со
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
| Способ изготовления замкнутых профилей | 1991 |
|
SU1775202A1 |
| Способ изготовления гнутых коробчатых профилей | 1975 |
|
SU551077A1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО СПЕЦИАЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2375137C1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
| Способ изготовления гнутых профилей коробчатой формы | 1989 |
|
SU1731347A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |

Изобретение относится к обработке металлов давлением, в частности, к производству гнутых профилей с отбортовками и гофрами на полках, прилегающих к отбор- товкам. Цель изобретения - повышение качества готовых изделий за счет оптимизации плоскостности. Профили с отбортовками и гофрами на полках изготавливают путем многопереходной формовки в валках профилегибочного стана. Отбортов- ку в каждом переходе выдерживают параллельно основанию профиля. В процессе формовки к наружной поверхности каждой отбортовки прикладывают усилия со стороны валков нормально к ее поверхности, а к внутренней поверхности отбортовки - по касательной к ней. К полкам профиля прикладывают усилия по нормали к наружной поверхности. 4 ил.
Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей с отбортовками.
Профили с отбортовками получают путем последовательной формовки в валках профилегибочного стана, при этом одновременно формуют все места изгиба, а отбортовку в каждом проходе оставляют параллельной основанию.
В ряде случаев, когда ширина полок достаточно велика и хотят избежать влияния разности окружных скоростей на качество профиля после суммарных углов подгибки больше 45°, применяют боковые валки, хотя они, как правило, используются как направляющие.
Боковые валки (ролики) осуществляют обычно свободную гибку, поэтому деформация, произведенная ними, должна в дальнейшем контролироваться основными валками.
Целью изобретения является повышение качества готовых изделий за счет обеспечения плоскостности периферийных отбортовок и находящихся над гофром полок, доступ к месту изгиба которых невозможен.
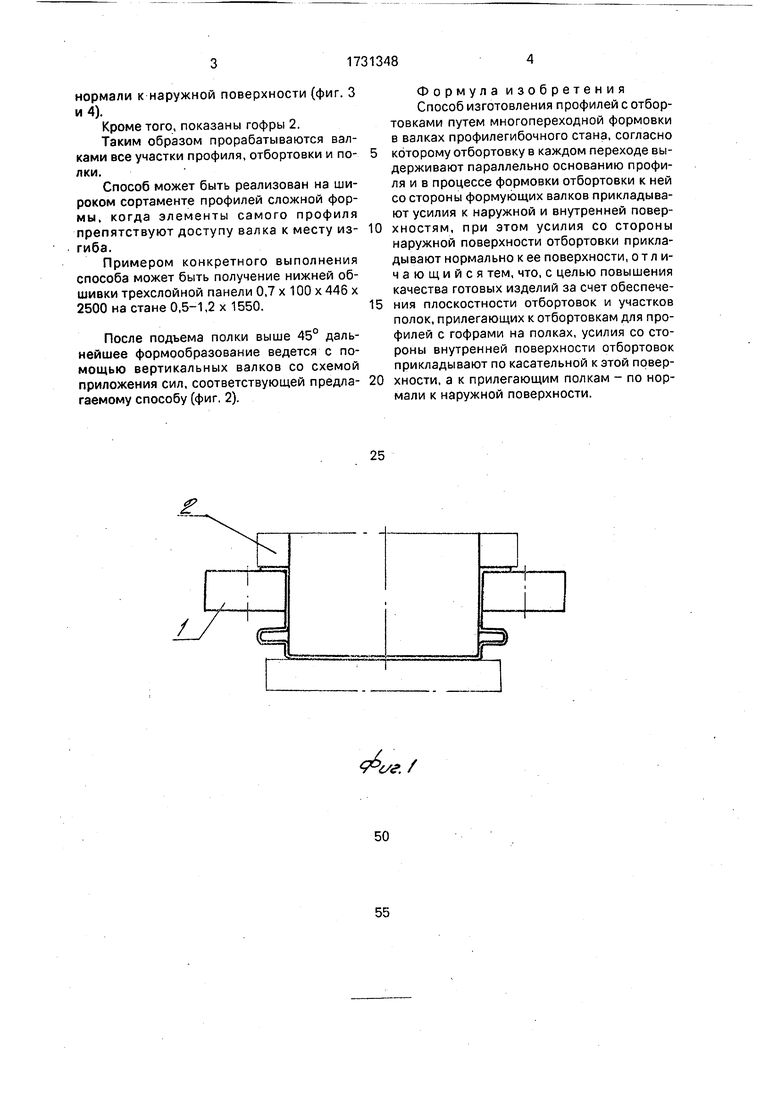
На фиг. 1 приведена схема, поясняющая известный способ, на фиг. 2-4 - схемы, поясняющие предлагаемый способ.
В процесс формовки отбортовки 1 к ней со стороны формующих валков 4 и 5 прикладывают усилия к наружной и внутренней поверхностям. При этом усилие Р со стороны наружной поверхности отбортовки прикладывают нормально к ее поверхности, а усилие Т со стороны внутренней поверхности отбортовок - по касательной к этой поверхности, а к прилегающим полкам 3 - по
х|
GJ
СО N СО
нормали к наружной поверхности (фиг. 3 и 4).
Кроме того, показаны гофры 2.
Таким образом прорабатываются валками все участки профиля, отбортовки и по- лки.
Способ может быть реализован на широком сортаменте профилей сложной формы, когда элементы самого профиля препятствуют доступу валка к месту из- гиба.
Примером конкретного выполнения способа может быть получение нижней обшивки трехслойной панели 0,7 х 100 х 446 х 2500 на стане 0,5-1,2 х 1550.
После подъема полки выше 45° дальнейшее формообразование ведется с помощью вертикальных валков со схемой приложения сил, соответствующей предла- гаемому способу (фиг. 2).
Формула изобретения Способ изготовления профилей с отбор- товками путем многопереходной формовки в валках профилегибочного стана, согласно которому отбортовку в каждом переходе выдерживают параллельно основанию профиля и в процессе формовки отбортовки к ней со стороны формующих валков прикладывают усилия к наружной и внутренней поверхностям, при этом усилия со стороны наружной поверхности отбортовки прикладывают нормально к ее поверхности, отличающийся тем, что, с целью повышения качества готовых изделий за счет обеспечения плоскостности отбортовок и участков полок, прилегающих к отбортовкам для профилей с гофрами на полках, усилия со стороны внутренней поверхности отбортовок прикладывают по касательной к этой поверхности, а к прилегающим полкам - по нормали к наружной поверхности.
Л
Ьй/
ЛхяглглЗУ
t/re/r(s&7
фаг.г
&
и
иг 3
| Высокоэкономичные гнутые профили проката: Сборник статей | |||
| - М.; Металлургия, 1965, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
