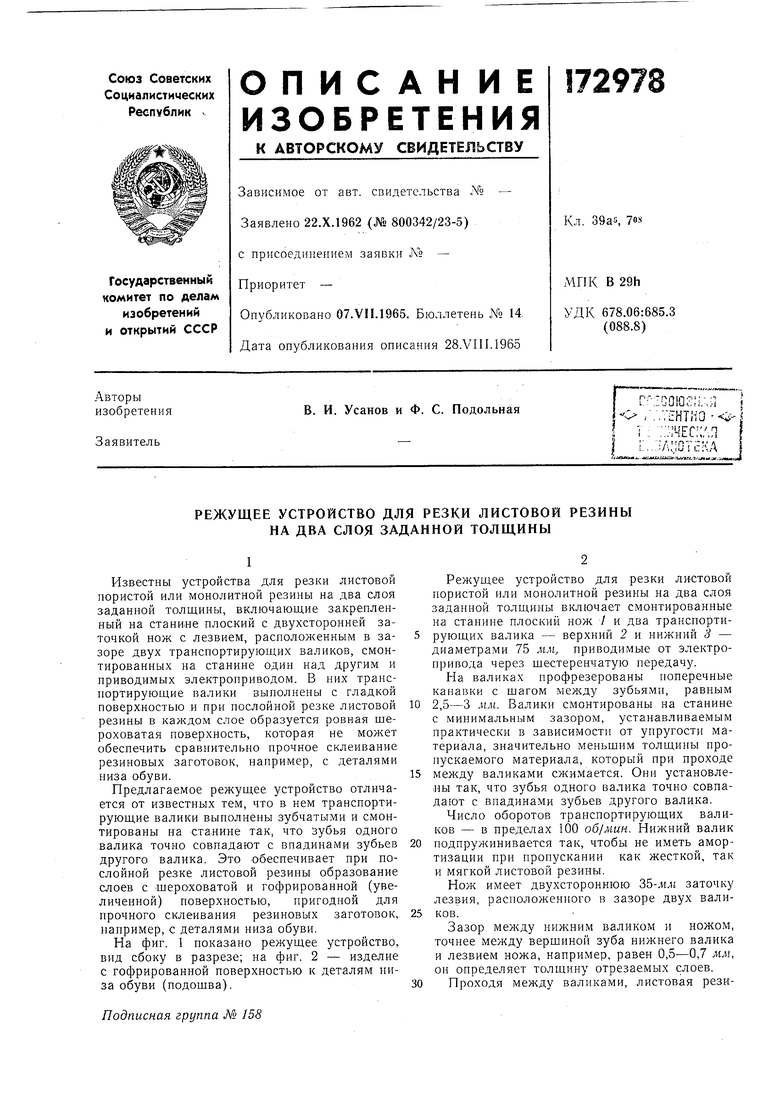
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ВЫРАВНИВАНИЯ ДЕТАЛЕЙ ОБУВИ ПО ТОЛЩИНЕ | 1992 |
|
RU2063155C1 |
| УСТРОЙСТВО ДЛЯ ДВОЕНИЯ ДЕТАЛЕЙ НИЗА ОБУВИИЗ РЕЗИНЫ | 1968 |
|
SU218012A1 |
| МАШИНА ДЛЯ ВЫРАВНИВАНИЯ ДЕТАЛЕЙ ОБУВИ ПО ТОЛЩИНЕ | 1994 |
|
RU2102909C1 |
| Устройство для вырезания заготовок профилированных подошв клееной обуви из невулканизированного резинового листа | 1982 |
|
SU1082382A1 |
| Машина для фасонного двоения материала | 1989 |
|
SU1708649A1 |
| Устройство для разделки голотурий | 1982 |
|
SU1053808A1 |
| Машина для обработки деталей низа обуви | 1974 |
|
SU503577A1 |
| МАШИНА ДЛЯ ДВОЕНИЯ И ВЫРАВНИВАНИЯ ДЕТАЛЕЙНИЗА ОБУВИ | 1971 |
|
SU319639A1 |
| Нож к машине для выравнивания деталей низа обуви | 1958 |
|
SU116110A1 |
| Устройство для нанесения клея на листовой материал | 1980 |
|
SU1161074A1 |
-/
