Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей проката в валках профилегибочного стана, и предназначено для использования преимущественно в черной металлургии, а также в строительстве, тракторном, сельскохозяйственном машиностроении и судостроении.
Наиболее близким по технической сущности к изобретению является выбранный в качестве прототипа способ изготовления полузамкнутых гнутых профилей, в соответствии с которым вначале свободной гибкой формируют периферийные участки, стенки и элементы стенки до их вертикального расположения и двусторонней подгибкой формируют полки до образования элементов двойной толщины. В последующих переходах обжимают элементы вертикальной стенки до их соприкосновения и подгибают полки до заданного на готовом профиле угла приложением продольного усилия к торцу сдвоенной вертикальной стенки при ограничении возможности перемещения кромок полок, при этом выдерживают во всех чистовых переходах на одном уровне, параллельном уровню исходной заготовки.
Недостатком прототипа является то, что элементы профиля формируются как выше, так и ниже уровня профилирования, что неизбежно повлечет за собой нарушение сплошности покрытия. Кроме этого, данный способ не обеспечит отформовку дугообразных отбортовок на стойках профиля.
Целью изобретения является повышение качества профилей за счет исключения нарушения сплошности покрытия и качественной отформовки дугообразных отбортовок.
Для достижения указанной цели на первых переходах отформовывают центральную часть заготовки до получения промежуточного профиля корытной формы, затем отформовывают концевые участки и производят окончательное формирование профиля подгибкой элементов сдвоенных полок и сопряженных с ними наклонных стенок с дугообразными отбортовками в несколько переходов, на последних из которых производят образование сдвоенных полок и их обжатие вертикальными усилиями, приложенными с обеих сторон этих полок. Причем концевые участки дугообразных отбортовок отформовывают последовательно от периферии к центру по дугам с постоянными радиусами с последующим обжатием поперечными усилиями по наружной части упомянутых участков. При окончательной формовке стенки подгибают на угол, равный заданному между элементами сдвоенных полок и наклонными стенками, одновременно подгибая концевые участки дугообразных отбортовок нормальными усилиями, приложенными к наружной части упомянутых участков. Затем подгибают наклонные стенки с дугообразными отбортовками горизонтальными усилиями, приложенными сначала к местам сопряжения элементов сдвоенных полок и наклонных стенок, а затем - к наружной части дугообразных отбортовок до образования сдвоенных полок, после чего осуществляют обжатие полок, причем после образования сдвоенных полок осуществляют осадку дугообразных отбортовок вертикальными распределенными усилиями, приложенными по контуру дугообразных отбортовок, обеспечивая высоту профиля, равную заданной.
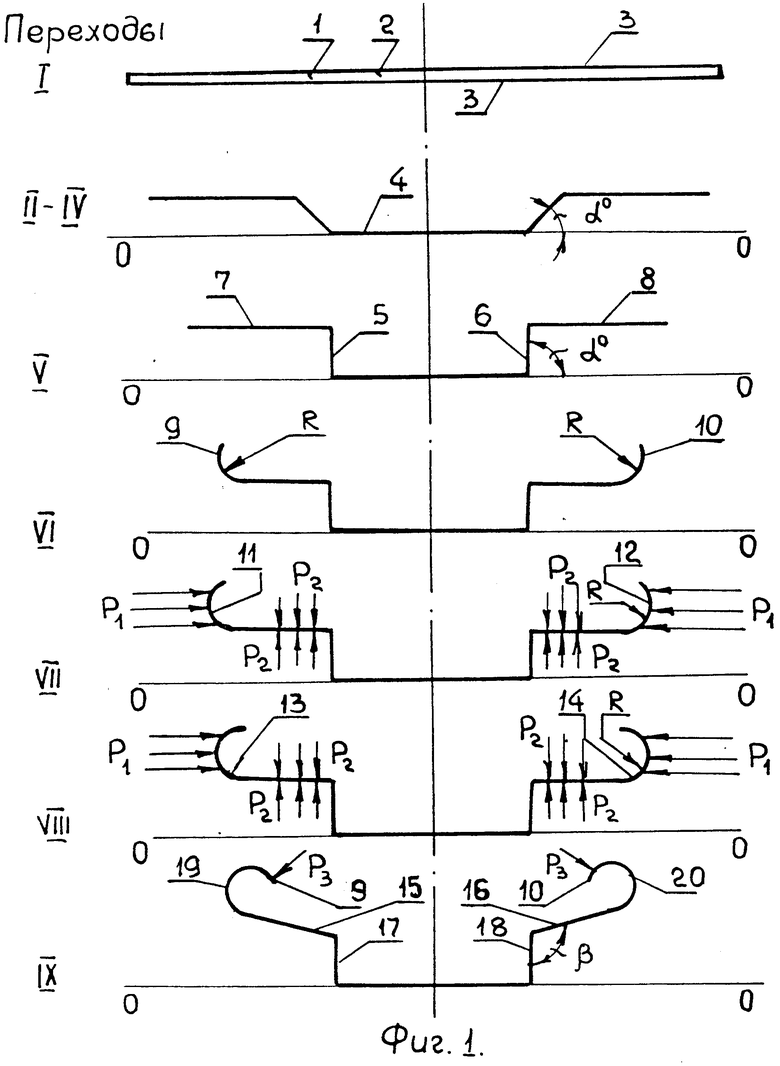
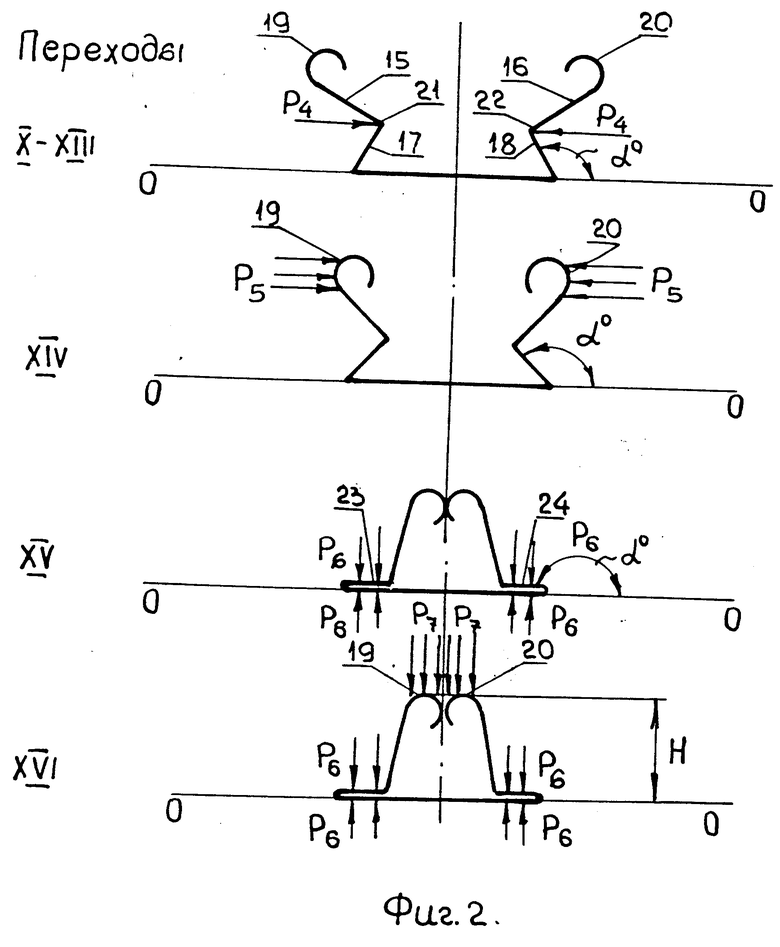
На фиг. 1 и 2 показана схема технологических переходов формообразования профиля.
По заявляемому способу в процессе изготовления гнутых полузамкнутых профилей из плоской заготовки 1 толщиной 0,6 мм и шириной 135 мм, состоящей из основы 2 и двухстороннего цинкового покрытия 3, на первых переходах I-V отформовывают центральную часть 4 заготовки до получения промежуточного профиля корытной формы, включающего полки 5 и 6 и отбортовки 7 и 8. Затем отформовывают концевые участки 9 и 10 и производят окончательное формирование профиля элементов сдвоенных полок 17 и 18 и сопряженных с ними наклонных стенок 15 и 16 с дугообразными отбортовками 19 и 20 в несколько переходов, на последние из которых производят образование сдвоенных полок 23 и 24 и их обжатие вертикальными усилиями Р6, приложенными с обеих сторон этих полок. При этом концевые участки дугообразных отбортовок 19 и 20 отформовывают последовательно от периферии к центру по дугам с постоянным радиусами R с последующим обжатием поперечными усилиями Р1 по наружной части упомянутых участков.
При окончательной формовке стенки подгибают на угол β , равный заданному между элементами сдвоенных полок 23 и 24 и наклонными стенками 15 и 16, одновременно подгибая концевые участки 9 и 10 дугообразных отбортовок нормальными усилиями Р3, приложенными к наружной части упомянутых участков. Затем подгибают наклонные стенки 15 и 16 с дугообразными отбортовками 19 и 20 горизонтальными усилиями Р4 и Р5, приложенными сначала к местам сопряжения 21 и 22 элементов сдвоенных полок 17 и 18 и наклонных стенок 15 и 16, а затем отбортовок 14 и 20 до образования сдвоенных полок 23 и 24, после чего осуществляют обжатие полок 23 и 24, причем после образования сдвоенных полок 13 и 24 осуществляют осадку дугообразных отбортовок 19 и 20 вертикальными распределенными усилиями Р7, приложенными по контуру дугообразных отбортовок 19 и 20, обеспечивая высоту профиля Н, равную заданной.
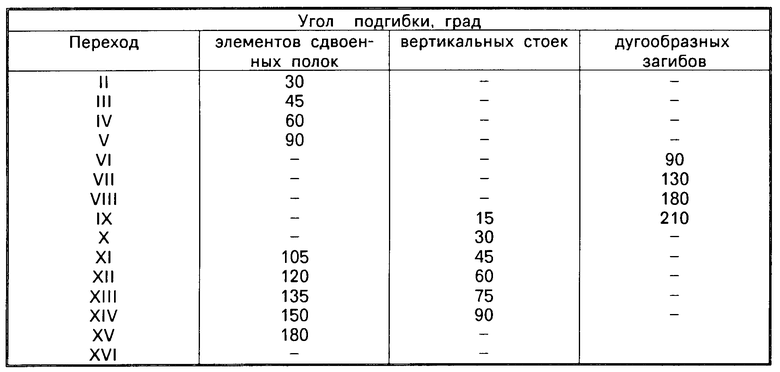
Так, например, из полосовой заготовки шириной 135 мм и толщиной 0,5 мм изготовлена партия профилей ПМ - 30 ЭОЦ со стабильными геометрическими размерами. Ширина стенки равна 41 мм, высота профиля Н 29,5 мм, дугообразные загибы на стойках профиля составили R 4,8-5 мм. Нарушения покрытия на подгибаемых участках не наблюдалось.
В таблице представлены результаты испытаний.
Полузамкнутые гнутые профили, изготовленные по предлагаемому способу, характеризуются стабильностью геометрических размеров, хорошим качеством поверхности покрытия и качественной отформовкой дугообразных загибов.
При реализации способа повышается качество гнутых профилей за счет исключения нарушения сплошности покрытия и качественной отформовки дугообразных загибов; становится возможным расширение сортамента гнутых полузамкнутых профилей с покрытием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления полузамкнутых гнутых профилей | 1987 |
|
SU1489883A1 |
| Способ изготовления гнутых про-филЕй | 1979 |
|
SU837468A1 |
| Способ изготовления гнутых тонкостенных профилей | 1990 |
|
SU1754266A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1710166A1 |
| Способ изготовления гнутых профилей | 1979 |
|
SU841706A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ изготовления гнутых полузамкнутых профилей | 1984 |
|
SU1205965A1 |
Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей проката в валках профилегибочного стана, и предназначено для использования преимущественно в черной металлургии, а также в строительстве, тракторном, сельскохозяйственном машиностроении и судостроении. Целью изобретения является повышение качества профилей за счет исключения нарушения сплошности покрытия и качественной отформовки дугообразных отбортовок. Это достигается тем, что вначале отформовывают центральную часть заготовки до получения промежуточного профиля корытной формы, затем отформовывают концевые участки и производят окончательное формирование профиля подгибкой элементов сдвоенных полок и сопряженных с ним наклонных стенок с дугообразными отбортовками в несколько переходов. На последних переходах производят образование сдвоенных полок и их обжатие вертикальными усилиями, приложенными с обеих сторон этих полок. Концевые участки дугообразных отбортовок отформовывают последовательно от периферии к центру по дугам с постоянными радиусами с последующим обжатием поперечными усилиями по наружной части упомянутых участков. При окончательной формовке стенки подгибают на угол, равный заданному между элементами сдвоенных полок и наклонными стенками,одновременно подгибая концевые участки дугообразных отбортовок нормальными усилиями, приложенными к наружной части упомянутых участков. Затем подгибают наклонные стенки с дугообразными отбортовками горизонтальными усилиями, приложенными сначала к местам сопряжения элементов сдвоенных полок и наклонных стенок, а затем-к наружной части дугообразных отбортовок до образования сдвоенных полок. После этого осуществляют обжатие полок, причем после образования сдвоенных полок осуществляют осадку дугообразных отбортовок вертикальными распределенными усилиями, приложенными по контуру дугообразных отбортовок, обеспечивая высоту профиля, равную заданной.1 з.п. ф-лы, 2 ил, 1 табл.
| Способ изготовления гнутых полузамкнутых профилей | 1984 |
|
SU1205965A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
