Изобретение относится к устройствам для нанесения гальванических покрытий на детали сложной конфигурации, преимущественно коленчатые валы компрессоров и двигателей внутреннего сгорания.
Известно устройство для нанесения электролитических покрытий на шейки коленчатых валов ванным способом, состоящее из разъемного корпуса, в котором с помощью регулировочных втулок на стерж- нях-анододержателях закреплены блоки сменных анодов, снабженное полукольцами-центраторами и базовыми кольцами, которые взаимодействуют один с другим с помощью реборд на базовых кольцах, что исключает ручную ориентацию блоков
сменных анодов относительно обрабатываемых поверхностей деталей.
Недостатком такого устройства является его низкая производительность из-за наличия большого объема ручных работ при установке вала, невозможность интенсифицирования процесса электроосаждения из- за низких предельно-допустимых значений токов при проведении процесса, невозможность выполнения полного технологического цикла нанесения покрытий на одном рабочем месте. Известно, что цикл нанесения покрытий включает ряд подготовительных операций: обезжиривание, промывку, травление, нейтрализацию и т.д.
1 со о ю о ел
Наиболее близким по технической сущности к предлагаемому является устройство для восстановления шеек коленчатых валов гальваническими покрытиями, содержащее привод вращения обрабатываемого вала, анодные головки на каждую шейку вала и емкость для рабочих жидкостей. Устройство относится к устройствам для нанесения гальванических покрытий ванным способом. В этом устройстве анодные головки закреплены между экранами на длинных и коротких штангах. Короткие штанги шар- нирно соединены с длинными, а в плоских параллельных экранах выполнены полукруглые вырезы для размещения шеек вала.
Недостатком такого устройства является его низкая производительность из-за большого объема подготовительного времени при установке вала и штанг на каждую его шейку, многократное его перезакрепле- ние, необходимость экспериментального подбора размеров плоских экранов для исключения ионного обмена между анодами, щеками и противовесами с целью их защиты от наносимого покрытия. Реализовать пол- ный технологический цикл нанесения покрытий на коленчатые валы на известном устройстве также невозможно.
Целью изобретения является повышение производительности установки.
Указанная цель достигается тем, что установка для нанесения гальванических покрытий на шейки коленчатых валов, содержащая привод вращения обрабатываемого вала, анодные головки на каждую шейку вала и емкости для рабочих жидкостей, дополнительно снабжена копирными валами, штангами, транспортирующим механизмом с узлами подъема и фиксации обрабатываемого вала, при этом копирные валы соединены между собой штангами и кинематически связаны с приводом вращения обрабатываемого вала, причем анодные головки для обработки шатунных шеек установлены на штангах, а анодные головки для обработки коренных шеек - на ваннах.
Наличие копирных валов, соединенных между собой штангами и кинематически связанных с приводом вращения обрабатываемого вала, и размещение на штангах головок для обработки шатунных шеек позволяет реализовать сложное пространственное движение анодных головок, согласованное с таким же движением обрабатываемых шатунных шеек вала. Анодные головки для обработки коренных шеек размещены на ваннах, поскольку коренные шейки не совершают пространственного движения. Соответствие числа рядов коренных и шатунных шеек числу технологических операций цикла позволяет выполнить технологический процесс нанесения покрытий на одном рабочем месте.
Задача передачи вала с одной технологической операции на другую решается использованием транспортирующего механизма. Важным моментом является передача вала на последующую операцию в пространственном положении, которое он занял на предыдущей операции. Для этой цели использованы узлы подъема и фиксации обрабатываемого вала в транспортирующем механизме.
Для того чтобы не происходило смешивание рабочих растворов и электролитов, особенно чувствительных к различного рода загрязнениям, каждый ряд анодных головок, отвечающих за выполнение определенной операции, снабжен автономной системой подачи соответствующего рабочего раствора и электролита.
Все подготовительные операции выполняются на данной установке без участия оператора и при однократном закреплении вала в транспортирующем механизме. По прототипу подготовительные операции выполняются вручную, требуют многократного перезакрепления вала, а по литературным данным объем ручных подготовительных работ доходит до 50-60% времени технологического цикла. Однократное закрепление вала в транспортирующем механизме, резкое сокращение ручных работ приводит к повышению производительности установки.
Предлагаемое устройство отличается от прототипа наличием копирных валов, штанг, транспортирующего механизма с узлами подъема и фиксации обрабатываемого вала. Копирные валы соединены в предлагаемом устройстве штангами и кинематически связаны с приводом вращения обрабатываемого вала, что позволяет установить на штангах анодные головки для обработки шатунных шеек вала и получить их сложное пространственное движение. Таким образом, движение анодных головок для обработки шатунных шеек вала также кинематически связано с приводом вращения обрабатываемого вала, в то время как в прототипе анодные головки получают вращение только от вала. В прототипе штанга несет одну анодную головку, в предлагаемом же устройстве конструкция штанги позволяет расположить на ней анодные головки по числу технологических операций цикла.
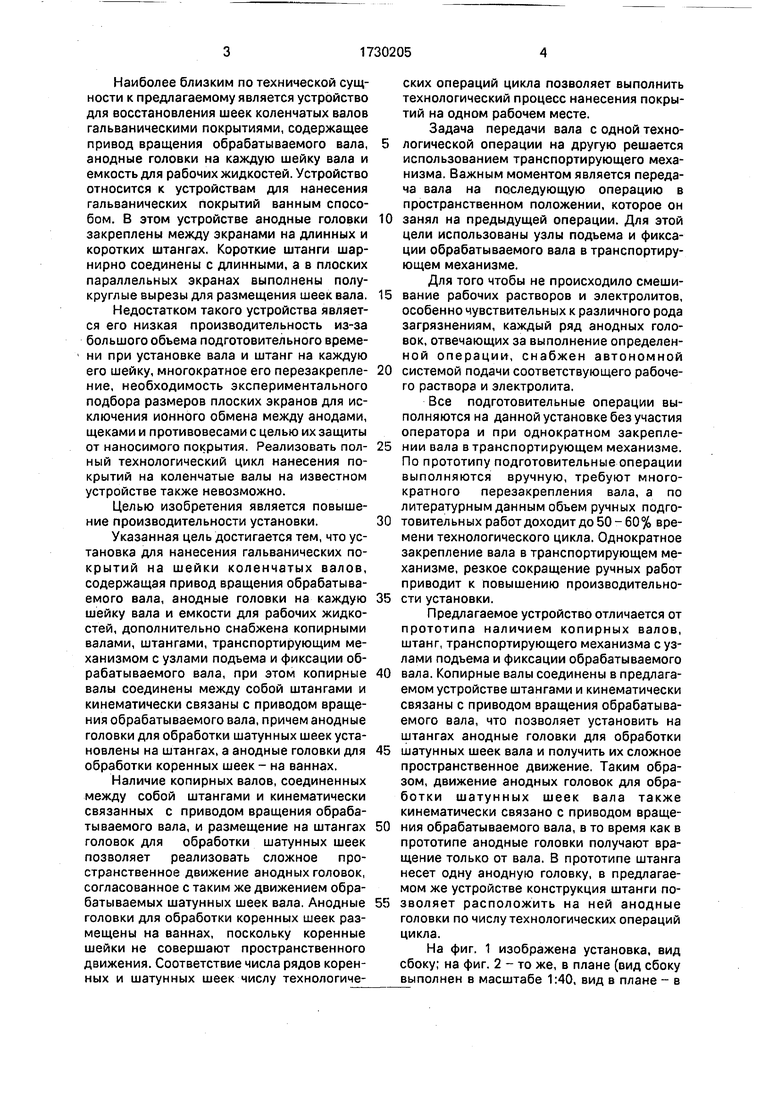
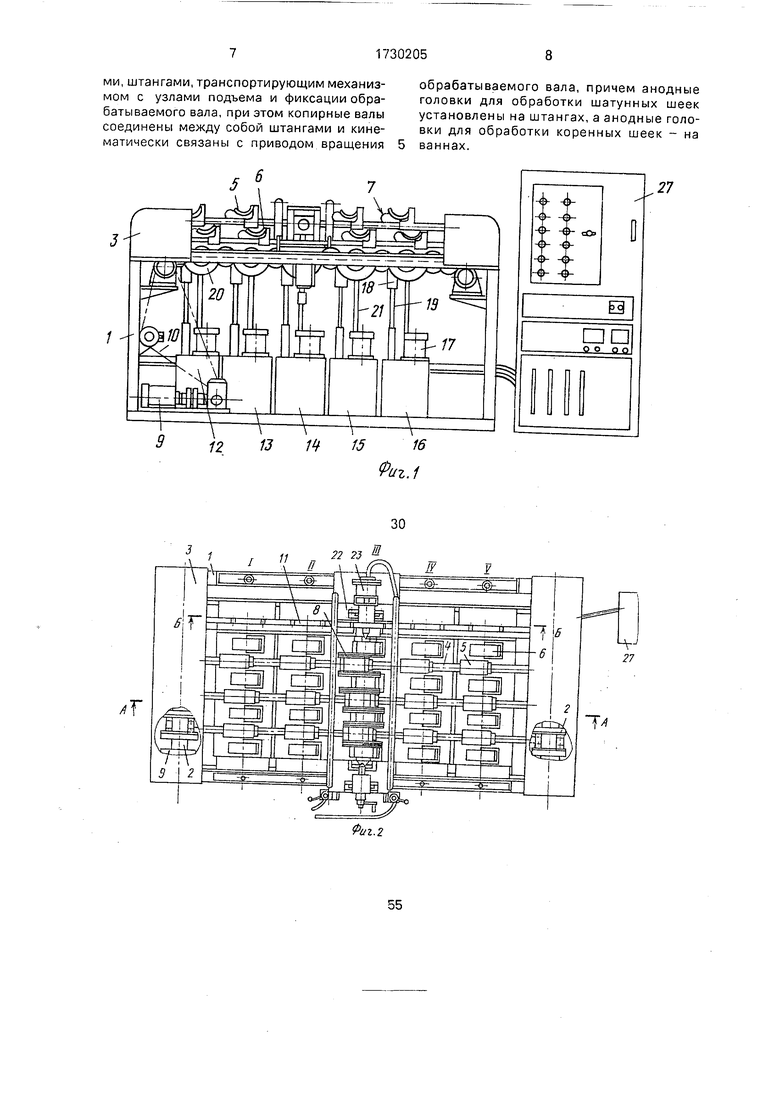
На фиг. 1 изображена установка, вид сбоку; на фиг. 2 - то же, в плане (вид сбоку выполнен в масштабе 1:40, вид в плане - в
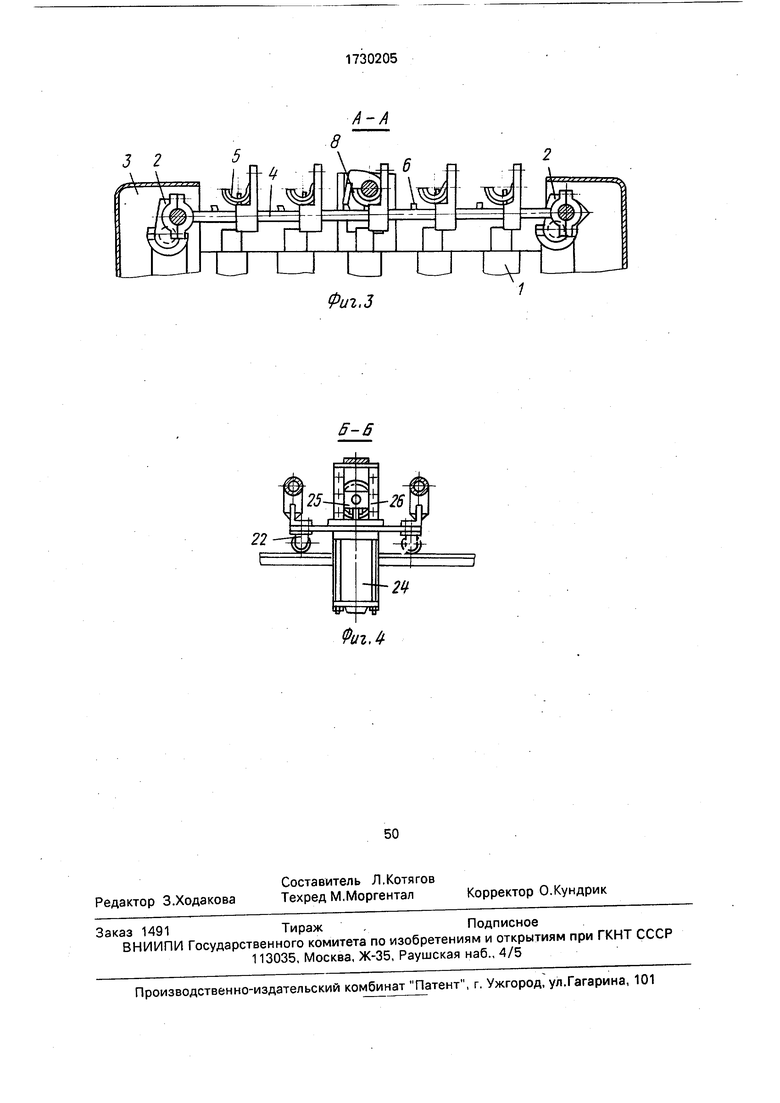
масштабе 1.20); на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б -Б на фиг. 2.
Установка для нанесения гальванических покрытий на шейки коленчатого вала состоит из стола 1, на котором установлены два копирных вала 2, закрытых кожухами 3 и соединенных между собой штангами 4, несущими анодные головки 5 для натирания шатунных шеек. Количество таких головок на рабочей позиции (I, II, ill, IV, V) равно числу шатунных шеек коленчатого вала. Головки 6 для натирания коренных шеек установлены неподвижно на ваннах и их число на рабочей позиции равно числу коренных шеек вала. Все анодные головки 5. 6 подпружинены рычагами 7. Для передачи вращения копирным валам 2 и обрабатываемому валу 8 установка снабжена электроприводом 9, цепной передачей 10 и зубчатым рядом 11. Комплект ванн с рабочими жидкостями состоит из емкости 12 для обезжиривающего раствора, емкости 13 с водой для промывки, емкости 14 с раствором для травления, емкости 15 с рабочим раствором электролита, емкости 16 с раствором для нейтрализации покрытия. Для подачи соответствующей рабочей жидкости в зону обработки к анодным головкам служит насос 17, распределительный коллектор 18 и трубопроводы 19. Слив отработанных рабочих жидкостей из поддонов 20 происходит по трубопроводу 21 в соответствующие емкости. Обрабатываемый вал 8 устанавливают в транспортирующий механизм 22 для транспортирования его с одной рабочей позиции на другую в последовательности технологического цикла. Для закрепления вала в требуемом положении при передаче его с одной рабочей позиции на другую использован узел фиксации с пневмокамерой 23. Для вывода обрабатываемого вала 8 из зацепления с зубчатым рядом 11 использован узел подъема с двумя пневмоцилиндрами 24, буксами 25 и исправляющими 26. Шкаф 27 служит для размещения электрооборудования установки.
Установка работает следующим образом.
В транспортирующий механизм 22 устанавливают обрабатываемый вал 8 и ориентируют его в головках для натирания шатунных 5 и коренных 6 шеек над позицией I обезжиривания. Зубчатый венец вала вводят в зацепление с зубчатым рядом 11. Затем в зону анодных головок 5 6, расположенных на этой позиции, подается раствор обезжиривания из емкости 12 одним из насосом 17 через коллектор 18 по трубопроводу 19. Одновременно включается привод 9 вращения копирных валов 2 и покрываемого вала 8. По окончании операции обезжиривания выключается привод 9 вращения валов, прекращается подача обезжиривающего раствора, пневмокамерой 23 узла фиксации вал 8 фиксируется в заданном положении. После этого вал 8 приподнимается пневмоцилиндрами 24 по направляющим 26. зубчатый венец его выходит из зацепления с зубчатым рядом 11 и транс0 портирующий механизм 22 вместе с валом перемещается на позицию II промывки. На позиции промывки срабатывают пневмоци- линдры 24 и опускают вал. Его зубчатый венец снова входит в зацепление с зубча5 тым рядом 11, причем в том положении, которое он занимал на предыдущей операции. Пневмокамера выключается, чем обеспечивается возможность вращения вала на позиции II. Снова включается привод 9, по0 дается промывочная вода из емкости 13 соответствующим насосом 17 через коллектор 18 по трубопроводу 19 и происходит промывка покрываемой поверхности. После окончания промывки транспортирующее ус5 тройство перемещается на позицию 111 травления, где в зону анодных головок подается травильный раствор из емкости 14 и постоянный ток. Операции декапирования, нанесения покрытий на позиции IV, нейтра0 лизации покрытий на позиции V осуществляются аналогично описанному. Подвод электрического тока на рабочие позиции 111. IV осуществляется по общеизвестным схемам. По окончании работы обрабатываемый
5 вал открепляется и снимается подъемным средством, а транспортирующий механизм возвращается в исходное положение.
Конструктивные особенности установки позволяют повысить производитель0 ность в 5-6 раз. Это достигается тем. что весь технологический процесс нанесения покрытий (включая и подготовительные операции) выполняется на одном рабочем месте при одном закреплении обрабатыва5 емого вала. Отпадает необходимость в установке вручную на покрываемые шейки штанг с анодными головками, значительно упрощается и удешевляется технологический процесс восстановления коленчатого
0 вала, так как отпадает необходимость в изоляции необрабатываемых поверхностей. Формула изобретения Установка для нанесения гальванических покрытий электронатиранием на шей5 ки коленчатых валов, содержащая привод вращения обрабатываемого вала, анодные головки на каждую шейку вала и ванны для рабочих жидкостей, отличающаяся тем. что, с целью повышения производительности, она снабжена копирными валами, штангами, транспортирующим механиз-обрабатываемого вала, причем анодные мом с узлами подъема и фиксации обра-головки для обработки шатунных шеек батываемого вала, при этом копирные валыустановлены на штангах, а анодные голо- соединены между собой штангами и кине-вки для обработки коренных шеек - на матически связаны с приводом вращения5 ваннах.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ШАТУННЫЕ И КОРЕННЫЕ ШЕЙКИ КОЛЕНЧАТЫХ ВАЛОВ | 2010 |
|
RU2447951C1 |
| Устройство для нанесения покрытия на шейки коленчатого вала | 1984 |
|
SU1219160A1 |
| Устройство для восстановления шеек коленчатых валов гальваническими покрытиями | 1985 |
|
SU1258892A1 |
| Станок для гальванического хонингования шатунных шеек коленчатых валов | 1983 |
|
SU1133051A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШАТУННОЙ ШЕЙКИ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2021 |
|
RU2760138C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ШАТУННЫЕ ШЕЙКИ КОЛЕНЧАТЫХ ВАЛОВ | 1994 |
|
RU2085301C1 |
| Установка для металлизации коленчатых валов двигателей внутреннего сгорания | 1983 |
|
SU1162503A1 |
| Устройство для нанесения гальванических покрытий на детали натиранием | 1991 |
|
SU1819915A1 |
| ШЛИФОВАЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК И СПОСОБ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ МНОЖЕСТВА ШЕЕК КОЛЕНЧАТОГО ВАЛА | 2008 |
|
RU2470758C2 |
| АСИНХРОННЫЙ ЗУБЧАТЫЙ ПРЕОБРАЗОВАТЕЛЬ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ ВО ВРАЩАТЕЛЬНОЕ И НАОБОРОТ, ПЕРЕДНЯЯ КОЛЕНЧАТАЯ ПАРА, ЗАДНЯЯ КОЛЕНЧАТАЯ ПАРА, ПРОМЕЖУТОЧНОЕ ЗУБЧАТОЕ КОЛЕСО И ОПОРНОЕ ЗУБЧАТОЕ КОЛЕСО ДЛЯ НЕГО | 2008 |
|
RU2375595C1 |
Изобретение относится к устройствам для нанесения гальванических покрытий на детали сложной конфигурации, преимущественно коленчатые валы компрессоров и двигателей внутреннего сгорания. Цель изобретения - повышение производительности. В транспортирующий механизм устанавливают обрабатываемый вал и ориентируют его в головках над позицией I обезжиривания и вводят в зацепление с зубчатым рядом. Затем в зону анодных головок, расположенных на этой позиции, подается раствор обезжиривания. Одновременно включают привод вращения копирных валов и покрываемого вала. По окончании операции обезжиривания выключают привод вращения валов, прекращают подачу обезжиривающего раствора, пневмокамерой узла фиксации вал фиксируют в заданном .изложении и транспортирующий механизм вместе с валом перемещают на следующую позицию обработки. Конструктивные особенности установки исключают необходимость изоляции необрабатываемых поверхностей, упрощают и удешевляют процесс восстановления коленчатого вала, 4 ил, (Л С
12
13 W 1516
Риг.1
22 23 %
/Г
.27
Фиг,3
ФигЛ
| Устройство для нанесения электролитических покрытий | 1978 |
|
SU749943A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство для восстановления шеек коленчатых валов гальваническими покрытиями | 1985 |
|
SU1258892A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
