1
Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей проката.
Известен способ изготовления коробчатых профилей с применением одновременной свободной гибки боковых стенок и смыкающихся полок.
Этот способ не позволяет качественно отформовать места изгиба профиля и получить требуемую кривизну этих мест на готовом профиле и стабильный размер между кромками полок профиля,
Известен также способ изготовления ко- робчатых профилей, при котором предусматривается поперечное сжатие заготовки путе воздействия валка на кромки заготовки.
В процессе профилирования подгибку боковых стенок и полок производят одновременно, и на стадии свободной гибки, когда верхний валок не контактирует с внутренней поверхностью мест изгиба, боковые стенки профиля прогибают наружу, а величину прогиба выбирают такой, чтобы деформация боковых стенок от прогиба не выходила за поеделы упругих деформаций,
Недостатком этого способа является снятие кромок профиля под действием элементов валка при создании поперечного сжатия.
Кроме того, смыкающиеся полки профиля в ряде случаев при действии элементов валка на кромки профиля теряют устойчивость, что не позволяет создавать необходимых усилий для качественной от- формовки мест изгиба и придания им требуемой кривизны. Поэтому для уменьшения прикладываемых к заготовке усилий при формовке по известному способу количество технологических переходов увеличивают, что приводит к увеличению расхода валков, энергозатрат на профилирование, усложнению оборудования и увеличению его веса.
Целью изобретения является повышени качества профилей за счет обеспечения стабильности размеров между кромками полок.
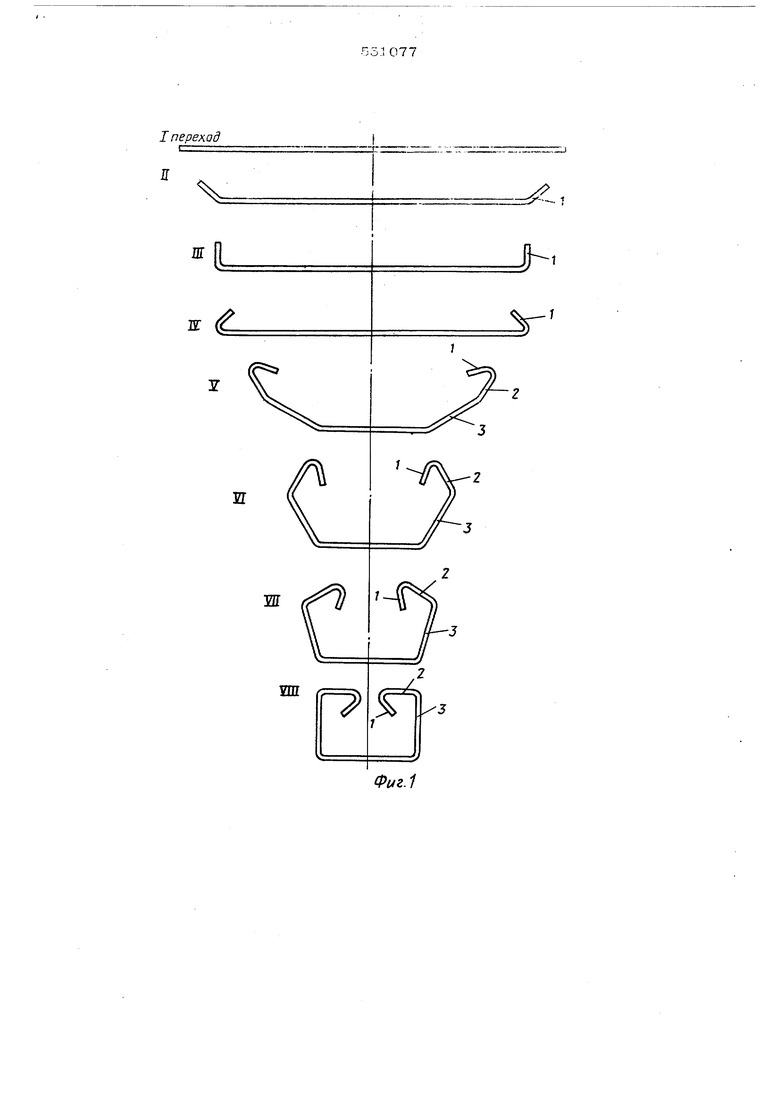
С этой целью на первых переходах на заготовке выполняют технологические отбортовки, затем производят подгибку попок и стенок свободной гибкой, а на последних переходах, при достижении формы профиля, близкой к конечной, производят подгибку и поперечное сжатие полок, воздействуя валком на места сопряжения пол ки и отбортовки. После изготовления профиля отбортовка может быть удалена. Применение технологических отборто- вок на полках профиля увеличивает площад контакта кромок полок профиля с валками и позволяет увеличить усилия, передаваемые посредством полок к местам изгиба профиля, для качественной отформовки мес изгиба без смятия металла кромок полок в местах их контакта с валками. Применение технологических отбортовок позволяет также распределить передаваемое усилие на больший по длине участок полки и тем самым обеспечить передачу больших усилий без местной потери устойчивости полки. Кроме того, наличие огбортовки увеличивает жесткость полки и предупреждает потерю ее устойчивости при приложении со стороны валков поперечных усилий. На фиг. 1 показана схема технологичес ких передохов формообразования коробчато Io профиля; ла фиг, 2 - калибр и схема действия формующих усилий на подгибаемые полки. При изготовлении гнутого коробчатого профиля путем последовательного формообразования из плоской заготовки в валках на полках профиля выполняют технологичес кие отбортовки, на места изгиба которых воздействуют профильными элементами при формообразовании мест изгиба профиля, обеспечивая поперечное сжатие и искривление последних. Например, в соответствии с предложенным способом изготовление ко робчатого профиля 44x28x19x2 мм про- 1;з;зодят з валках профилегибочного стана 2-6 ;i 50-500 со скоростью формовки до 3 ;v;.-ceii и углом подгибки за проход до При этом из полосовой заготовки 2 X14 7 мм из стали 3 ПС в первых четырех технологических переходах производят олфогл-. технологических отбортовок 1 .i;a угооч 135 относительно полки профиля. методом одновременной свободной гибки .проиоводят подгибку смыкающихся полок 2 и боковых стенок 3 (переходы IV-Viii) По достижении формы профиля, близкой х конечной {переход VII), производят одновременно подгибку его участков и поперечное сжатие путем воздействия шовноная.равляющего элемента валка на места изгиба у отбортовок. Для качественной отформовки мест изгиба к полкам 2 прикладываются формующие усилия Р. При этом усилия передаются со стороны шовнонаправляющего элемента через отбортовки 1 к местам изгиба. Наличие отбортовок 1 увеличивает площадь контакта кромок полок 2 с элементами валка и позволяет увеличить усилия, передаваемые посредством полок 2 к местам изгиба для качественной их отформовки без смятия металла кромок и потери усгойчивосги полки 2. В то же время при формовке по известному способу, из-за отсутствия технологических отбортовок у смыкающихся полок 2 в ряде случаев под воздействием валков (усилия Р происходит смятие кромок полок и потеря устойчивости полок 2 иэ-за малой площадки контакта кромок с валком. Предложенный способ позволяет изготавливать профили с постоянным зазором между кромками полок профиля, с минимальными радиусами кривизны мест изгиба на готовом профиле ( R S ). При этом под воздействием шовнонаправляющего элемента валка на места изгиба отбортовок полка остается устойчивой и смятия кромок не наблюдаются. Предлагаемый способ позволяет принять более жесткий режим формовки (угол подгибки за проход до 45 ), что уменьшает количество технологических переходов на 10-15%. Формула изобретения 1,Способ изготовления гнутых коробчатых профилей, включающий последовательное формообразование по переходам с применением поперечного сжатия в валках про- филегибочного стана, отличающийс я тем, что, с целью повыщения качес- ва профилей за счет обеспечения стабильных размеров между кромками полок, на первых переходах на заготовке вьгаолняют технологические отбортовки, затем производят подгибку полок и стенок свободной гибкой, а на последних переходах, при достижении формы профиля, близкой к конечной, производят подгибку и поперечное сжатие полок, воздействуя валком на места сопряжения полки и отбортовки. 2.Способ по п,1| отличающийс я тем, что после изготовления профиля технологические отбортовки удаляют.
I переход
Я
V
иг
ж d
-,
х-- 7
Jb
и

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| Способ изготовления коробчатых профилей | 1980 |
|
SU910280A1 |
| Способ изготовления гнутых профилей | 1990 |
|
SU1726087A1 |
| Способ изготовления гнутых профилей | 1979 |
|
SU841706A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ изготовления гнутых про-филЕй | 1979 |
|
SU837468A1 |
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU940911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУЗАМКНУТЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2025163C1 |
ш
ИИ
Г7
/J
/г./
Фиг. 2
