Изобретение относится к электрохимическому пассивированию поверхности легированных сталей и может быть применено в различных отраслях химической промышленности, машиностроения, металлургии и т.д.
Цель изобретения - повышение устойчивости пассивного состояния сталей.
Повышение устойчивости пассивного состояния достигается анодной обработкой поверхности легированных сталей в щелочном растворе, содержащем гидроокись натрия 150 - 200 г/л, диоксид кремния, хромовый ангидрид и молибдат натрия по 5 - 10 г/л, путем сначала повышения клеммо- вого напряжения от 0,5 В до 1,1 - 1,2 В со скоростью 0,4 - 2,0 В/ч, выдержки постоянным в течение 30 - 60 мин и затем понижения с той же скоростью до достижения нулевого значения тока. Обработку ведут
при 60 - 70°С. Плотность анодного тока не превышает 0,05 А/дм2. Толщина защитной пленки - до нескольких микрометров Электролит представляет собой раствор гидроокиси натрия нужной концентрации, в котором последовательно растворяют аморфный диоксид кремния, хромовый ангидрид и молибдат натрия (лучше слегка подогреть).
Режим обработки и состав электролита являются оптимальными. Начальное значение напряжения (0,5 В) и его конечное значение при обратном ходе обработки (обычно 0,9 В) соответствуют нулевому значению тока.
Величины напряжения 1,1 - 1,2 В соответствуют анодной поляризации стали в области ее пассивного состояния. Повышение напряжения сверх указанных значений приводит к резкому возрастанию тока, выходу стали из пассивного состояния, а при напрясс
с
N: с ос
жениях выше 1,6 В, кроме того, к анодному выделению кислорода, снижению эффективности процесса и повышению энергозатрат. Напряжения ниже 1,1 - 1,2 В приводят к уменьшению скорости формирования защитного слоя и эффективности процесса.
При скорости изменения напряжения 0,4 - 1,2 В/ч формируется качественная защитная пленка необходимой толщины. Большие скорости развертки напряжения (быстрый рост) приводят к образованию поверхностных соединений с худшими защитными свойствами и меньшей толщины. При более медленном наращивании напряжения ( 0,4 В/ч) уменьшается производитель- ность процесса, удлиняется время пассивации,
Те же соображения лежат в основе выбора времени выдержки при напряжении 1,1 - 1,2 В-30-бОмин.
Снижение температуры (С60°С), а также концентраций компонентов раствора (NaOH, SI02, СгОз и NaaMoCM) ниже указанных пределов уменьшает скорость процесса обработки и степень запассивирован- ности сталей. Повышение температуры (70°С) и содержания компонентов приводит к росту энергетических затрат, излишнему расходу реактивов, а также к некоторому уменьшению эффективности обработки.
Способ осуществляют следующим образом.
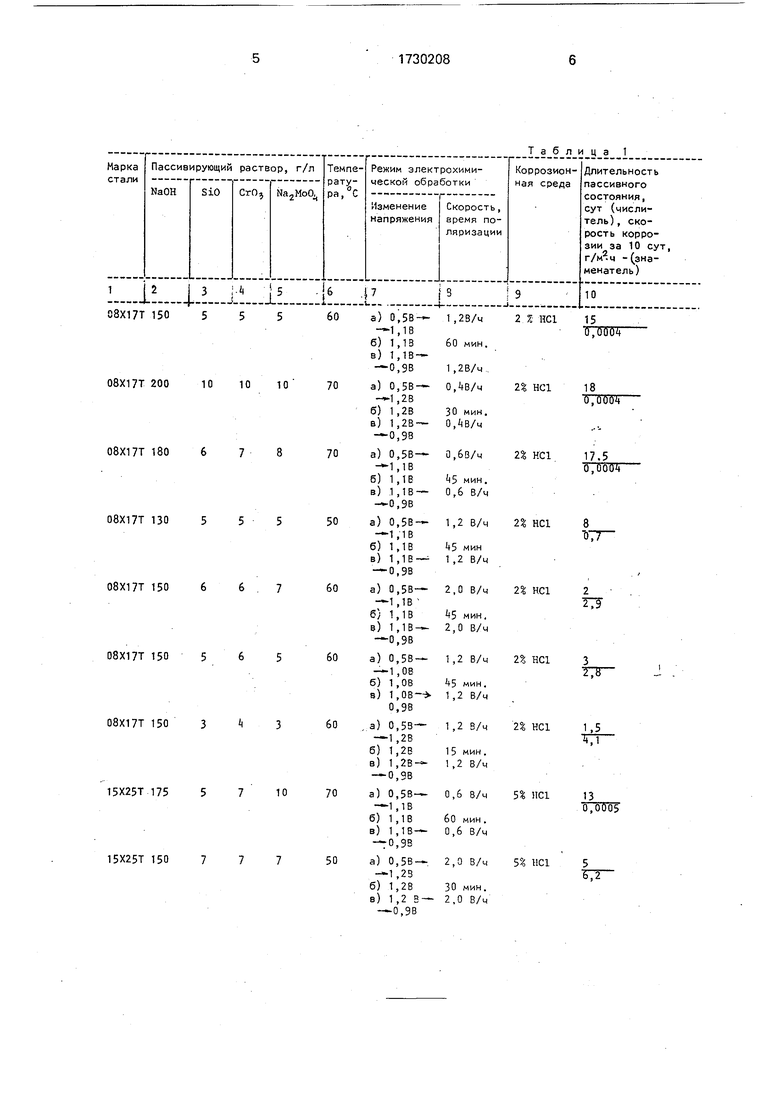
Обработке подвергают образцы легированных сталей 08Х17Т, 14Х17Н2, 15Х25Т и 12Х18Н10Т размерами 100x15x2,5 мм. Перед обработкой образцы зачищают до чистоты 7 8 и обезжиривают ацетоном, затем помещают в сосуд диаметром 100 мм и высотой 120мм. В качестве катода используют пластину из легированной стали 12Х18Н10Т
с площадью поверхности в 8 - 10 раз большей площади анода.
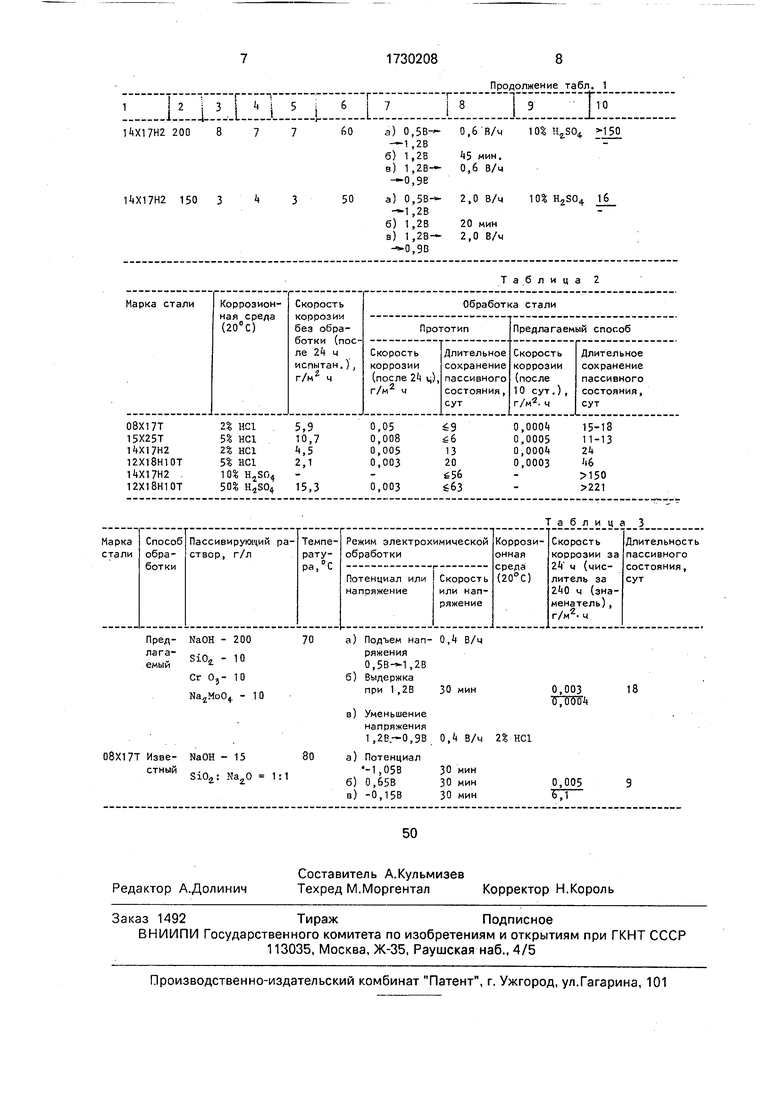
Коррозионную стойкость образцов после обработки оценивают по продолжительности отрезка времени, в течение которого сталь сохраняет устойчивое пассивное состояние в водных растворах 2 или 5 % соляной кислоты и 10 или 50 % серной кислоты, а также по скорости коррозии сталей после 24 и
240 ч. Потерю пассивного состояния определяют визуально по мгновенному потемнению блестящей поверхности и выделению водорода.
Результаты сведены в табл. 1 - 3.
Предлагаемый способ повышает коррозионную стойкость легированных сталей в неокислительных кислотах и сохраняет ее более продолжительное время по сравнению с известным.
Формула изобретения
Способ обработки поверхности легированных сталей, включающий анодную поляризацию в щелочном силикатном растворе, отличающийся тем, что, с целью повышения коррозионной стойкости, напряжение при анодной поляризации увеличивают от 0,5 до 1,1 - 1,2 В со скоростью 0,4
- 1,2 В/ч, выдерживают постоянным в течение 30 - 60 мин и уменьшают с той же скоростью до достижения нулевого значения тока, а обработку ведут при 60 - 70°С в растворе, дополнительно содержащем хромовый ангидрид и молибдат натрия при следующем соотношении компонентов, г/л:
Гидроокись натрия150-200
Диоксид кремния5-10
Хромовый ангидрид5-10
Молибдат натрия5-10.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пассивирования поверхности легированных сталей | 1987 |
|
SU1705419A1 |
| Электролит для нанесения покрытий на основе хрома | 1978 |
|
SU711181A1 |
| Способ обработки поверхности легированных сталей | 1987 |
|
SU1541310A1 |
| СПОСОБ ПОВЫШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2007 |
|
RU2351692C2 |
| Раствор для химического пассивирования жаропрочных сталей | 1987 |
|
SU1406215A1 |
| Электролит для осаждения хромового покрытия, легированного молибденом | 2022 |
|
RU2778529C1 |
| Способ получения на сплавах алюминия защитных супергидрофобных покрытий с антистатическим эффектом | 2022 |
|
RU2784001C1 |
| Способ обработки металлических изделий | 1990 |
|
SU1808884A1 |
| Способ определения концентрации сульфат-ионов в хромовокислых растворах | 1982 |
|
SU1097929A1 |
| Электролит цинкования | 1980 |
|
SU905335A1 |
Использование: пассивирование поверхности легированных сталей в химической промышленности, машиностроении и металлургии для повышения коррозионной стойкости. Сущность изобретения: при пассивировании сначала увеличивают напряжение при анодной поляризации от 0,5 В до 1,1 - 1,2 В со скоростью 0,4- 1.2 В/ч, выдерживают его постоянным в течение 30 - 60 мин. Уменьшают с той же скоростью до достижения нулевого значения тока. Температура раствора 60 - 70°С. Раствор содержит гидроокись натрия 150 - 200 г/л, диоксид кремния 5 - 10; хромовый ангидрид 5 - 10: молибдат натрия 5 - 10. 3 табл.
08Х17Т 150555
60
200
10
10
10
70
08Х17Т 180
70
08Х17Т 130
50
08X17Т 150
60
08Х17Т 150
60
08Х17Т 150
60
15Х25Т 175
10
70
15Х25Т 150
50
i
Ъ
А
«
)
)
0,5В - -1,1В
1,1В
1,1В - 0,9В
0,5В - -1,2В
1,2В
1,2В - -0,9В
0,5В- 1,1В
1,1В
1,1В - 0,9В
0,5В - 1,1В
1,1В
1,1В - 0,9В
0,5В- -1,1В
1,1В
1,1В - -0,9В
0,5В - -1 ,0В 1 ,0В 1.0В- 0,9В
0,5В- 1,2В
1,2В
1,2В - -0,9В
0,5В- -1,1В
1,1В
1,1В - Г0,9В
0,5В - -1,23
1,2В
1,2 В - -0,9В
1,28/42 I HC1
60 мин.
1,2В/ч
о,4в/ч г% не
30 мин. 0,АВ/ч
а,бв/ч г% не
5 мин. 0,6 В/ч
1,2 в/ч г% на
45 мин 1,2 В/ч
2,0 В/ч 2% НС1
5 мин. 2,0 В/ч
1,2 В/ч 21 НС1
45 мин. 1,2 В/ч
1,2 В/ч 2% КС1
15 мин. 1,2 В/ч
0,6 8/ч 5% НС1
60 мин . 0,6 В/ч
2,0 В/ч 5% НС1
30 мин. 2,0 В/ч
15
0,0004
18 0,0004
8
Ъ7,
2 2793
178-
1,5
1ПТ
J3
0,0005
5
Пред- NaOH - 200
SiO, - 10
лагаСг О,- 10 . - 10
X17Т Изве- NaOH - 15 стный
810„
Na20
1:1
70 а) Подъем нал- О, В/ч ряжения 0,5В-1,2В б) Выдержка
при 1,2В 30 мин
а)Уменьшение напряжения
1 ,2В.-0,9В 0,4 В/ч
80а) Потенциал
-1,05В30 мин
б)0,65В30 мин
в)-0,15В30 мин
Продолжение табл. 1
Таблица 3
0,003
о.
18
г% HOI
0,005
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ обработки поверхности легированных сталей | 1987 |
|
SU1541310A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
